氣囊分離裝置工作性能的影響規律仿真研究
2020-10-13 08:40:34胡振興劉觀日趙崇斌梁民族
導彈與航天運載技術 2020年5期
王 帥,胡振興,劉觀日,趙崇斌,梁民族
(1. 北京宇航系統工程研究所,北京,100076;2. 國防科技大學文理學院,長沙,410073)
0 引 言
航天分離技術是航天飛行器設計技術中的一項關鍵技術,特別是在以運載火箭為代表的多級航天運輸系統設計中,存在著助推器分離、級間分離、整流罩分離、星箭分離等諸多分離系統設計。作為航天飛行器上典型的單點失效系統之一,分離系統的性能直接關系到飛行任務的成敗,是影響航天飛行器性能、安全性和可靠性的重要分系統,分離裝置是該系統的核心部件。在眾多的航天分離裝置中,氣囊分離裝置將解鎖機構與分離機構合二為一,完成承載、解鎖與提供推力3 種功能。不產生煙霧和碎片,具有無污染和高可靠性的優點[1],是國外大型整流罩縱向平推分離的主流分離裝置。
氣囊分離裝置在分離過程中涉及了大量的爆炸與沖擊等非線性瞬態動力學問題。爆炸力學數學模型的核心是一組非線性偏微分方程,該方程只有在極其特殊的定解條件下方可用普通函數的形式將解表述出來,采用理論分析的方法難度很大,而試驗研究一般離散嚴重,且結構瞬態響應的測量也存在較大難度。隨著計算爆炸力學和計算機技術的發展,爆炸與沖擊的數值仿真研究逐漸成為可能。目前,針對氣囊充氣膨脹過程的研究主要有3 種數學方法:a)基于熱力學理論的控制體積方法(Control Volume,CV)或均勻壓力方法(Uniform Pressure,UP);b)基于流體動力學理論的流固耦合方法;c)基于分子動力學理論的方法(Corpuscular Method,CPM)。其中,CV 或UP 方法對氣囊展開初期模擬精度較差;CPM 方法用離散的粒子碰撞模擬壓力,氣體泄漏被夸大,且粒子數多取決于經驗;流固耦合方法應用最廣泛,更貼近物理實際,其重要代表是LS-DYNA 中基于CFD 理論的ALE 方法。