基于FMEA的玻璃面板項目質量管理研究
2020-10-12 14:06:45吳依
現代商貿工業 2020年33期
關鍵詞:質量管理
吳依
摘 要:5G換機潮的到來,玻璃面板將廣泛應用于智能手機、平板電腦等領域,導致消費電子產品行業競爭加劇,客戶對產品品質及工藝提出了更高要求。以FMEA為理論基礎,引入FMEA分析方法,識別潛在失效模式,計算其風險優先指數,分析故障原因及風險度,從根源上制定相應的改進措施。以L公司玻璃蓋板項目為應用實例,對于提高項目質量管理水平,降低產品生產成本,增加客戶的質量滿意度具有重要意義,亦為同類行業提供一定的實踐指導。
關鍵詞:玻璃面板;FMEA;質量管理
中圖分類號:TB ? ? 文獻標識碼:A ? ? ?doi:10.19311/j.cnki.1672-3198.2020.33.075
近年來,各國對第5代移動通信技術都非常重視,我國在2018年長三角地區建立國內最大5G外場技術試驗網,中國移動、中國聯通和中國電信計劃2020年實施5G網絡正式商用。5G時代將給手機行業帶來巨大的機遇與挑戰,根據IHS觸控屏市場分析報告,2017年玻璃蓋板應用端使用量達到26億片,預計2020年,全球保護玻璃面板需求面積將達到7500萬平方米。作為國內玻璃面板龍頭制造企業的L公司面臨巨大的市場需求,追求數量規模和經濟效益,導致產品的不良率逐年增加,而出現了產品質量管理方面的問題,成為影響和制約公司持續、健康發展的重要因素。
國外學者Satish Mehra結合產品開發對失效模式進行了定義和分析,在此基礎上提出了FMEA集合了故障模式分析和影響分析兩種方法;Ashok Kumar細致闡述了質量管理過程中需要的工具和手段方法;Torres 等進一步在項目質量管理中驗證了失效模式及后果分析的重要性和實踐意義,其中DFMEA注重結構框架,PFMEA側重過程流程圖。二者結合在一起對產品、制程和工藝進行把控,確定項目質量過程中的分析重點。
FMEA 是一種分析潛在故障的可靠性分析方法,廣泛運用產品設計和工藝生產中,但是對于玻璃面板項目中并沒有針對性的研究,本文在前人研究的基礎上提前通過FMEA的實施來預測玻璃面板生產中可能出現的問題,從而采取措施來消除潛在失效的發生,做到事半功倍。
1 FMEA方法
