轉(zhuǎn)爐低鐵耗高效率冶煉技術(shù)研究
2020-10-13 06:31:18崔猛
天津冶金 2020年5期
崔 猛
(天津天鋼聯(lián)合特鋼有限公司,301500)
0 引言
隨著國家鋼鐵冶金行業(yè)的快速發(fā)展,國內(nèi)廢鋼資源逐漸增多,在市場供需調(diào)節(jié)作用的發(fā)揮下,廢鋼價格與鐵水的價差會逐步拉大[1],充分利用國內(nèi)廢鋼資源進(jìn)行轉(zhuǎn)爐冶煉,可進(jìn)一步發(fā)揮轉(zhuǎn)爐生產(chǎn)能力。研究低鐵耗高效率的轉(zhuǎn)爐冶煉技術(shù)是非常必要的。
天鋼聯(lián)合特鋼有限公司(以下簡稱聯(lián)合特鋼)煉鋼廠主要生產(chǎn)設(shè)備包括三座120 噸轉(zhuǎn)爐、三座120 噸 LF 精煉爐、一臺 120 噸 VD 爐、四臺全弧形連鑄機(jī),轉(zhuǎn)爐流程以生產(chǎn)碳素結(jié)構(gòu)鋼、優(yōu)質(zhì)碳素結(jié)構(gòu)鋼、低合金結(jié)構(gòu)鋼為主。通過全面解析轉(zhuǎn)爐流程節(jié)奏控制因素,并輔以設(shè)備改造與工藝創(chuàng)新,開發(fā)出一整套轉(zhuǎn)爐高效冶煉技術(shù),在降低鐵水消耗的同時,實(shí)現(xiàn)轉(zhuǎn)爐生產(chǎn)效率的大幅提升。
1 影響轉(zhuǎn)爐生產(chǎn)效率的分析
轉(zhuǎn)爐生產(chǎn)效率主要由轉(zhuǎn)爐的冶煉周期、轉(zhuǎn)爐輔助時間(補(bǔ)爐、日常檢修)以及轉(zhuǎn)爐爐齡決定。除正常檢修外,提高轉(zhuǎn)爐生產(chǎn)效率主要依靠縮短冶煉時間,減少輔助時間來實(shí)現(xiàn)[2]。
1.1 轉(zhuǎn)爐加料時間
轉(zhuǎn)爐加料主要為兌鐵水、加廢鋼,均需利用到天車裝置,聯(lián)合特鋼是三吹三冶煉模式,轉(zhuǎn)爐兌鐵、加廢鋼經(jīng)常會因行車干擾造成轉(zhuǎn)爐加料的等待,影響轉(zhuǎn)爐加料時間,這是提高轉(zhuǎn)爐冶煉節(jié)奏亟待解決問題。同時隨著降鐵耗工作的不斷開展,轉(zhuǎn)爐加入廢鋼的重量不斷增多,當(dāng)輕薄廢鋼偏多時,單斗廢鋼重量不足,有時甚至需要加入2 斗廢鋼,生產(chǎn)周期進(jìn)一步加長,對轉(zhuǎn)爐高效冶煉產(chǎn)生更加不利的影響。
1.2 供氧時間
聯(lián)合特鋼在開展專項(xiàng)攻關(guān)研究前,轉(zhuǎn)爐每爐鋼供氧時間為13~15 min,供氧時間偏長,影響轉(zhuǎn)爐冶煉周期。主要原因是氧槍結(jié)構(gòu)存在一些不足,致使氧槍供氧強(qiáng)度偏低(國內(nèi)80~150 t 中型轉(zhuǎn)爐供氧強(qiáng)度3.0~4.0 m3/(min·t),供氧時間偏長,成渣速度慢,嚴(yán)重制約轉(zhuǎn)爐的產(chǎn)能。