針對氣囊膨脹過程的研究主要集中在汽車領域,研究方向包括基于MADYMO 軟件的氣囊充氣過程仿真[2]和靜態起爆仿真[3]等;隨著氣囊在飛行器軟著陸領域的應用,研究方向擴展至飛機水面降落用氣囊及連接部位強度分析[4]、運載火箭子級垂直返回的緩沖[5]等;但很少涉及炸藥索對氣囊的作用。在火工品分離裝置的研究方面,主要針對柔性導爆索分離裝置的分離碎片分散安全性[6]和分離材料的斷裂機理[7]、膨脹管分離裝置的分離過程[8]和分離板構型影響[9]等,對氣囊分離裝置的研究鮮有報道。
本文利用非線性動力分析軟件LS-DYNA,采用基于流體動力學理論的流固耦合算法和基于均勻壓力的控制體積方法,對氣囊式無污染分離裝置的分離過程進行模擬,獲得了炸藥索裝藥量、鉚釘失效應變、氣囊初始缺陷等因素的影響規律。
1 氣囊分離裝置組成
氣囊式分離裝置結構組成與工作原理如圖1所示,主要由氣囊、炸藥索、衰減管、U型接頭、槽型接頭、連接鉚釘等部分組成。分離前,氣囊折疊在裝置內部,依靠連接鉚釘承受整流罩的載荷。炸藥索放在內衰減管里面,內、外衰減管的壁上有許多排氣孔。
分離時,起爆器將炸藥索引爆,生成的高溫、高壓燃氣經過內衰減管壁上的排氣孔,減壓降溫后進入內外衰減管之間的間隙中,然后經過外衰減管壁上的排氣孔,再一次減壓降溫后進入氣囊,燃氣使氣囊膨脹,氣囊產生的壓力作用在U 型接頭和槽型接頭上,剪斷連接鉚釘,將兩個對接接頭推離開,實現兩瓣罩的解鎖、平推分離;氣囊為密閉結構,炸藥索燃燒產生的固體微粒和殘余燃氣集聚在氣囊、衰減管內不溢出,避免污染整流罩內其他產品[1]。
圖1 氣囊分離裝置結構組成與工作原理示意Fig.1 Structure Composition and Working Principle Diagram of the Air Bag Separation Device
2 有限元模型
2.1 有限元模型及網格剖分
建立1/2 對稱結構的三維有限元計算模型,如圖2所示。
圖2 氣囊分離裝置有限元模型Fig.2 Finite Element Model of Air Bag Separation Device
