TA15鈦合金擠壓薄壁型材拉伸性能及差異性研究
2020-10-30 02:25:48張明杰齊立春黃利軍李雪飛李煥峰
鈦工業進展 2020年5期
張明杰,齊立春,黃利軍,李雪飛,李煥峰
(中國航發北京航空材料研究院,北京 100095)
近年來新一代先進航空航天器為了減輕重量、提高經濟性,蒙皮壁板等結構件大量采用復合材料,然而機體承力件卻只能選用鈦合金、鋁合金、高強鋼等金屬材料。鈦與復合材料在強度、剛度和熱特性等方面匹配性較好,二者的電位接近,不易產生電偶腐蝕,因此與復合材料相連接的金屬承力件多采用鈦合金結構件[1]。其中,鈦合金型材具有強度高、密度低、抗腐蝕、不易變形等諸多優點,是飛機長桁、發動機隔框等航空結構件的首選材料[2]。
鈦合金型材傳統的制造方法為“鍛造毛坯+機械加工”,整個加工過程周期長、成材率低、生產成本高。20世紀中葉,以美、蘇等為代表的先進航空航天器制造大國,率先采用熱擠壓工藝代替毛坯機加工制造鈦合金型材,大大提高了型材的成材率,縮短了制造周期。隨著我國鈦合金在飛行器上用量的逐漸增加,鈦合金型材傳統制造工藝已不能滿足市場需求。目前國內鈦合金型材成形工藝主要分為熱擠壓和多道次熱軋,其中熱擠壓工藝在我國起步較晚,采用該工藝制備的型材與國外“熱擠壓+脈沖鍛打”型材相比存在一定差距[3-7]。綜合以上因素,對“直接熱擠壓”(DE)和“熱擠壓+脈沖鍛打”(EF)2種狀態型材的力學性能進行實驗研究,分析了不同狀態型材的拉伸性能差異,并對差異產生的原因進行了初步探究,為我國鈦合金薄壁型材熱擠壓成形工藝的優化提供參考依據。
1 實 驗
熱擠壓工藝制備的不同截面TA15鈦合金薄壁型材如圖1所示,每支型材鋸切長度不小于4 000 mm,型材表面采用噴砂處理。選取截面形狀相對復雜的Z截面TA15合金型材作為研究對象,其中“直接熱擠壓”狀態Z型材代號為DE-Z,“熱擠壓+脈沖鍛打”狀態Z型材代號為EF-Z。取樣前每支型材沿長度方向3等分,等分后每段型材的每個側邊沿縱向切取3支板形拉伸試樣。采用Instron電子萬能試驗機進行拉伸試驗,屈服前用應變速率控制拉伸速度,速率為0.015 min-1;屈服后拉伸速度為0.25 mm/s,直至試樣斷裂。采用掃描電子顯微鏡(SEM)觀察試樣斷口形貌。在試樣斷口附近切取金相試樣,觀察顯微組織,并測量型材截面的維氏顯微硬度。