故障模式與影響分析(FMEA),是六西格瑪應用中經常會用到的一種管理工具,通過分析產品或過程中每一個可能失效的模式并確定對該產品或過程產生的影響,對故障模式的嚴重程度、發生頻率和檢測難度進行評估,確定最終的風險程度,并對高風險的失效模式采取相應的預防和改善措施。本文中主要采用的P-FMEA對L公司玻璃面板項目產品加工制造過程和工藝過程中可能會出現的潛在的問題進行識別和分析,制定相關措施來減少產品生產和制造過程中所帶來的損失,并防止其問題的發生,P-FMEA方法屬于一種有效的事中控制方法。
風險分析各評定的目的是對產品的每個故障模式的嚴重度、發生的概率以及可探測度的綜合情況進行分析,評價產品中所有可能出現的故障模式的影響,對每個故障模式的風險優先因數值進行優先排序,并采取相應的預防措施,使風險優先因數值達到企業可接受的最低水平。風險優先數值RPN為嚴重度、發生的頻率和探測度的乘積,即RPN=嚴重度(S)×發生率(O)×探測度(D)。
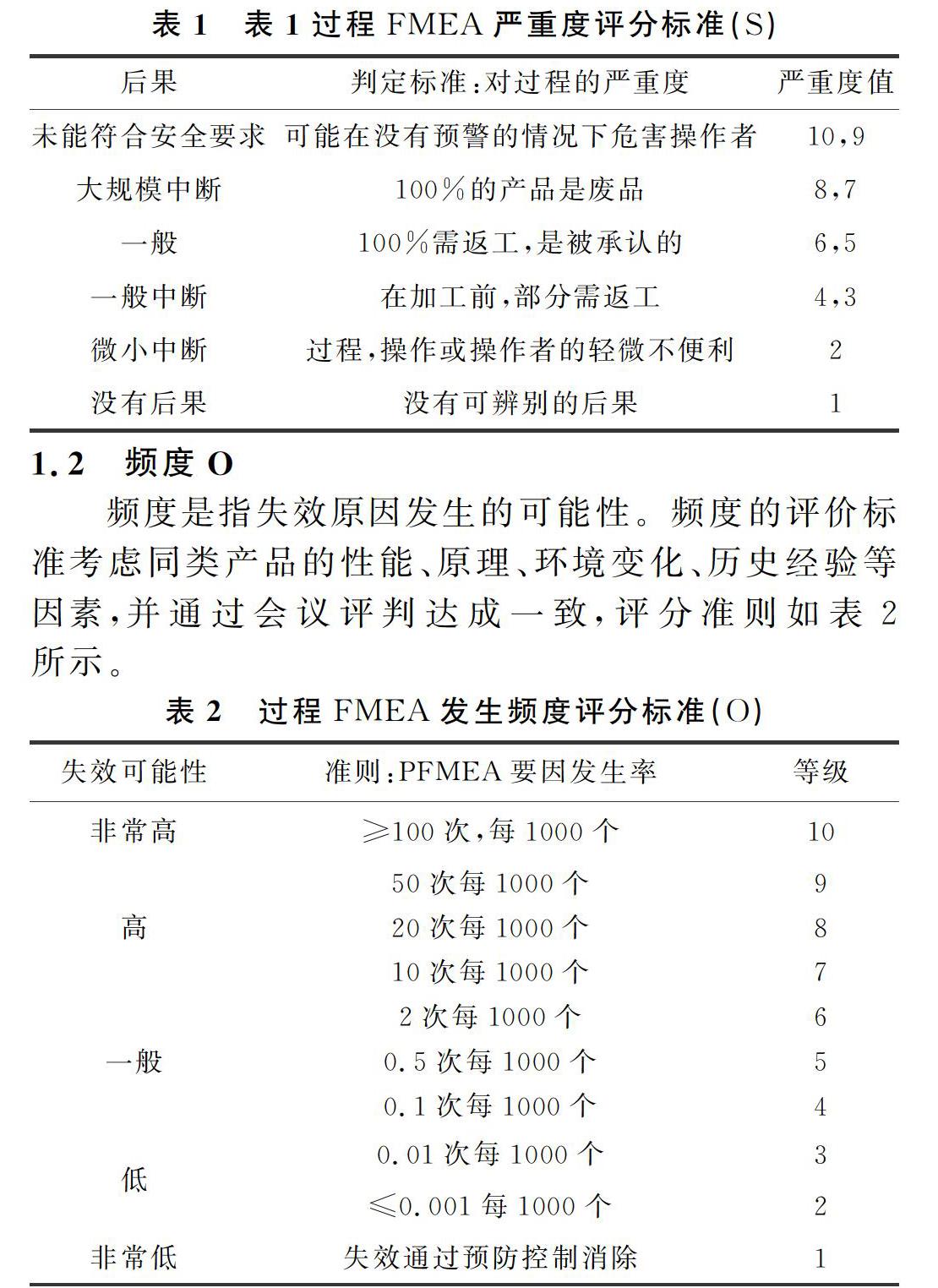
1.1 嚴重度S
嚴重度是失效影響最嚴重的危害程度。由于產品和過程的不同,嚴重度評價標準可能是不同的,評分準則如表1所示。
1.2 頻度O
頻度是指失效原因發生的可能性。頻度的評價標準考慮同類產品的性能、原理、環境變化、歷史經驗等因素,并通過會議評判達成一致,評分準則如表2所示。
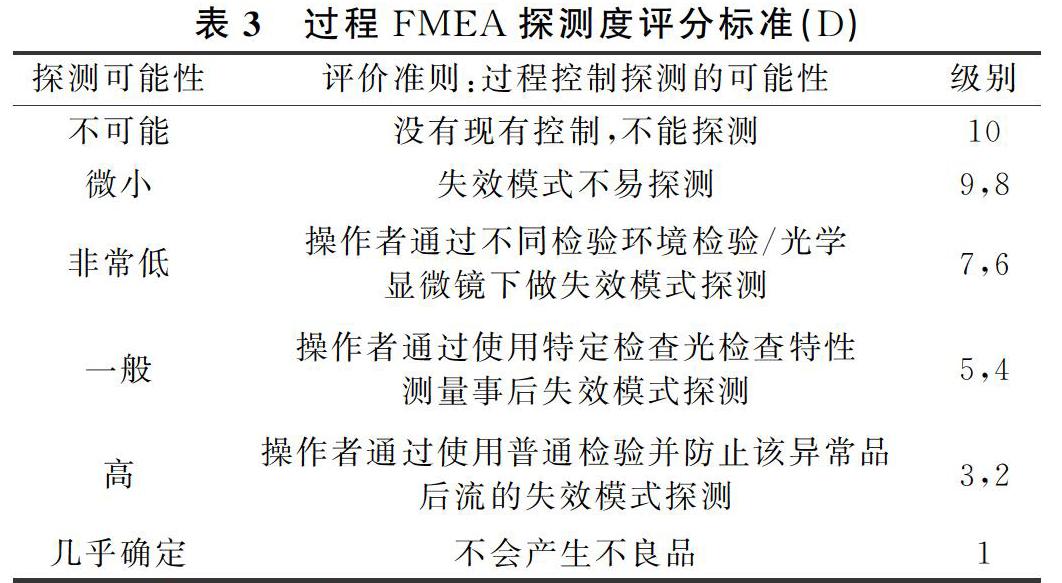
1.3 可探測度D
探測度是指故障失效模式能夠被檢測出來的機率,其數值為1-10之間的整數,數值越大表示探測的可能性越小,評分準則如表3所示。
1.4 計算RPN值
選擇應用風險優先因數來對設計及過程潛在的失效模式實施風險評估,即,RPN=S×O×D值的大小進行先后排序,RPN值越大,表示具有的風險也越大,當RPN>100時需要提出改進措施并且對失效模式優先進行改進。
2 FMEA在玻璃面板中的應用
FMEA是故障模式及影響分析,它不是故障應對機制,而是提前預防機制。對于玻璃面板生產來說,只有提前預防故障才能更好地保證生產的質量。以L公司玻璃面板項目,引入FMEA分析方法,采取措施來預防玻璃面板設計和生產中產生的質量問題。
2.1 建立FMEA小組