在對稱面處設置對稱邊界條件,其余均為自由邊界。有限元模型由炸藥索、空氣域、U 型接頭、槽型接頭、鉚釘、上配重、下配重、外衰減管、內衰減管等部分組成。配重與U 型接頭和槽型接頭之間采用共節點連接。炸藥索和空氣域為Euler 網格,其他部件為Lagrange 網格,歐拉場的外側邊界為壓力外流邊界條件。Lagrange 網格的平均尺寸為1.5 mm,網格總數為53 166 個;Euler 網格的平均尺寸為1.2 mm,網格總數為142 330 個。氣囊網格類型為殼單元SHELL163,其他部件網格類型為體單元SOLID164。U 型接頭和槽型接頭鉚釘連接孔處進行網格細化。
氣囊采用單面接觸進行處理,氣囊與U 型接頭、槽型接頭、衰減管的接觸選用自動面面接觸。
2.2 材料參數
槽型接頭和 U 型接頭均采用彈性模型(MAT_ELASTIC),鉚釘材料為2A10 鋁合金,鉚釘和 衰 減 管 采 用 流 體 彈 塑 性 模 型(MAT_ELASTIC_PLASTIC_HYDRO_SPALL),氣囊采用氣囊和織物模型(MAT_FABRIC),上述材料參數如表1 所示。

表1 槽型接頭、U 型接頭、鉚釘、衰減管和氣囊的材料參數Tab.1 Mechanical Parameters of Groove Joint, U Shape Joint,Rivet, Attenuator Tube and Air Bag
炸 藥 索 采 用 高 能 炸 藥 燃 燒 模 型(MAT_HIGH_EXPLOSIVE_BURN)和JWL 狀態方程(EOS_JWL),爆轟壓力描述成于相對體積和單位體積內能:

式中 p 為爆轟壓力;V 為相對體積;E0為爆轟產物初始比內能;ω,A,B,R1,R2為材料常數。具體參數如表2 所示。

表2 炸藥的狀態方程參數Tab.2 State Equation Parameters of RDX
空氣采用空物質材料模型(*MAT_NULL)和多項式狀態方程(*EOS_LINEAR_POLYNOMIAL):

式中0ρ 為初始空氣密度;ρ 為當前空氣密度;E0為初始比內能;C1~C6為氣體常數。具體參數如表3 所示。

表3 空氣的狀態方程參數Tab.3 State Equation Parameters of Air