1.3 出鋼時間
轉(zhuǎn)爐出鋼過程中卷入和流入鋼包的高氧化性熔渣會造成很多不利影響。因此要減少出鋼時間就要配以有效的擋渣設(shè)施,減少轉(zhuǎn)爐出鋼下渣量,保證鋼水的潔凈度。根據(jù)聯(lián)合特鋼公司的品種冶煉結(jié)構(gòu),認(rèn)為出鋼口內(nèi)徑過小,出鋼時間長,制約高效率高質(zhì)量冶煉。
2 低鐵耗模式下提高冶煉效率的研究
2.1 縮短轉(zhuǎn)爐廢鋼加料時間
針對低鐵耗模式下轉(zhuǎn)爐鋼料加入量大、加料時間長這個問題,公司采取了一系列縮短鋼料加料時間的措施。
2.1.1 建立專用廢鋼料堆場
為保證轉(zhuǎn)爐高效加入廢鋼,聯(lián)合特鋼改造和新建了廢鋼分類、檢驗(yàn)與倉儲管理系統(tǒng),保證全公司具有60×104 m2廢鋼的倉儲能力。
(1)外購廢鋼首先進(jìn)入40×104 m2露天廢鋼堆場和1×104 m2的廢鋼集裝箱集散站,對外購廢鋼進(jìn)行初步分級檢驗(yàn)、晾曬、篩分和分檢,挑除各種有害物質(zhì)。
(2)另外新建 11×104 m2和 5×104 m2密閉廢鋼料場。前者主要用于存儲社會雜廢鋼,如大包料、壓塊等,后者主要用于存儲清潔廢鋼和大型重廢鋼。并在料場內(nèi)增設(shè)16 臺適合相應(yīng)種類的廢鋼裝卸機(jī)械手,如圖1 所示。

圖1 廢鋼封閉料場
2.1.2 完善廢鋼加工與配送體系
(1)廢鋼的破碎。廢鋼料場在線配備5 臺廢鋼破碎機(jī),總破碎能力為7 320 t/d。破碎機(jī)布置在11×104 m2廢鋼封閉料場內(nèi),具備廢鋼破碎、磁選、篩分等功能,破碎后的廢鋼用皮帶輸送到廠內(nèi)廢鋼運(yùn)輸站,裝車送至各廢鋼用戶。
(2)廢鋼篩分。配備廢鋼篩分設(shè)備1 套,對鋼渣水洗料進(jìn)行篩分,保證不劃傷運(yùn)輸皮帶和不堵料倉。廢鋼篩分機(jī)底篩孔50~80 mm,由原料倉、輸送廢鋼皮帶機(jī)、振動給料機(jī)、振篩等設(shè)備組成,篩分能力50 t/h,如果篩分水洗鋼粒可以達(dá)到120 t/h。
2.1.3 優(yōu)化廢鋼入爐模式
廢鋼主要采用規(guī)格為500 mm×500 mm×2 000 mm 打包塊,經(jīng)專用設(shè)備加入轉(zhuǎn)爐內(nèi)部,減少了低鐵耗模式下的廢鋼裝入時間,解決了天車行車交叉作業(yè)互相影響的問題,在轉(zhuǎn)爐出完鋼和濺渣后即可進(jìn)行加廢鋼作業(yè),一般25 噸廢鋼在1.5 min 即可加完,大大節(jié)約轉(zhuǎn)爐的加料時間。
2.1.4 多元化廢鋼加入工藝
為實(shí)現(xiàn)低鐵耗冶煉,解決廢鋼裝入困難的問題,建立多元化廢鋼裝入制度:分別在鐵水罐、轉(zhuǎn)爐爐前、轉(zhuǎn)爐高位料倉和爐后鋼包內(nèi)按規(guī)程加入適量廢鋼[3],縮短廢鋼裝入時間,解決廢鋼裝入困難的技術(shù)難題。120 t 轉(zhuǎn)爐廢鋼種類與加入方法見表1。