L公司構組建了手機玻璃面板項目,成立了由總經理領導的FMEA的推行小組。本次FMEA項目由玻璃面板生產的相關部門組成的跨職能的多功能小組,一般包括技術、品質、物控、業務、項目管理等部門組成。通過各級不同職能具有豐富經驗的人員參與進來,保障了資料和數據的全面性和準確性。同時開展FMEA項目小組內部培訓,讓每個小組成員明確項目的意義、實施的方法和步驟,便于工作能順利進行。
2.2 FMEA分析
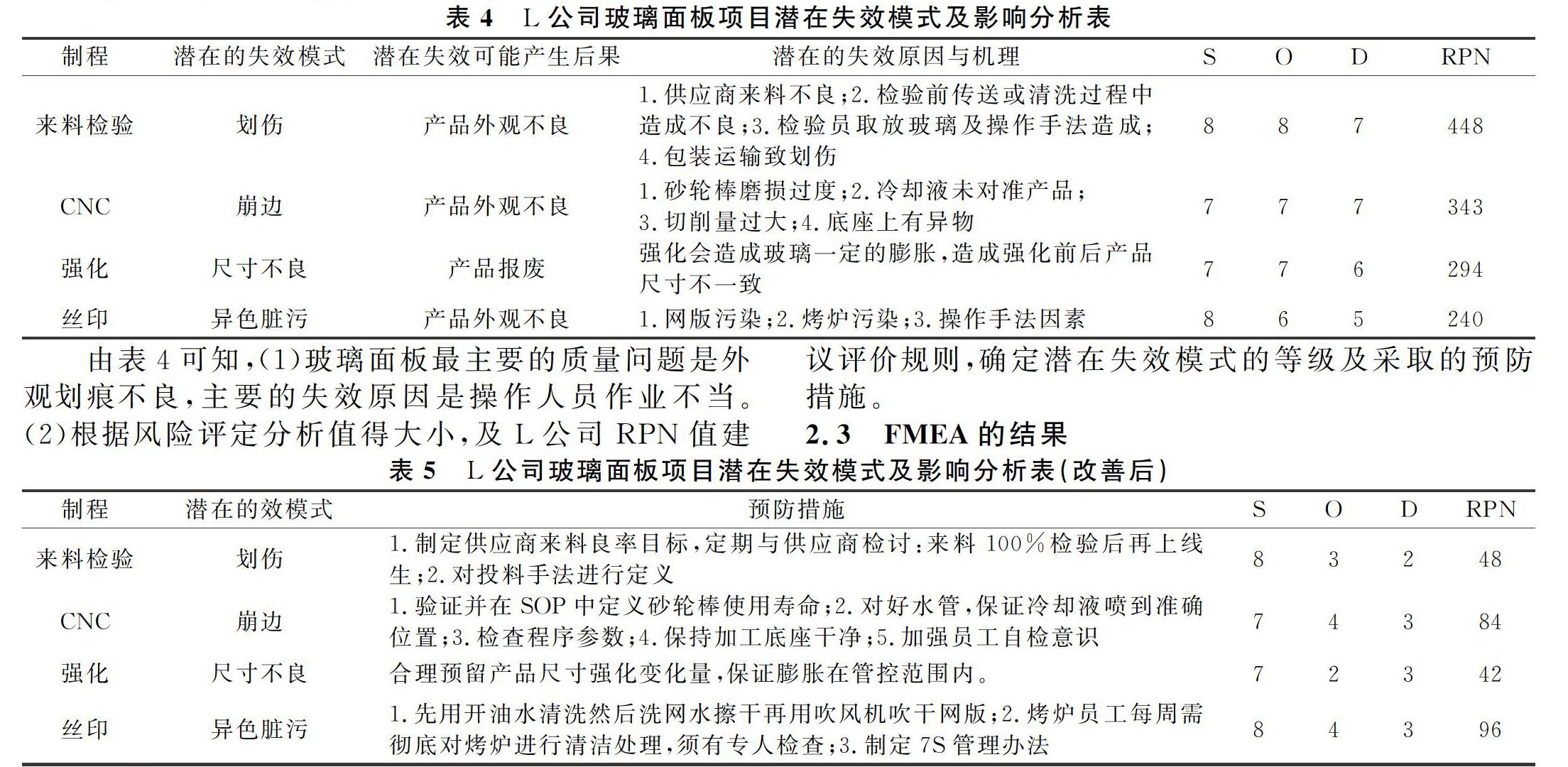
結合玻璃面板生產流程和產品結構,通過多功能小組的多次討論,首先對玻璃面板的不良率的影響因素從人、機、料、法、環幾個方面來分析,確定導致玻璃面板不良率高的潛在影響因素。將潛在的失效模式、原因及可能產生的后果制成如表4的FMEA工作表,根據企業設定的風險評估標準進行評估,確定最終失效模式的風險優先度。
由表4可知,(1)玻璃面板最主要的質量問題是外觀劃痕不良,主要的失效原因是操作人員作業不當。(2)根據風險評定分析值得大小,及L公司RPN值建議評價規則,確定潛在失效模式的等級及采取的預防措施。
2.3 FMEA的結果
通過FMEA應用到玻璃面板項目中,通過采取了以下預防措施進行全面改善:首先,加強相關人員的質量意識,制定相應的培訓制度;其次,加強供應商的溝通與交流,讓供應商充分了解項目設計與開發的質量目標和要求,并與供應商達成一致的產品質量控制和檢驗標準;再次,采用sop評審控制對項目過程中的細節問題進行改善,防止sop流于形式;最后制定7S管理辦法,對影響質量的環境進行控制。改進措施實施以來,玻璃面板質量明顯好轉,不良率比2019年明顯降低10%左右,同時有效降低產品成本。
3 結束語
本文基于FMEA的玻璃面板項目質量管理進行研究,分析玻璃面板項目潛在的風險,從而針對性的進行改善,達到能提升產品的質量的目的,因此具備一定的實用性。本文采用FMEA方法對項目進行分析,然后進行案例研究,具備一定邏輯性和科學性。
參考文獻
[1]埃菲,編著.5G移動無線通信技術[M].北京:人民郵電出版社,2017.
[2]張沈斌,馮小江,李培春,等.淺談智能手機玻璃蓋板發展及應用研究[J].應用科技,2017,28(15):51-52.
[3]Satish Mehra,Joyce M,Hoffman.Danilo Sirias TOM as a management stategy for the next millennia[Z].2001,(6):23-25.