3 數值計算
3.1 分離過程分析
為了分析氣囊分離裝置的分離過程,選取典型工況對分離過程進行仿真分析。炸藥索藥量為5.7 g/m,氣囊直徑100 mm,氣囊厚度為1.3 mm。圖3 顯示了氣囊分離裝置工作過程的數值仿真結果。
圖3 氣囊分離裝置工作過程示意Fig.3 Working Process Diagram of Air Bag Separation Device
氣囊在分離過程中作用主要體現3 個階段:a)在炸藥索爆炸初期,氣囊未完全展開,氣囊主要起到容納爆轟產物氣體并對外傳遞產物氣體壓力,對U 型接頭和槽型接頭做功的作用,該階段氣囊表面法向承受高壓高溫氣體的作用,理論上不存在切向力的作用;b)在氣囊膨脹過程中U 型接頭和槽型接頭向相反方向移動,同時連接U 型接頭和槽型接頭的鉚釘受到剪切作用,開始發生斷裂;c)U 型接頭和槽型接頭在氣囊作用下分離末期,氣囊膨脹到自然狀態下的最大橫截面積狀態之后,繼續增大的壓力將使氣囊表面切向也承受拉力作用,若拉力大于氣囊組成纖維織物或內襯橡膠的強度,則氣囊將發生破壞。
圖4 給出了不同時刻氣囊內的壓力分布。炸藥索引爆后,爆轟壓力沿著衰減管內外管管口擴散,所到之處壓力急劇升高,最終擴散到衰減管外的氣囊中。115 μs 左右時壓力已傳播到氣囊全部空間,隨著氣囊膨脹,槽型接頭和U 型接頭分別向下和向上運動,氣囊體積增大,氣囊內各處壓力已逐漸平衡并不斷下降,3500 μs 左右時,壓力已下降到1 個標準大氣壓左右,氣囊逐漸失去對外做功能力。
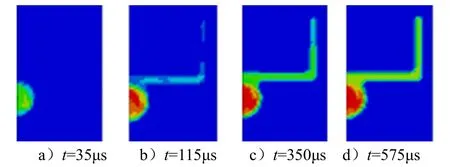
圖4 爆轟壓力的擴散過程Fig.4 Diffusion Process of Detonation Pressure
鉚釘壓力場分布如圖5 所示。
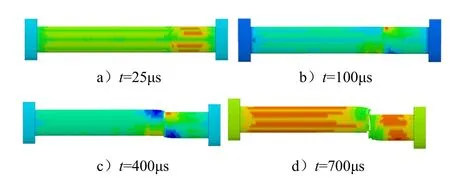
圖5 鉚釘壓力場分布計算結果Fig.5 Calculation Eesult fo Eivet Pressure Field Distribution
