建筑用夾層玻璃落球沖擊剝離性能試驗裝置研究
2020-10-21 04:42:04吳濤郭春裕厲小燕
機電信息 2020年11期
吳濤 郭春裕 厲小燕
摘要:針對傳統的夾層玻璃落球沖擊剝離性能試驗裝置存在檢測效率低下、試驗員勞動強度大、試驗安全性較差、檢測一致性低等問題,設計了一套全新的自動落球沖擊剝離性能試驗裝置,顯著提高了檢測的效率、準確度和安全性。
關鍵詞:夾層玻璃;落球沖擊剝離性能;檢測裝置
0 引言
夾層玻璃是將玻璃與玻璃和(或)塑料等材料,用中間層分隔并通過處理使其粘結為一體的復合材料的統稱,被廣泛使用于各類建筑中,具有很強的抗沖擊和抗貫穿性能,即使在受到外來物沖擊破損時,玻璃碎片也不會飛離膠合層,還能保持一定的可見度,從而起到安全防護的作用。
目前主流的夾層玻璃生產工藝主要分兩種:PVB膠片法(俗稱干法)和灌漿法(俗稱濕法)。PVB膠片法是指在兩片或多片玻璃之間夾上PVB膠片,然后放置于高壓釜中,在高壓釜內的高溫高壓條件下壓合而成夾層玻璃的生產工藝。灌漿法是指兩片玻璃圍上邊條后順著預留的灌膠口,往兩片玻璃之間的空隙灌滿液體膠水然后固化的夾層玻璃生產工藝,由于不同膠水的配方體系具有差異性,固化膠水的方式一般有3種:熱固化、室溫固化和光固化。
1 落球沖擊剝離性能試驗
政府監管部門非常重視建筑用玻璃的產品質量,將其列入中國強制性產品認證(CCC)目錄,每年會組織產品監督檢查和工程驗收檢查工作。通常影響夾層玻璃質量的因素有很多,比如玻璃平面度不高的話,就會導致局部區域沒有粘合好而脫膠,中間層質量直接決定夾層玻璃的質量。
在國家標準《建筑用安全玻璃 第3部分:夾層玻璃》(GB 15763.3—2009)中,落球沖擊剝離性能參數是考核夾層玻璃質量的重要指標,直接反映夾層玻璃的安全性,如果該參數不合格就容易造成夾層玻璃的安全性降低,甚至會使夾層玻璃在使用過程中存在嚴重的安全隱患。導致落球沖擊剝離性能檢測不合格的主要原因是中間層的質量差,生產工藝控制不好以及企業質量管理不到位。對于采用濕法工藝生產的夾層玻璃來說,原料提純工藝、漿液配置工藝、聚合工藝等生產工藝變動以及環境變化等因素,會導致玻璃與膠片的粘結強度出現偏差。
目前,落球沖擊剝離性能檢測所使用的傳統檢測裝置設計比較簡單,一般由沖擊試驗塔和沖擊試樣支架組成,試驗塔需固定在墻上,由減速電機通過鋼絲繩帶動載球的電磁裝置上下移動,依據標準要求,在距樣品1 000 mm、1 200 mm、1 500 mm、1 900 mm、2 400 mm、3 000 mm、3 800 mm、4 800 mm高度處,分別設有限位開關,選擇需將鋼球提升的特定高度,控制箱上有鋼球釋放按鈕,按動它可使鋼球自由落下,對試驗品造成沖擊,目測被測玻璃沖擊后的狀態,記錄試驗結果進行分析。
這種傳統裝置存在檢測效率低下、試驗員勞動強度大、試驗安全性較差、檢測一致性低等問題,為此我們設計了一套全新的自動落球沖擊剝離性能試驗裝置以解決上述問題。
2 系統設計及工作流程
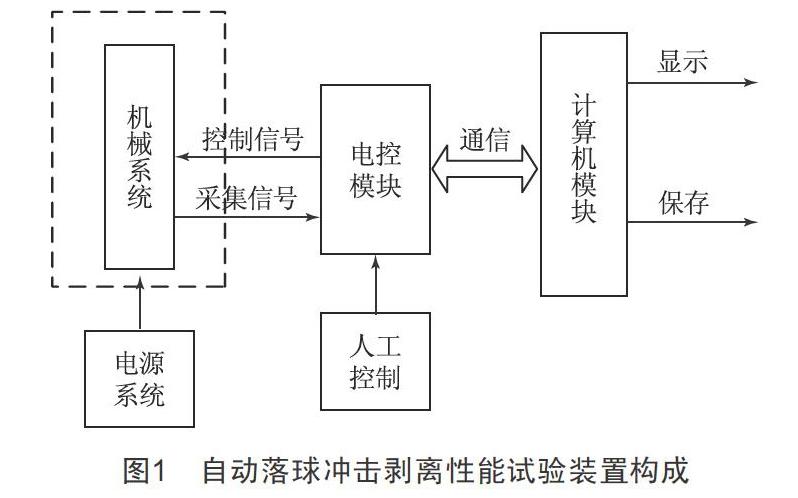
該裝置主要由機械系統、電氣控制系統、圖像采集系統和計算機系統構成,如圖1所示。該試驗系統通過機械系統模塊完成夾層玻璃裝夾情況、平臺小車的移動情況、鋼球的舉升高度、沖擊位置等參數設置,通過圖像采集系統判斷玻璃是否破裂,中間層是否擊穿。如擊穿,則將其圖像在系統中直接保存,作為不合格樣品的原始記錄。
