TAC新構造方式拓展
2020-10-12 14:04:30丁煥強秦曉磊李曉甜
汽車世界·車輛工程技術(中) 2020年5期
丁煥強 秦曉磊 李曉甜
摘 要:TAC(整車主模型)在整個新車型的檢具開發費用中占比大,而在項目進入量產后TAC使用率較低,雖然TAC在新車型匹配活動中,對于匹配問題分析非常有效,但量產后產品尺寸趨于穩定,整車匹配問題少,TAC使用價值及性價比大幅下降,高昂的制造成本,短暫的使用周期,迅速衰減的使用頻率,零互換性,迫使TAC的構造方式需發生改變,降低TAC制造成本。
關鍵詞:TAC;新構造方式;降本
0 前言
整車尺寸匹配分析工具(TAC)有些主機廠也稱之為Cubing,因其是一個高精度白車身,且又有齊全的對手件匹配模塊擬塊,因此當內外飾零件及門蓋總成件安裝到TAC上后,可快速進行匹配問題分析和辨別。由于TAC制造成本高,僅在新車型項目啟動階段高頻使用,進入量產后使用頻次很低,加之其零互換性,這樣高成本的TAC就顯得使用性價比很低。在TAC預算費用大幅下降及提高TAC使用性價比要求的驅動下,促使了TAC新構造方式的產生。以下是對某一種TAC新構造方式的論述。
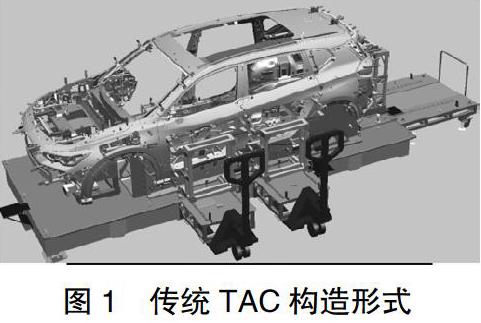
1 傳統TAC構造形式
(1)結構形式:由車身模塊(側圍總成模擬塊+底板總成模擬塊+儀表板模擬塊+尾端板模擬塊+頂蓋模擬塊)、前部(前保、前燈、翼子板、前蓋等)模塊、后部(后蓋\尾門、尾燈、后保等)模塊及四門二蓋總成模塊構成,所有模塊都采用鑄鋁或鍛鋁經CNC數控機加制造而成,通過物理連接組成完整TAC。
(2)功能:除動力、底盤類零件不能安裝,幾乎滿足所有內外飾零件、門蓋總成安裝和匹配。
(3)制造成本:高。
2 新構造方式TAC及MC(匹配認證)方法變化
2.1 結構形式
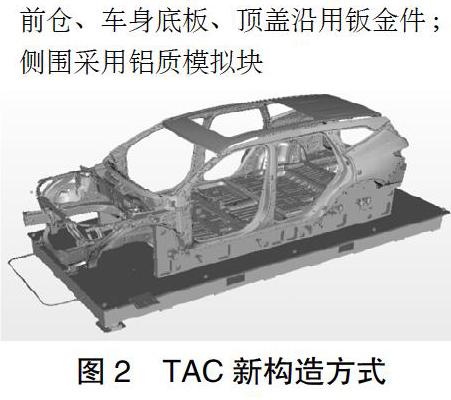
不同于傳統構造形式,而采用模擬塊+鈑金集成的新構造方式,無內、外飾、門蓋總成模塊。
2.2 新構造方式中模擬塊和鈑金介紹
(1)模擬塊:主體模擬塊…側圍總成模擬塊,采用鋁鑄件CNC機加而成。輔助模擬塊…儀表臺上部橫梁模擬塊、后端板模擬塊。頂蓋前后橫梁模擬塊(如有)…采用鍛鋁或鋁鑄件CNC機加而成。
(2)鈑金。前倉、前后底板總成、頂蓋采用造車用的鈑金總成件。
2.3 新構造方式TAC拼裝
(1)側圍模擬塊與鋼底座和其他部件連接。整體式側圍模擬塊Z(高低)向與鋼底座螺接,Y(左、右)向通過上、中部橫向模擬塊相互連接,下部與前后底板總成(鈑金)連接,最終使側圍模擬塊構成一個封閉結構。
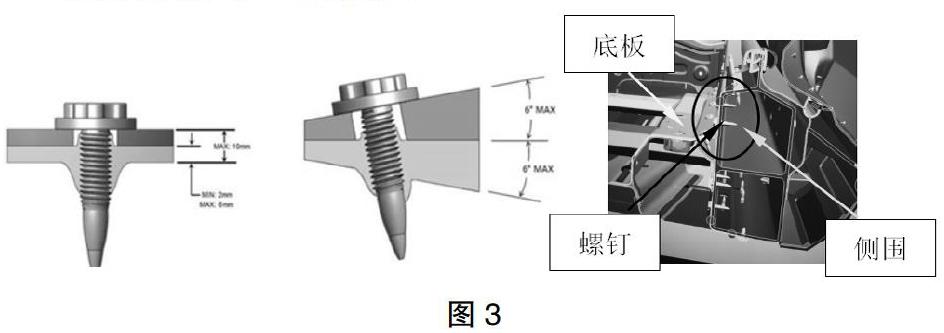
(2)前、后底板、頂蓋總成鈑金與側圍模擬塊連接。前、后底板總成在Z(高低)獲得堅固的支撐后,Y(左、右)向參考和借用車身工藝鈑金與鋁件螺接緊固理念,使其與側圍模擬塊進行緊密連接和固定。頂蓋總成與側圍模擬塊螺接緊固理念類似。
(3)前倉鈑金與模擬塊連接。前倉鈑金與前、后底板鈑金先在鋼骨架上集成,然后X(前、后)向再與測圍模擬塊進行螺接。
螺接方式參見下面示意圖。
2.4 拼裝精度
每一步拼裝都在CMM配合測量下進行,集成后的TAC精度、結構強度滿足TAC制造精度要求的。
2.5 新構造形式TAC功能
新形式TAC具備傳統TAC零件安裝、匹配驗證功能。
側圍上的內、外飾零件安裝點和匹配區域全部在側圍總成模擬塊上。高精度的側圍模擬塊保證了后續零件安裝和匹配問題分析。
前倉、前后底板(鈑金)總成可滿足前部和底板上產品件安裝,鈑金總成件上的零件安裝點都借助CMM測量、調整,最終精度達到規定要求,滿足相關零件安裝和匹配問題分析。
2.6 MC(匹配認證)方法變化
手持掃描設備和新構造方式TAC結合使用,使數字化掃描測量和匹配分析替代了原來的內外飾模擬塊,大大降低了TAC的制造成本。
3 結論
本文對新構造形式的TAC和傳統結構的TAC進行了簡單介紹,新構造形式的TAC取消了內外飾和門蓋總成模擬塊,制造成本大幅下降,但零件安裝功能齊全。TAC和手持掃描儀結合使用,生成了匹配問題分析和解決新方法,充分滿足項目階段的使用要求。TAC制造成本降低,使其使用的性價比大幅提升。
新構造形式TAC是后需TAC發展的一種新思路,除使用傳統材料、傳統制造集成工藝外,還可以通過多種途徑、多種方式制造具備相同功能的TAC。
參考文獻:
[1]王星.整車匹配檢具的設計與開發[J].內燃機與配件,2019(16):
39-41.
[2]沈忠民.整車匹配檢具(TAC)的發展[J].機械工程師,2020(03):
39-41.
[3]邱路,張欣,曹萌光,等.CUBING設計結構與應用分析[J].汽車制造業,2017,000(009):25-27.