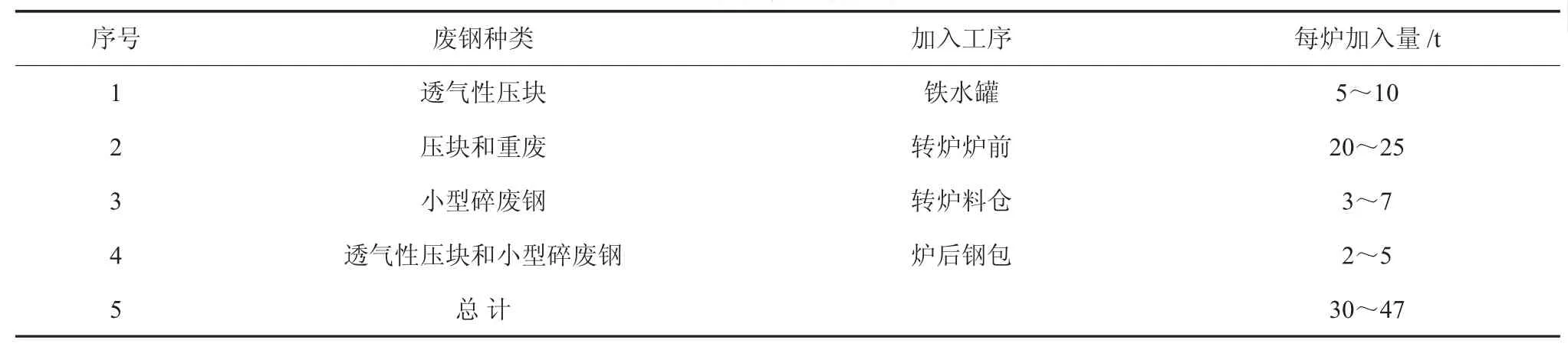
表1 120 t 轉(zhuǎn)爐廢鋼種類與加入方法
通過表1 可以看出,對于120 t 轉(zhuǎn)爐,采用多元化廢鋼加入工藝,廢鋼加入量可控制在30~47 t/爐范圍內(nèi),可以保證低鐵耗冶煉的廢鋼加入量要求,同時不會延長轉(zhuǎn)爐冶煉周期。
2.2 縮短轉(zhuǎn)爐供氧時間
2.2.1 設(shè)定供氧參考模型
低鐵耗模式下,廢鋼加入量大,根據(jù)轉(zhuǎn)爐吹煉前、中、后期不同的反應(yīng)特點(diǎn),為保證快速平穩(wěn)吹煉,建立了供氧參照模型,氧槍槍位采用高-低-高-低模式,并輔以流量調(diào)整。開吹時廢鋼多導(dǎo)致轉(zhuǎn)爐熔池液面高,采用高槍位初步熔化廢鋼,氧氣流量控制在22 000 m3/h;開吹60 秒后,氧槍逐步下降至1.5 米,促進(jìn)硅錳快速氧化,升高熔池溫度,快速起渣;中期適當(dāng)緩槍,保證爐渣活躍,氧氣流量控制在24 000~26 000 m3/h,調(diào)整爐渣 FeO 含量;后期碳氧反應(yīng)劇烈程度減緩,可將氧氣流量調(diào)整至26 000~28 000m3/h,終點(diǎn)前保證60s 以上拉碳槍位及時間。供氧參照模型如圖2 所示。
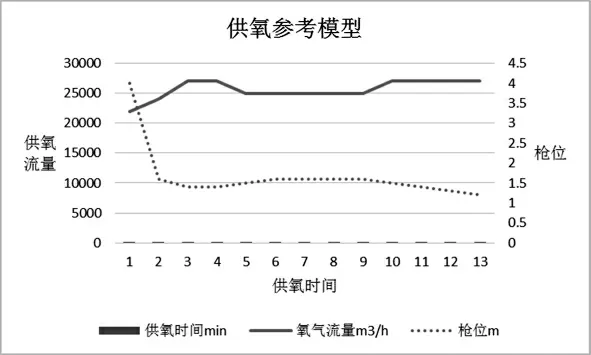
圖2 轉(zhuǎn)爐供氧參考模型
2.2.2 優(yōu)化氧槍參數(shù)
通過對氧槍的數(shù)學(xué)模擬和水模試驗(yàn),發(fā)現(xiàn)氧槍喉口夾角從12°調(diào)整為12.5°,氧槍吹煉效果較好,氧槍可以在保持有效沖擊深度的同時,將沖擊面積提高,相較于原槍,在1.3 m 和1.5 m 槍位下,氧射流對熔池的作用效果分別提高6.5%和8.2%。生產(chǎn)實(shí)踐表明,氧槍參數(shù)的優(yōu)化是合理有效的,優(yōu)化后供氧時間控制在<12 min。
2.3 縮短轉(zhuǎn)爐出鋼時間
縮短出鋼時間主要是通過優(yōu)化出鋼口尺寸、出鋼口耐材結(jié)構(gòu)來實(shí)現(xiàn)。
2.3.1 出鋼口內(nèi)孔尺寸優(yōu)化
原出鋼口的主要問題:原出鋼口內(nèi)徑為150/160 mm,出鋼時間6~8 min,出鋼時間過長。過長的出鋼時間還會造成以下不利影響:
(1)對轉(zhuǎn)爐出鋼側(cè)爐襯的蝕損具有不利的影響;
報告表示,各國已在加速實(shí)施相關(guān)措施,最大限度地減少甚至消除可用于武器的核材料,并加強(qiáng)這些材料和可能被破壞的核設(shè)施的安保。但是,風(fēng)險環(huán)境的惡化可能會危及核材料和核設(shè)施的安全。各國在2016—2018年期間的重要發(fā)展趨勢主要有四項(xiàng)。
