筒型蒙皮零件成形工藝優化研究
2020-10-15 04:00:54李文欽朱樂宗文松濤曾斌
教練機 2020年3期
李文欽,朱樂宗,文松濤,曾斌
(1.中國人民解放軍海軍裝備部駐武漢軍事代表局駐南昌地區航空軍事代表室,江西 南昌,330024;2.航空工業洪都,江西 南昌,330096)
0 引言
零件工藝設計是將初始毛坯轉化為最終產品的過程[1]。工藝設計的好壞直接影響到最終產品的質量,在整個產品生命周期中占據重要地位,成形工藝設計過程需要綜合考慮零件的結構、生產條件等影響因素[2]。筒型類零件為某一機型零件,精度要求較高且成形的關鍵是確保零件對縫和端頭直線度公差符合要求。該零件具有外輪廓尺寸和相對厚度大等特點,而且成形工藝方案設計過程復雜且受到多種因素相互影響。為改善筒型蒙皮零件成形后對縫開口過大或過小和直線度公差過大等缺陷,提高零件表面質量,本文對零件成形工藝措施及各工序間的質量控制進行了研究。
1 零件成形工藝分析
圖1為筒型防銹鋁蒙皮零件示意圖,圖2為三維數模示意圖,材料LF6M,厚2.5mm,總長為1450mm,外徑200mm,內徑198mm。該零件后續需攪拌摩擦焊,其中焊接工藝要求留化銑余量0.5mm,并且要求零件鈑金成形后達到:對縫尺寸1mm≤D≤3mm,且對縫間隙均勻;零件自由狀態下直線度公差1.1mm/1450mm。
根據零件結構特點,制造中存在以下技術難點:
1)零件抗拉強度和屈服強度較大,其中δ0.2≥16kgf/mm[3],滾彎后產生的回彈較大,零件變形較大,精度難以控制;
2)零件成形后直線度公差較大,且零件成形過程中兩端頭有約20mm出現直線段,無法滿足制造要求,如圖3所示;
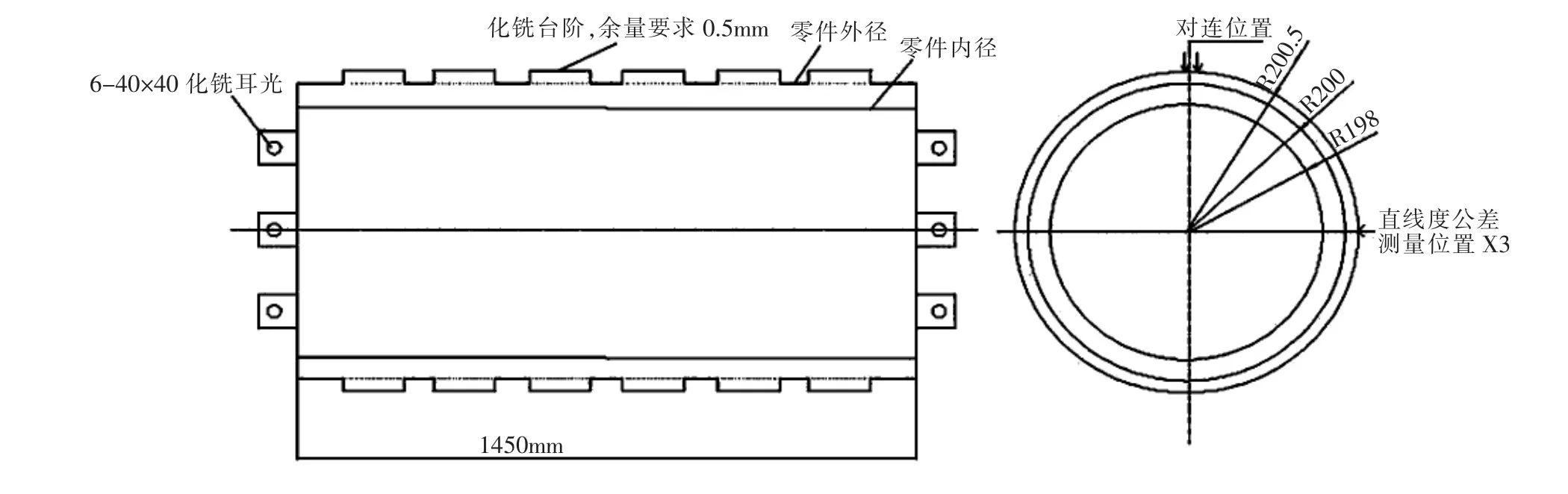
圖1 零件示意圖