[4]Ashok Kumar,Kathryn E,Stecke,Jaideep.MAq Quality Index-Based Methodology for Improving Competitiveness[J].Analytical Develoment and Empirical Validation,2012,(5):55-56.
[5]Torres P J R,Mercado E I S,Rifon L A.Probabilistic Boolean network modeling and model checking as an approach for DFMEA for manufacturing systems[J].Journal of Intelligent Manufactufing,2015:1-21.
[6]吳鳳明,劉家祥,殷璨,等.基于FMEA的設備風險分級管控研究[J].價值工程,2018,37(27):94-96.
[7]尤筱玥,雷星暉,劉虎沉,等.基于失效模式與后果分析擴展模型的外包風險分析[J].同濟大學學報(自然科學版),2016,44(2):309-316.
[8]馬建章,高馳名,吳迪,等.基于FMEA方法的電子設備結構的可靠性[J].無線電工程,2015,45(7):75-78.
[9]項目管理協會.項目管理知識體系指南(PMBOK指南)[M].5版.北京:電子工業出版社,2013.
[10]張遠望.P-FMEA在產品生產工業中的應用[J].現代制造技術與裝備,2017,(04):64-65,68.
猜你喜歡
知音勵志·社科版(2016年9期)2016-11-09 08:21:16
中國科技博覽(2016年22期)2016-11-01 15:06:27
中國科技博覽(2016年22期)2016-11-01 14:20:50
中國科技博覽(2016年22期)2016-11-01 12:54:47
現代企業文化·理論版(2016年14期)2016-10-21 10:29:30
中國科技博覽(2016年19期)2016-10-19 13:44:57
中國科技博覽(2016年19期)2016-10-19 12:36:32
中國市場(2016年36期)2016-10-19 04:22:24
科學與財富(2016年28期)2016-10-14 22:54:28
科學與財富(2016年28期)2016-10-14 22:41:32