(2)導(dǎo)致鋼水的溫度損失較大,因而對出鋼溫度的要求更高,這將直接影響到轉(zhuǎn)爐的冶煉效率;
(3)出鋼過程鋼水與空氣的接觸時間變長,加大了鋼水氧化和增氮的風(fēng)險。
出鋼口的優(yōu)化措施:經(jīng)分析論證后,將出鋼口內(nèi)徑尺寸調(diào)整為150/180 mm,增大了內(nèi)孔的錐度,如圖3 所示。
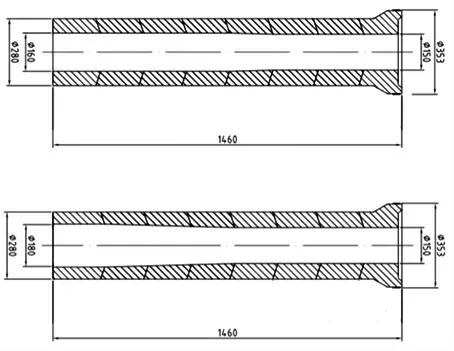
圖3 出鋼口設(shè)計的改變(上:原出鋼口;下:現(xiàn)出鋼口)
實(shí)踐表明,出鋼口尺寸調(diào)整后,出鋼時間縮短到3~5 min,降低了出鋼過程的溫度損失,提高了轉(zhuǎn)爐的生產(chǎn)效率。另外由于出鋼口尺寸的優(yōu)化還減少了出鋼過程的湍流現(xiàn)象、改善了后期卷渣問題、對滑板板面的侵蝕降低、滑板和內(nèi)外水口的擴(kuò)孔速率降低。
2.3.2 出鋼口耐材結(jié)構(gòu)的優(yōu)化
出鋼過程中,高溫的鋼水對出鋼口內(nèi)壁產(chǎn)生較強(qiáng)的沖刷,對出鋼口造成機(jī)械破壞。另外鋼水和爐渣中的氧對鎂碳質(zhì)出鋼口的氧化,使耐火材料結(jié)構(gòu)疏松、強(qiáng)度變差、壽命下降。
目前使用的出鋼口與內(nèi)水口配合處容易被鋼水沖刷侵蝕,限制了出鋼口壽命,因此在此位置安裝一支可更換的碗磚(如圖4 所示),當(dāng)碗磚出現(xiàn)嚴(yán)重的侵蝕熔損時,可以在更換內(nèi)水口的同時更換一支碗磚,采用此種方法有望增加出鋼口的整體壽命。

圖4 出鋼口碗磚示意圖
實(shí)踐證明,采用在出鋼口頭部增加碗磚的分體式出鋼口結(jié)構(gòu),使出鋼口的預(yù)期壽命可達(dá)到400 爐以上,比整體出鋼口壽命增加了100 多爐。由此可以看出,分體式出鋼口相比整體式出鋼口在致密度、高溫強(qiáng)度、耐侵蝕性等方面具有優(yōu)勢,同時還可以減少更換出鋼口次數(shù),提高轉(zhuǎn)爐冶煉效率。
2.4 提高生產(chǎn)效率的輔助措施
2.4.1 縮短輔助時間
主要采用以下措施縮短轉(zhuǎn)爐輔助操作時間:(1)縮短兌鐵時間:通過提高工人操作水平,兌鐵時間穩(wěn)定在2 min 以內(nèi)。
(2)提高傾動速度:低速判定由±5 度調(diào)整為±2度,倒?fàn)t時間進(jìn)一步縮短。
(3)提高氧槍升降速度:最高提升速度由500 rpm 提高到700 rpm。
(4)縮短濺渣時間:從4 min 縮短到3 min。
(5)縮短熱停時間:通過調(diào)整終渣成分,優(yōu)化濺渣工藝,實(shí)現(xiàn)不補(bǔ)爐操作,節(jié)省了補(bǔ)爐耗時。
(6)加強(qiáng)生產(chǎn)調(diào)度:進(jìn)一步減少冶煉過程中等天車、等渣罐、等鋼包等熱停時間,使轉(zhuǎn)爐作業(yè)率進(jìn)一步提高。
