金屬材料焊接成型中存在的缺陷分析及控制措施探討
2020-10-09 02:09:29張軍元
科教導刊·電子版 2020年20期
張軍元
摘 要 在現代工業生產和制造中,焊接工藝仍然發揮著重要作用,但金屬材料在焊接成型的過程中可能會出現裂縫、凹陷和咬邊等缺陷,給結構后期的正常使用造成諸多不利因素。本文從金屬材料焊接成型中出現的缺陷,通過缺陷分析和控制措施角度出發進行了探討,希望對業內同仁可以起到一定的參考和借鑒作用。
關鍵詞 金屬材料 焊接 缺陷分析 控制措施
中圖分類號:TG4文獻標識碼:A
0引言
在現代工業生產和制造中,焊接工藝仍然扮演著十分關鍵的角色,尤其是在大型結構件的制造和工程結構的安裝中發揮著不可替代的作用。但因為受到各方面原因的影響,金屬材料在焊接成型的過程中可能會出現裂縫、凹陷和咬邊等缺陷,給結構后期的正常使用造成諸多不利因素。因此,有必要對焊接技術工藝進行完善和優化,以促使整體結構質量獲得有效提升。本文正是基于這一考慮,從金屬材料焊接成型中的缺陷控制角度出發進行了相關探討,希望對推動焊接工藝和技術的改善提升能夠提供一些有意義的參考和借鑒。
1缺陷分析
1.1裂縫
金屬材料在進行焊接成型的過程中,裂縫是比較常見的缺陷之一。根據裂縫的形成機理,可以將其進一步細分為熱裂縫和冷裂縫兩類。
對于熱裂縫缺陷的出現,通常是由多方面因素導致的。在進行金屬焊接作業的過程中,金屬材質從液晶變換成固狀晶體時,可能會受到外部環境或人為因素的影響,進而產生熱裂縫缺陷。這個缺陷在焊接作業結束后會留存在金屬材質的表面,給結構的完整性以及外在美觀性造成損害。
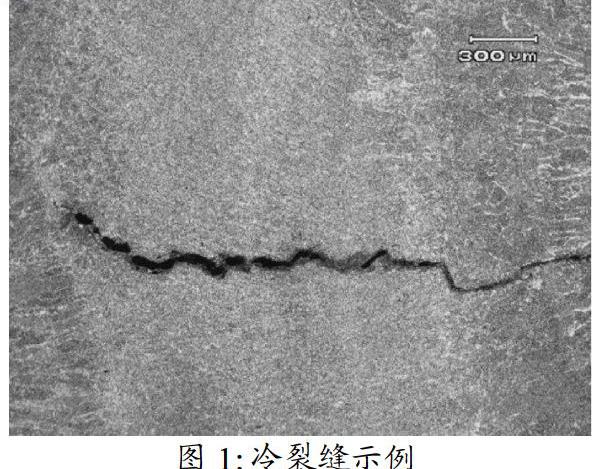
對于冷裂縫(如圖1所示),一般是焊接時的氫氣含量比重過大造成的。
1.2凹陷與焊瘤
在進行金屬材料焊接時,凹陷與焊瘤也是比較容易產生的缺陷。凹陷一般發生在熔接縫隙外面、熔接背后以及主體材料上面;而焊瘤主要指焊接后產生的一些小疙瘩,它主要發生在熔接縫尾部和主體材料上面。
導致凹陷缺陷產生的大致原因如下:第一,焊接作業中短時間停頓處置;第二,焊接作業中可能會造成一些主體材料熔化,卻沒有及時填充金屬物質補償;第三,金屬主體材料和焊條的焊接角度不合適,造成電弧過長或出現搖動等不利情況;最后,在同一各部位反復焊接。
導致焊瘤缺陷的大致原因包括:使用了質量較差的焊條;對焊接作業過程中管控不到位,導致熔化了的金屬液體流到了材質表面上,進而凝結成小疙瘩;焊接作業過程不夠規范,焊條液化速度過快等等。
1.3氣孔和咬邊
金屬材料在進行焊接作業時,還比較容易產生小氣孔和邊緣結合重疊(咬邊)的現象,而這些都會嚴重影響到焊接品質。
對于氣孔缺陷,它是焊接作業中經常發生的瑕疵,具有較大的危害性。通常來說,焊接的一側更容易產生氣孔,但無論何種原因產生氣孔,都會造成焊接后的結構整體性造成損害,使得整個焊接結構的質量和強度都會出現降低。導致氣孔缺陷出現的主要原因是沒做好焊接前的清理工作。如果焊接部位不夠清潔,比如有水或油污,那么就在焊接過程中就容易產生氣體,進而就會留存在焊縫周邊區域,使得金屬材質在焊接成型后發生氣孔缺陷。