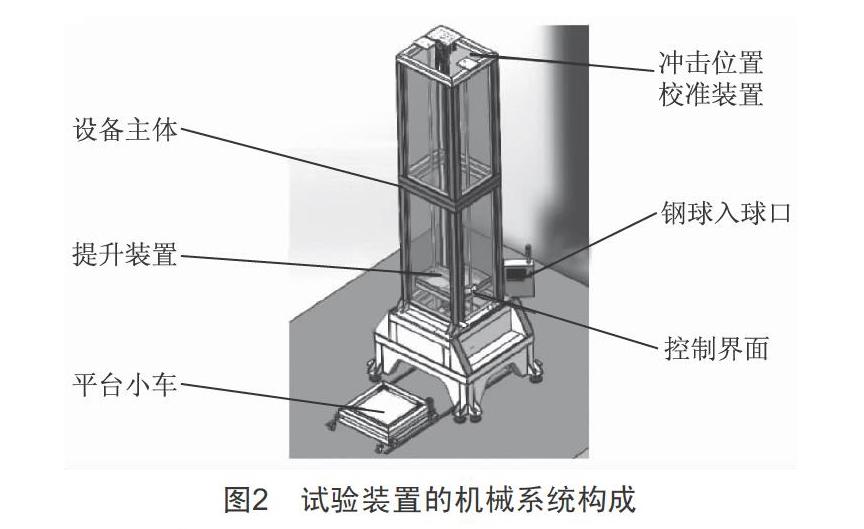
該裝置的機械系統主要由設備主體、提升裝置、平臺小車、沖擊位置校準裝置、鋼球及鋼球入口等構成,具體如圖2所示。
(1)設備主體,主要由外框架和提升裝置的導向機構、驅動裝置構成。主體的外形尺寸(長×寬×高)為1 920 mm×1 620 mm×5 130 mm,外框架采用靜電噴漆處理,主體結構設計較為緊湊,不占用實驗室空間。
(2)提升裝置,由蝸輪蝸桿減速電機驅動,蝸輪蝸桿減速電機減速比為1:40,其傳動平穩,減速比大,有較高的輸出扭矩;具有自鎖功能,即使在斷電情況下也可保持高度,不會發生檢測球墜落的情況。蝸輪蝸桿減速電機以08B鏈條驅動,鏈條可實現長距離傳動,有緩沖剛性沖擊的作用。提升裝置設計升降范圍為1~4.8 m,提升速度為0.9 m/s,最大舉升重量為25 kg,運行噪聲≤95 dB。
(3)平臺小車,主要由阻擋器、玻璃定位裝置、小車驅動電機、驅動輪、驅動輪輕軌等組成。玻璃定位裝置用于放置試樣玻璃,接住檢測時產生的碎玻璃及檢測球,上有玻璃定位塊,下有儲槽,儲槽的定位尺寸符合標準對試樣玻璃尺寸的要求。小車邊上有車輪,以電機驅動移動檢測平臺。
(4)沖擊位置校準裝置,設計裝有紅外自動定位裝置,采用電磁鐵控制方式,準確模擬鋼球在規定的高度進行自由落體運動。
(5)入球口,放置檢測球,檢測球的選用按照標準要求為淬火鋼球,有兩個鋼球,質量為(1 040±10)g或者直徑為63.5 mm以及質量為(2 260±20)g或者直徑為82.5 mm。
(6)控制界面,由觸摸屏配合PLC及開關按鈕組成。
具體工作流程:測試時,試驗人員將待檢測的夾層玻璃放置在檢測平臺小車上,壓緊框將樣品壓緊,啟動小車通過柔性導軌移動到待沖擊位置,選擇檢測球型號并將其裝入入球口,由計算機控制的提升裝置自動將球舉升到對應高度,如標準要求的1 200 mm、1 500 mm、1 900 mm、2 400 mm、3 000 mm、3 800 mm、4 800 mm高度,到達相應高度并校準沖擊點,使沖擊點在玻璃中心25 mm范圍內,蜂鳴器報警后,釋放檢測鋼球沖擊樣品,檢測人員通過顯示器檢查玻璃是否破裂和中間層是否穿透,如未破裂,繼續舉升鋼球試驗下一高度,如此反復直至玻璃破裂,檢查中間層是否穿透,并拍照保存。
3 裝置的具體研制方案
(1)根據甲乙雙方確認的工藝施工圖,確定報警裝置的位置,按照施工圖確定安裝基準點;
(2)嚴格按照機械部件的裝配圖進行零部件的組裝;
(3)安裝整機報警裝置;
(4)電控布線和接線按照規范走線;
(5)軟件調試和機電聯調;
(6)裝置測試和試運行。
4 結語
本文根據建筑用夾層玻璃產品的特點和落球沖擊剝離性能檢測的國家標準要求,設計了新型的落球沖擊剝離性能檢測裝置。該裝置通過改變試樣的上下片模式,采用圖像采集和自動識別系統代替了原來的人工操作模式,在滿足標準檢測要求的基礎上,可以大幅提高檢測的效率、準確度和安全性。
[參考文獻]
[1] 建筑用安全玻璃 第3部分:夾層玻璃:GB 15763.3—2009[S].
收稿日期:2020-03-06
作者簡介:吳濤(1980—),男,寧夏中寧人,碩士,工程師,研究方向:儀器儀表工程。