2.4.2 實(shí)現(xiàn)不倒?fàn)t出鋼
采用轉(zhuǎn)爐高廢鋼比冶煉工藝后,為縮短轉(zhuǎn)爐冶煉時間,放寬了對終點(diǎn)溫度的控制:對于直上連鑄的爐次要求只控制出鋼下限溫度,當(dāng)溫度偏高時在爐后加入適量廢鋼降溫,達(dá)到溫度目標(biāo)要求;對后續(xù)采用LF 精煉的爐次,因在精煉中可提高溫度對溫度下限也不再嚴(yán)格要求。
由于簡化終點(diǎn)控制要求和減少渣量,冶煉終點(diǎn)根據(jù)經(jīng)驗(yàn)判斷碳含量達(dá)到目標(biāo)要求時,可實(shí)現(xiàn)不倒?fàn)t出鋼。
3 提高轉(zhuǎn)爐生產(chǎn)效率效果分析
實(shí)施轉(zhuǎn)爐高效化冶煉取得效果:
(1)通過對轉(zhuǎn)爐氧槍的優(yōu)化,轉(zhuǎn)爐冶煉供氧時間縮短了2.82 min。
(2)采用新型加廢鋼模式,相比傳統(tǒng)行車每爐加廢鋼模式節(jié)約時間1 min。
(3)通過對出鋼口優(yōu)化,將原來出鋼口內(nèi)徑150/160 mm 調(diào)整為帶大錐度內(nèi)徑為150/180 mm 的出鋼口,出鋼時間從原來的6~8 min 降到3~5 min出鋼時間縮短3 min。
(4)在上述優(yōu)化措施的基礎(chǔ)上,通過對轉(zhuǎn)爐冶煉輔助時間的進(jìn)一步優(yōu)化,使轉(zhuǎn)爐吹煉周期從平均35.25 min 降低到平均 23.43 min(見表 2),單座轉(zhuǎn)爐日產(chǎn)爐數(shù)從39.41 爐提高到53.0 爐,提高轉(zhuǎn)爐效率33.5%。

表2 項(xiàng)目實(shí)施前后轉(zhuǎn)爐冶煉周期時間對比/min
4 結(jié)論
聯(lián)合特鋼公司通過采取建立專用廢鋼料堆場、完善廢鋼加工與配送、使用專用設(shè)備向轉(zhuǎn)爐加入廢鋼以及多元化廢鋼加入工藝,使得低鐵耗模式下轉(zhuǎn)爐廢鋼加入時間不但沒有增加,還降低了1 min。另外通過優(yōu)化氧槍設(shè)計參數(shù)、優(yōu)化出鋼口內(nèi)孔尺寸、優(yōu)化出鋼口耐材的結(jié)構(gòu)、優(yōu)化輔助時間等措施,提高了轉(zhuǎn)爐供氧效率、優(yōu)化了出鋼工藝、降低了冶煉輔助時間,轉(zhuǎn)爐冶煉周期從平均35.25 min 降低到平均23.43 min,提高轉(zhuǎn)爐效率33.5%,實(shí)現(xiàn)了低鐵耗模式下的高效冶煉,取得良好的產(chǎn)量效益和經(jīng)濟(jì)效益。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
時代英語·高二(2015年1期)2015-03-16 00:08:11
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09