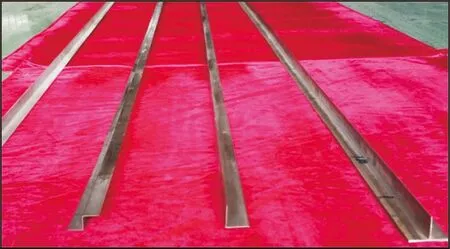
圖1 不同截面TA15鈦合金熱擠壓薄壁型材Fig.1 TA15 titanium alloy thin profiles with various section shapes prepared by hot extrusion
2 結果與分析
2.1 拉伸性能
DE-Z型材不同區域的室溫拉伸應力-應變曲線見圖2。從圖2可以看出,在彈性變形區間的末段試樣發生了明顯的屈服變形,且屈服點過后隨應變的增加應力值變化不明顯,這表明擠壓成形鈦合金型材的屈強比較高(平均值為0.9),在后續變形過程中容易形成脆性缺陷。同支DE-Z型材不同區域的抗拉強度與屈服強度分布見圖3,其中抗拉強度和屈服強度的均值分別為991.37 MPa和893.22 MPa(圖中紅色直線)。從圖3可以看出,型材前端和中端的抗拉強度和屈服強度指標分布較分散,個別數據點與均線偏離較遠,而末端的數據點分布相對集中。
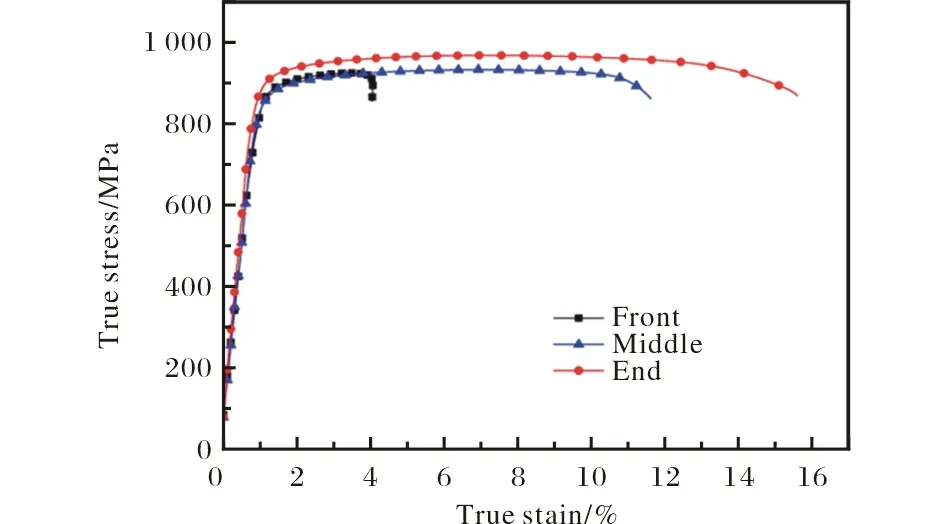
圖2 DE-Z型材不同區域室溫拉伸應力-應變曲線Fig.2 True stain-stress curves of DE-Z profile in different regions

圖3 DE-Z型材不同區域的拉伸性能分布情況Fig.3 Tensile properties distribution of DE-Z profile in various regions:(a)tensile strength; (b)yield strength
圖4為不同批次DE-Z和EF-Z型材的力學性能分布情況。從圖4可以看出,DE-Z型材的抗拉強度和屈服強度均明顯低于EF-Z型材,其中DE-Z型材的抗拉強度分布范圍為930~1 100 MPa,數據分布較分散;而EF-Z型材抗拉強度分布范圍為990~1 100 MPa,數據分布相對集中。為了量化二者性能分布差異,以下采用離散系數CV值對抗拉強度和屈服強度數據進行統計計算。離散系數CV值計算公式為:
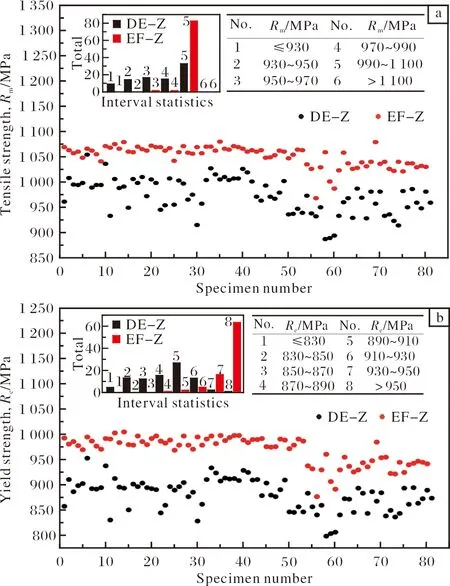