從圖5 可見,25 μs 時鉚釘上下接觸面分別出現了應力集中。隨著U 型接頭和槽型接頭分別向相反方向運動,上下壓力區域更為集中。當鉚釘的連接處發生塑性變形后,連接面左右壓力正負相反、上下也相反。當鉚釘連接處發生斷裂后,應力集中區域釋放,其他區域受力增加。分析發現鉚釘破壞開始于400 μs 左右,鉚釘完全斷裂發生在700 μs 左右。
U 型接頭和槽型接頭分離速度時程曲線如圖6 所示。
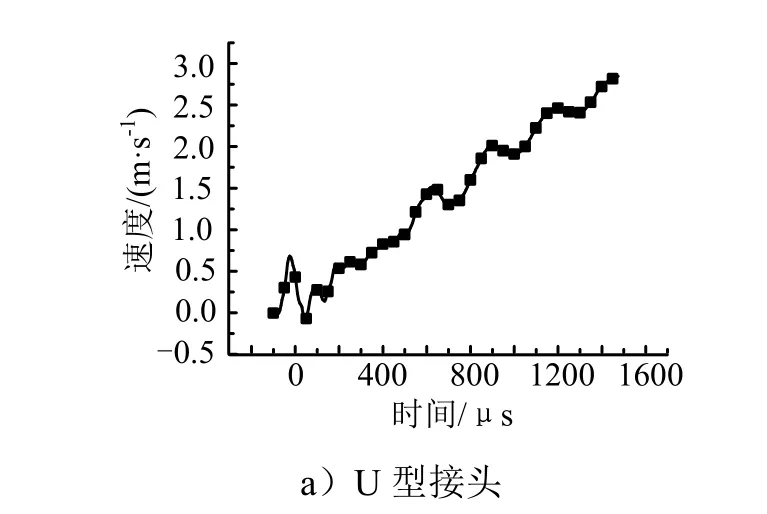
圖6 U 型接頭和槽型接頭的速度時程曲線Fig.6 Velocity-time Curves of Groove Joint and U Shape Joint
由圖6 可以看出,槽型接頭運動過程比較穩定,但是U 型接頭在分離過程中速度出現波動,這一現象出現的原因可能與結構剛度有關。
3.2 炸藥裝藥量影響分析
對線密度裝藥量分別為5.7 g/m、6.8 g/m、7.2 g/m、7.6 g/m、8.7 g/m 5 種工況進行數值模擬。圖7 給出了5 種藥量下,U 型接頭和槽型接頭的速度時程曲線。
從圖7 可以看出,隨著裝藥量增加,分離速度逐漸加快。同時,隨著藥量增加,鉚釘斷裂時間提前,藥量從5.7 g/m 增加到8.7 g/m,分離時間提前了將近200 μs。然而,炸藥索裝藥量的增加同時增大了結構破壞的風險。
3.3 鉚釘失效應變影響分析
圖8 為不同失效應變條件U 型接頭和槽型接頭的速度時程曲線。可以看出,失效應變越小,U 型接頭和槽型接頭的位移和速度越大。在一定范圍內,隨著失效應變的進一步增大,位移和速度降低程度越小。
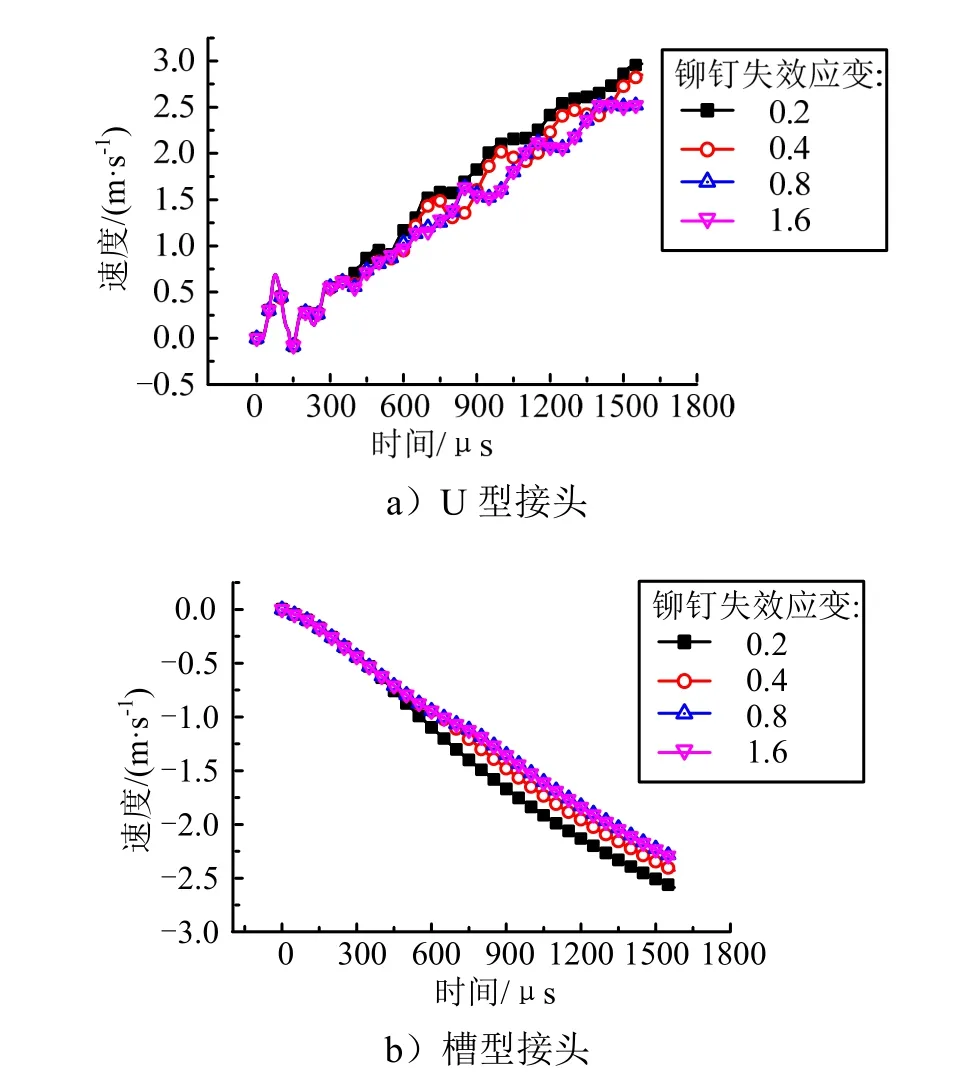
圖8 不同失效應變下U 型接頭和槽型接頭的速度時程曲線Fig.8 Velocity-time Curves of Groove Joint and U Shape Joint Under Different Failure Strains