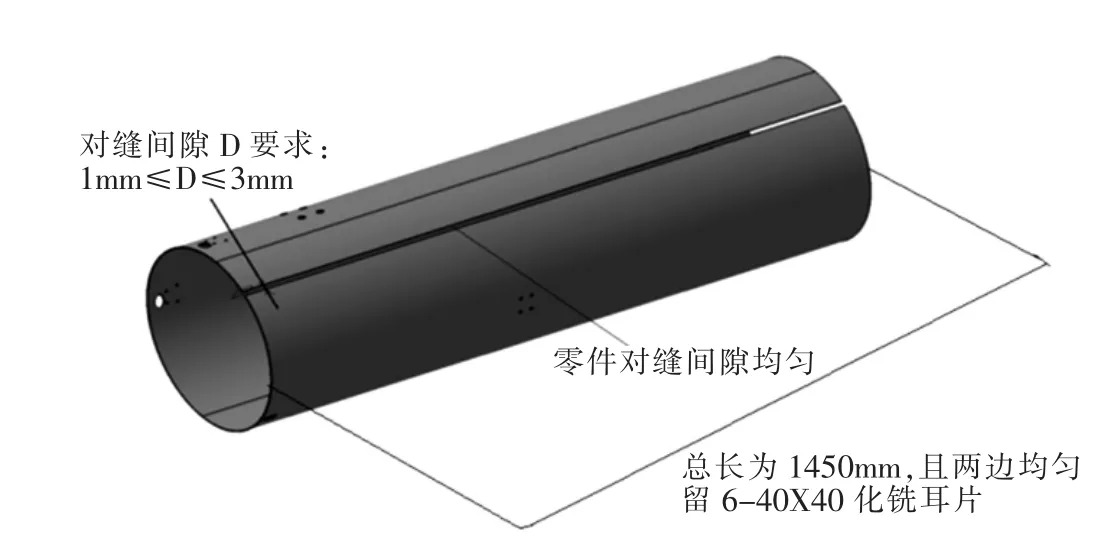
圖2 三維示意圖
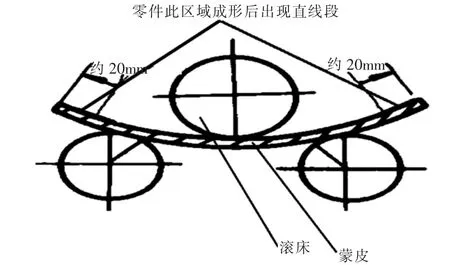
圖3 零件成形端頭示意圖
3)后續零件需焊接,其中零件的對縫尺寸要求較高(即對零件的展開尺寸要求),若對縫尺寸過大,則嚴重影響零件焊后密封性,極易報廢;若對縫尺寸過小,則修銼困難;
4)零件對縫缺口間隙不均勻現象,容易出現“喇叭口”現象;
5)“化銑”后材料應力釋放,影響零件的直線度及對縫尺寸。
2 零件工藝方案設計
2.1 零件成形工藝正交分析原理
正交試驗設計是研究多因素、多水平的一種試驗設計方法,是試驗優化的一個重要組成部分,是利用正交表來分析多因素試驗的一種設計方法。它是由試驗因素的全部水平組合中,挑選部分有代表性的水平組合進行試驗的,找出最優的水平組合[4]。該試驗具有以下優點:
1)能有效解決多因素試驗。
2)試驗次數不多,但有較強的代表性。
3)計算簡便、可靠性高、適用面廣等特點[5]。自20世紀70年代以來,正交試驗優化的實際應用越來越廣,正交試驗優化設計在飛機設計和實驗中的應用也日益增多,其基本概念有以下幾個:
(1)試驗指標。在正交試驗設計中,依據試驗目的而選擇的、用來考察試驗效果的特征值稱為“試驗指標”,簡稱“指標”,也稱“試驗結果”。
(2)試驗因素。對試驗指標可能有影響的要素或原因稱為“試驗因素”,簡稱“因素”。
(3)因素水平。正交試驗設計中,因素所處的狀態和條件的變化可能引起試驗指標的變化,稱各因素變化的狀態或條件叫作“水平”或者“位級”,考察指標有綜合平衡法和綜合評分法[6-7]。