對于咬邊缺陷,也是焊接作業中比較容易發生的,它會降低焊縫強度,同時也會影響到焊接后的結構的外在美觀性。咬邊主要是因為焊接速度過快造成的,因為過快的焊接速度可能會降低質量,使得邊緣出現塌陷現象,即發生了咬邊瑕疵。此外,如果焊接電壓過高、焊接工作臺穩定性較差,也會增加咬邊瑕疵的發生幾率。
2控制措施探討
2.1裂縫的控制
上文已經提到了,焊接過程中的裂紋缺陷分為熱裂紋和冷裂紋等,針對裂紋缺陷類型的不同,應該采取不同的控制手段。
對于熱裂紋的控制,首先要做的就是降低焊接作業中出現的應力。其次,考慮到焊接作業中的工藝參數設置對熱裂紋的產生有直接影響,所以還應對工藝過程參數進行科學設置,使焊件冷卻速度更加科學合理。最后,對于已產生的裂紋,應采用小電流、多層焊的方式進行修補。
對于冷裂紋,考慮到其主要是因為焊接中的氫含量占比過大造成的,所以控制其產生的一個主要措施就是降低氫含量。比如選取低氫焊條就可以有效降低作業中的氫擴散量。
2.2凹陷與焊瘤的控制
在焊接作業中,為了對焊接部位的凹陷瑕疵進行有效控制,可以對焊接部位進行適當調整,使金屬主體材料與焊條的角度符合相關標準要求。另外,在作業中如果出現因各種因素導致的材質熔化問題,應及時選取金屬材料進行填充。
對于焊瘤缺陷的控制,首先要做的就是對焊接規范進行正確選擇;在此基礎上,需要對焊接技術進行規范,比如采用正確的運條方式;最后,在作業過程中要做好對焊條角度、電弧弧長以及根部間隙的控制,確保其都滿足要求。
2.3氣孔和咬邊的控制
避免氣孔缺陷應做到如下幾點要求:第一,對坡口邊緣處進行徹底清潔,避免存在雜質污染物;第二,嚴格控制焊條的使用,杜絕使用質量不合格或已產生變質的焊條;最后,在進行埋弧焊作業時,應對作業速度進行合理把控。
對于咬邊缺陷的預防和控制,最主要的是對焊接電流進行合理設置。同時,對焊接過程中的工藝參數進行合理選擇,尤其應重點保障焊接速度平穩。
參考文獻
[1] 劉生濱.金屬材料焊接成型中的主要缺陷及控制方法分析[J].四川水泥,2019(06):150.
[2] 周永升,張松鋒,王強等.金屬材料焊接中的主要缺陷及防止措施研究[J].山東工業技術,2019(16):25.
[3] 黃凱,李寶成.金屬材料焊接中的問題與對策探索[J].科學與財富,2019(05):36.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:43:36
建材發展導向(2021年22期)2022-01-18 06:11:52
建材發展導向(2021年19期)2021-12-06 03:20:32
大眾投資指南(2021年35期)2021-02-16 01:06:06
建材發展導向(2019年5期)2019-09-09 09:22:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49