圖9 給出了不同失效應變下鉚釘質量變化,鉚釘失效應變的增加會延長氣囊分離裝置的分離時間。當失效應變達到0.8 以上后,失效應變對分離時間影響逐漸降低,這是由于剪切失效應變增加到一定值后,控制失效的模式可能發生改變,即導致失效的原因可能從剪切失效轉變為屈服應力失效。
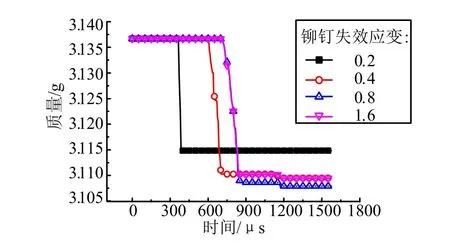
圖9 不同失效應變下鉚釘質量變化Fig.9 Weight Changes of Rivet Under Different Failure Strains
3.4 氣囊初始缺陷影響分析
為了考察氣囊的缺陷對分離過程的影響,對氣囊人為預置3 種初始缺陷,如圖10 所示,缺陷尺寸均為1.1 mm×12 mm。
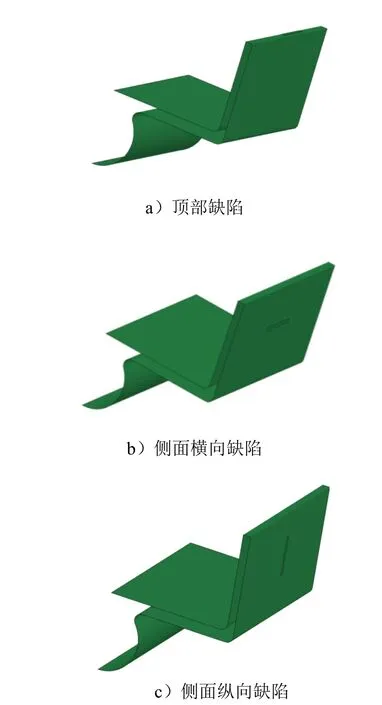
圖10 氣囊3 種缺陷示意Fig.10 Three Kinds of Air Bag Defects
圖11 給出了不同缺陷下U型接頭和槽型接頭的速度時程曲線。可以看出,氣囊側面橫向和縱向缺陷對氣囊膨脹影響不大。氣囊頂部缺陷明顯降低了分離過程中U 型接頭和槽型接頭的位移和速度,對分離裝置運動過程影響較大。
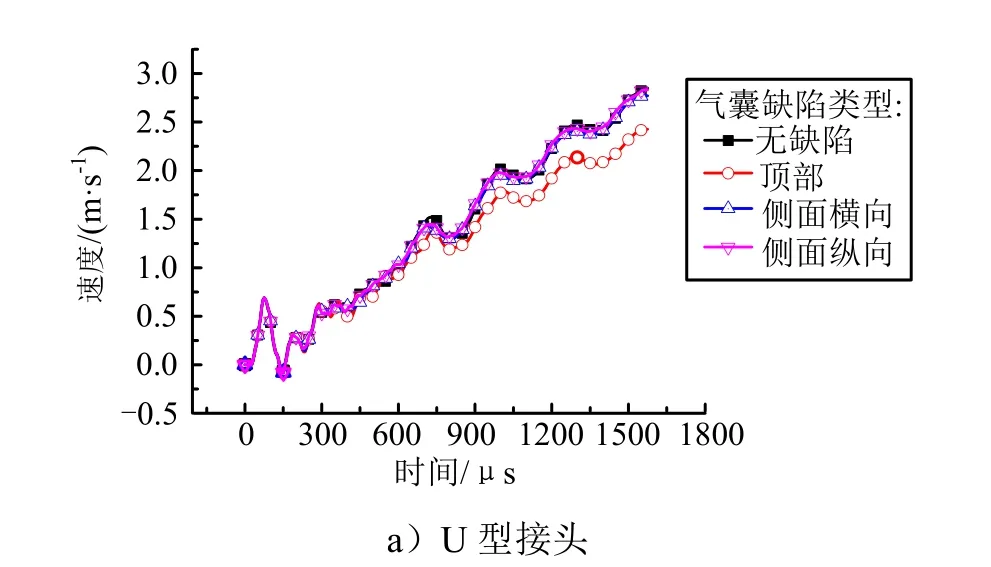
圖11 不同氣囊缺陷下U 型接頭和槽型接頭的速度時程曲線Fig.11 Velocity-time Curves of Groove Joint and U Shape Joint Under Different Air Bag Defects
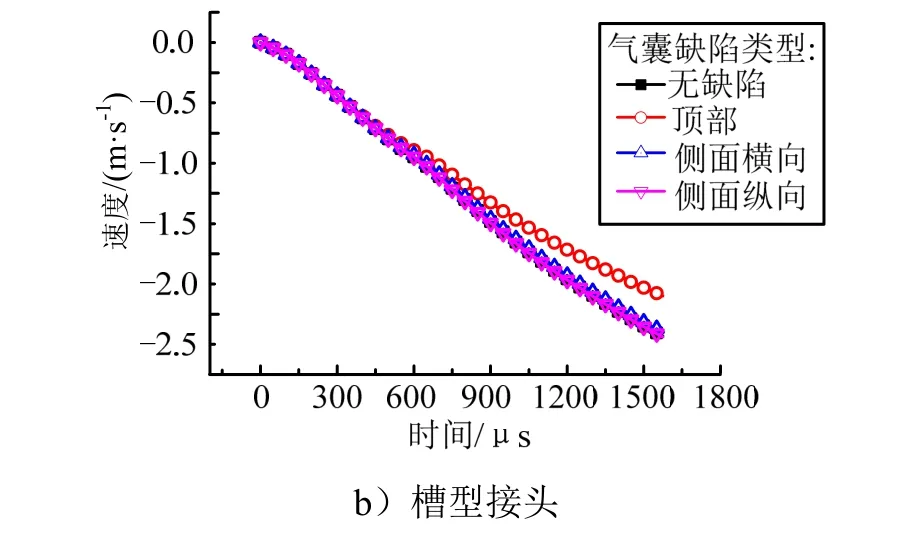
續圖11
4 結 論
本文利用非線性動力分析軟件LS-DYNA,對氣囊分離裝置的分離過程進行了數值仿真研究,分析了炸藥索起爆、氣囊膨脹、鉚釘剪斷等過程,研究了炸藥索裝藥量、鉚釘失效應變、氣囊初始缺陷3 種因素對分離性能的影響。研究結果表明,炸藥索藥量對分離過程的影響較大,過小的藥量將不能實現有效分離,藥量過大會導致內外衰減管破裂;鉚釘失效應變的增加會延長氣囊分離裝置的分離時間;氣囊的初始缺陷位置影響分離結構解鎖過程,位于頂部的缺陷對分離過程影響比較大。