本文針對某型號筒形零件成形優化的目的,即試驗指標是保證成形后的對縫尺寸1mm≤D≤3mm,零件自由狀態下直線度公差1.1mm/1450mm,且滿足零件對縫間隙均勻等要求。本文采用綜合平衡法進行研究,筒型零件成形影響因素很多,根據此前大批量生產經驗反饋,影響零件對縫尺寸和直線度公差的主要因素是零件的下料尺寸、下料方向和成形工藝措施,試驗因素為零件下料尺寸、下料方向和成形工藝。
2.1.1 零件下料尺寸和下料方向的選擇
零件成形后需進行焊接,其對縫缺口要求密封性較高。其中根據實踐經驗知其零件下料尺寸對其對縫缺口有較大影響,目前下料尺寸及展開圖在蒙皮零件已廣泛應用,為了將板材成形成零件或部件,必須根據零件數模按照展開樣板畫出展開圖、然后下料,并最終加工成型。筒形蒙皮下料是指在蒙皮板上數控銑切割出筒形蒙皮的制造毛坯尺寸,下料尺寸一般由兩部分構成,即在筒體按外形展開凈尺寸的基礎上,加上制造工藝留量或減掉工藝余量。要想得到準確的筒體下料尺寸就必須掌握其成型的工藝特點和保證正確的下料。
如圖1所示,零件外徑R=200mm,內徑Rq=198mm,通過軟件分析計算零件按外表面展開長度L1=1255.1mm,按內表面展開長度L2=1242.6mm,圖4為零件展開后長度。根據經驗公式[2]:
Rq為回彈前零件內表面半徑198mm;RH為零件成形并回彈后內表面半徑,t為零件厚度,t=2.5mm,回彈后計算表面半徑RH=212mm與數模中零件內徑Rq=198mm相差較大。按零件外表面展開尺寸1255.1mm×1450mm,尺寸下料后進行滾彎成形后則出現嚴重過滾;按零件內表面展開尺寸1242.6mm×1450mm下料后,零件對縫尺寸遠大于3mm。
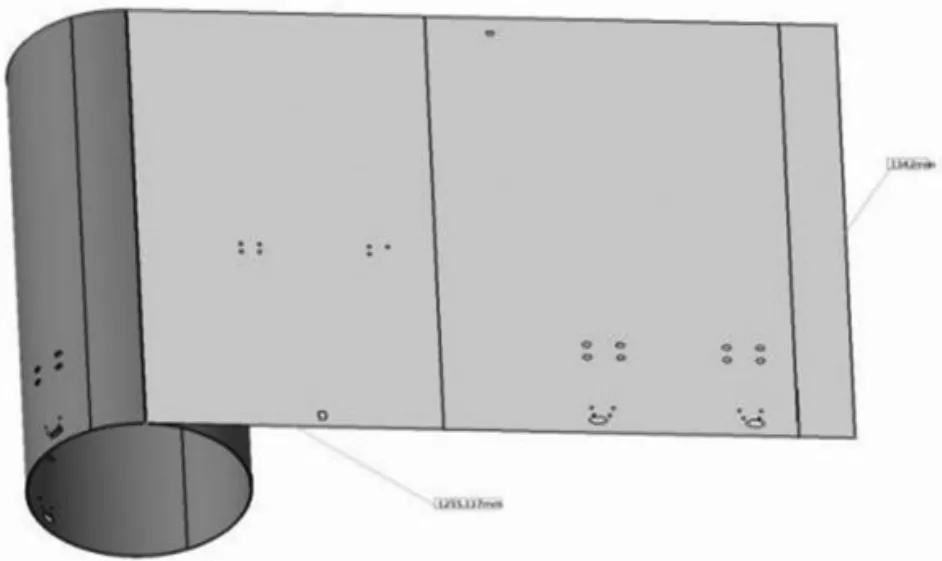
圖4 零件展開示意圖
零件按 1248(0/+0.5)mmX1450mm下料,對縫尺寸D≥3mm,容易造成零件報廢,且對縫不均勻,容易出現“喇叭口”形狀;若按1250(0/+0.5)mmX1450mm,則對縫尺寸過小,D≤1mm,后續零件校正難度較大。
零件的對縫尺寸和直線度公差在對成形過程中影響因素較多,根據前期大量生產反饋,其中下料尺寸和下料纖維方向影響更為明顯。零件下料纖維方向有橫向和異向,當零件下料纖維方向與成形方向異向時,不利于提高零件延展性。同時成形后對縫尺寸不均勻,基于此,本文對零件下料寬度尺寸選1248.5(0/+0.5)mm×1450mm、1249(0/+0.5)mm×1450mm、1249.5(0/+0.5)mm×1450mm 和下料纖維方向進行研究。如圖5所示為零件寬度纖維方向。
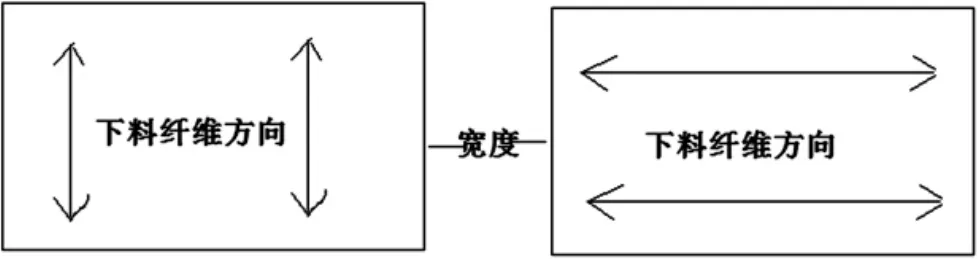
圖5 零件下料方向對比示意圖
2.1.2 零件成形方法的選擇
在保證不影響零件表面質量和精度的情況下,零件此前成形工藝流程A1:“領料-初滾成形-滾彎成形-化銑-校正-檢驗”。其中“初滾成形”和“滾彎成形”是零件成形工序;“化銑”是銑出零件高度為0.5mm臺階高度。但此工藝方法加工的質量難以滿足零件后續要求,該零件成形工藝方法主要存在以下缺陷:
1)零件銑切后進行滾彎成形,“滾彎成形”過程中因材料連續發生塑性變形(彎曲),內應力集中,零件變形回彈較大,即零件對縫不能很好吻合,對縫開口大;
2)零件經“化銑”后材料殘余內應力釋放,零件變形較大,進一步造成零件的直線度公差偏差較大,對縫尺寸過大;
3)零件滾彎采用上輥軸壓下量,多次改變輥軸相對位置和滾彎變形量對零件變形,但零件在始端和末端各有長度約20mm不能成形,直線度公差較大,遠遠大于1.1mm/1450mm要求,校正工作量大;
4)零件因“滾彎成形”殘余應力釋放,造成對縫尺寸較大,同時后續經過“化銑”,進一步加劇了其應力釋放過程,造成后續校正工作強度較大,生產效率較低,嚴重影響零件交付。
基于上述對零件采用成形工藝出現的缺陷分析,本文提出零件采用另外一種成形工藝流程,即:A2:領料-排樣-銑切-閘壓成形-化銑-滾彎成形-校正-檢驗。具有以下優點:
增加“閘壓成形”工序,安排在“化銑”工序和“滾彎成形”工序前。閘壓成形的作用是克服零件始端和末端約20mm區域難以成形的缺陷;
零件經閘壓成形后直接進行“化銑”,一方面可減少零件閘壓成形后的殘余應力(應力釋放),減輕零件閘壓成形后變形量;
將“化銑”工序”安排在“滾彎成形”工序”前。零件經閘壓成形和“化銑”工序后,對零件直接進行“滾彎成形”,取消此次的預滾過程,此次零件殘余應力經過一定的釋放,變形回彈不嚴重,直接進行“滾彎成形”,可控制零件對縫尺寸和滿足零件直線度公差精度要求;因零件殘余應力在成形過程中進一步釋放,零件后續校正工作量明顯減輕,生產效率得到進一步提高。
2.1.3 因素水平表
根據對零件下料尺寸和成形方法的選擇,下料尺寸選擇3個水平,成形方法選擇2個水平,如表1所示。
2.2 試驗結果
選用正交試驗表,得試驗計劃表和試驗模擬結果,見表2。
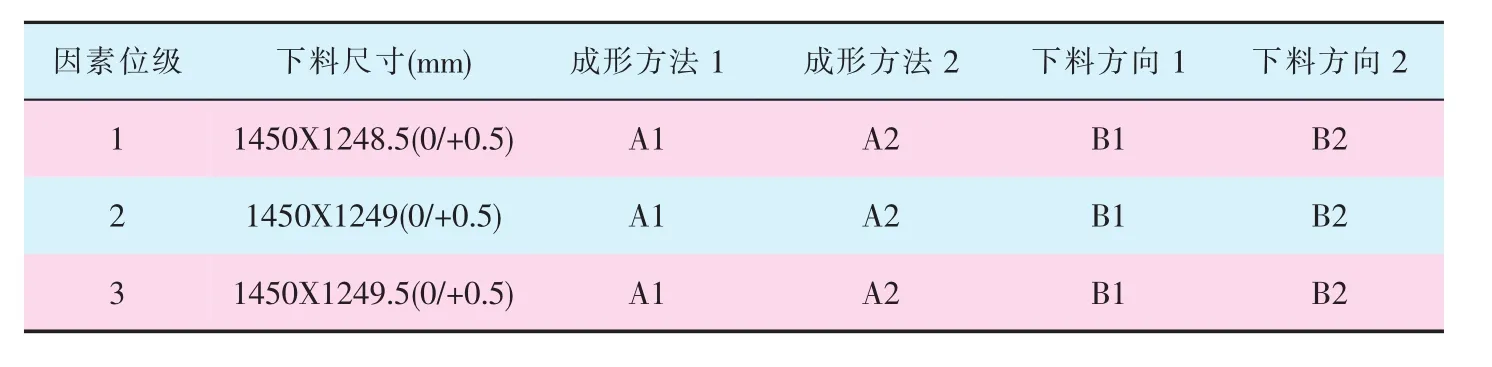
表1 因素水平表
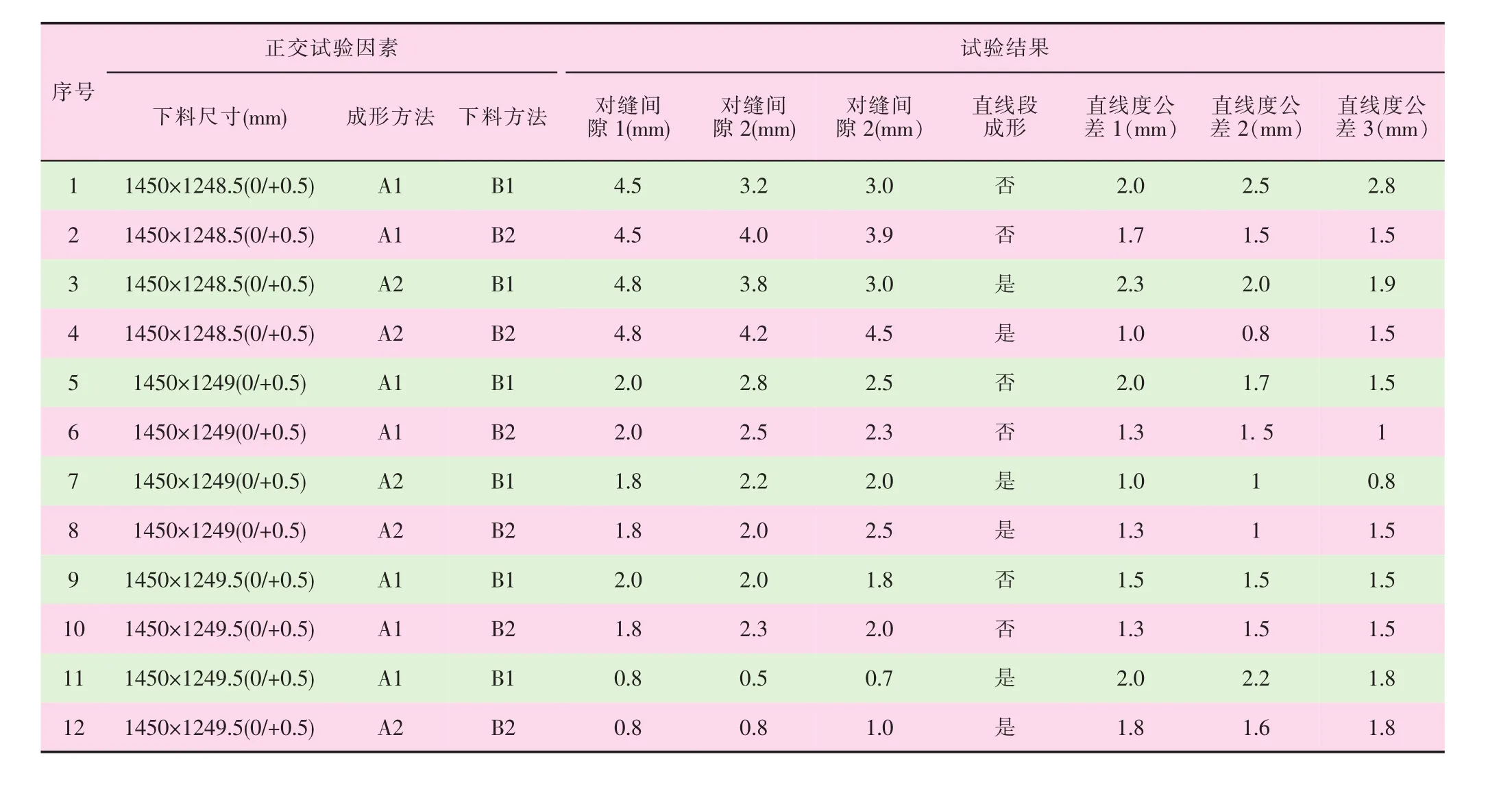
表2 試驗計劃和試驗結果
當零件采用工藝方法A2時,通過對比零件下料方向可知(即第7次試驗和第8次試驗),下料方向為B1時,即零件成形方向與纖維方向一致時,零件對縫尺寸最大為2.0mm,自由狀態下直線度公差1.0mm,;當零件成形方向與纖維方向異向時,零件的對縫尺寸最大為2.5mm,直線度公差為1.5mm,不滿足制造要求。可知零件下料纖維方向與成形方向一致時,對縫尺寸較為均勻;當零件下料均采用1450mm×1249(0/+0.5)mm;零件下料纖維方向與成形方向一致時,對比零件成形工藝方法A1和A2(即第7次試驗和第9次試驗),發現零件第7次工藝試驗效果最好,對縫尺寸變化均勻,直線度公差滿足要求,而第9次試驗,零件對縫尺寸均勻,滿足制造要求,但零件直線度公差較大,為1.5mm,不滿足制造要求。
3 結論
正交試驗設計法作為研究與處理多因素試驗的一種科學方法,可有效解決圓筒形零件成形工藝(及應用)出現的問題,為產品質量調整及控制提供了快速、有效的解決辦法。根據試驗結果,本文選取綜合平衡法進行分析可知:圓筒形零件成形最佳工藝方法下料尺寸按1450mm×1249(0/+0.5)mm且下料纖維方向與零件成形方向一致,且采用工藝成形方法為“領料-閘壓成形-化銑 -滾彎成形-校正-檢驗”,零件成形后的對縫尺寸和直線度公差滿足制造要求,同時零件對縫尺寸變化較均勻,滿足焊接制造工藝要求。
結合本次試驗,可以繼續優化方案,比如增加滾彎和閘壓成形工藝參數并再次進行正交試驗,或者采用綜合評分法,找到最優參數組合及成形范圍,可實現最優工藝控制的效果。
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
計算機應用(2022年2期)2022-03-01 12:33:42
當代陜西(2021年12期)2021-08-05 07:45:46
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
冰雪運動(2016年4期)2016-04-16 05:54:56
銅業工程(2015年4期)2015-12-29 02:48:39
劍南文學(2015年1期)2015-02-28 01:15:15