圖4 不同批次Z型材力學性能分布情況Fig.4 Tensile property distribution of Z-profile among different production lots: (a)tensile strength; (b)yield strength
(1)

通過對2種型材的室溫拉伸性能數據進行統計,DE-Z型材抗拉強度和屈服強度的離散系數分別為3.54%和3.52%,EF-Z型材抗拉強度和屈服強度的離散系數分別為1.94%和2.86%。
以上結果表明,DE-Z型材與EF-Z型材在抗拉強度和屈服強度的均勻性方面存在明顯差距。對擠壓型材來說,熱成形過程中材料受三向壓應力作用[8,9],內部不會形成裂紋、氣孔等冶金缺陷,因此,導致材料拉伸性能不均勻的因素主要與表面狀態、微觀組織結構和截面尺寸偏差有關,以下分別進行分析。
2.2 表面狀態
圖5為DE-Z型材和EF-Z型材拉伸試樣的表面及斷口形貌。從圖5可以看出,DE-Z型材表面存在細小凹坑,這與型材熱擠壓完成后采用吹砂清除鍛件表面潤滑劑、氧化皮有關[10]。比較而言,EF-Z型材表面較平整,不存在可見凹坑。SEM斷口放大照片顯示,2種型材的斷口均呈脆性斷裂特征,斷口存在小的解理面,但DE-Z試樣存在斷口輪廓線沿著凹坑所在位置擴展的趨勢。通過比較可以看出,脈沖鍛打能夠有效消除鈦合金型材擠壓后表面凹坑、拉道等加工缺陷,改善表面質量。
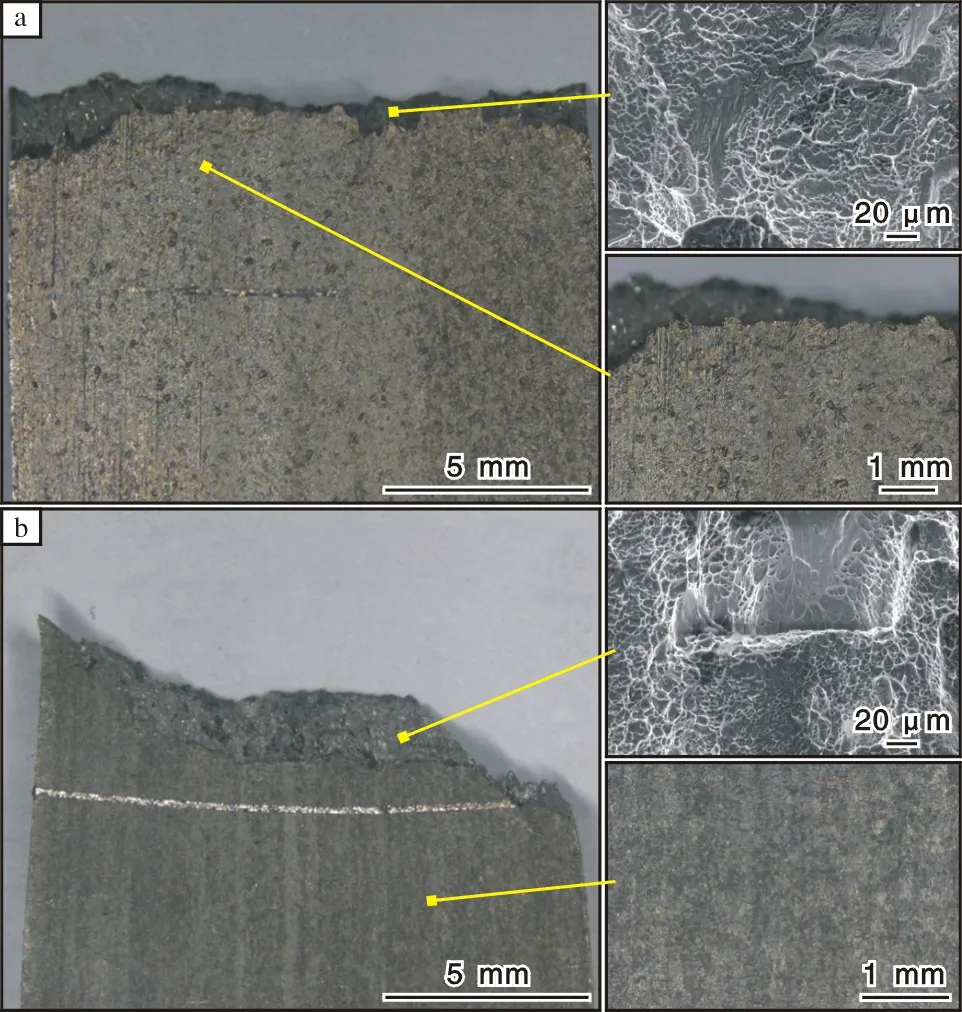
圖5 不同型材拉伸試樣表面及斷口形貌Fig.5 Surface and fracture morphologies of different tensile specimens: (a)DE-Z profile; (b)EF-Z profile
2.3 硬度及顯微組織
為了明確脈沖鍛打對型材表面性能的影響,采用維氏顯微硬度試驗機從型材橫截面心部到表面依次等距測量顯微硬度,結果見圖6。從圖6可以看出,EF-Z型材硬度值從心部到表面快速增大,增幅明顯高于DE-Z型材。對于金屬材料來說,硬度大小與抗拉強度高低一般呈正比例關系[11,12],因此圖6中硬度分布趨勢表明EF-Z型材表面抗拉強度高于心部。
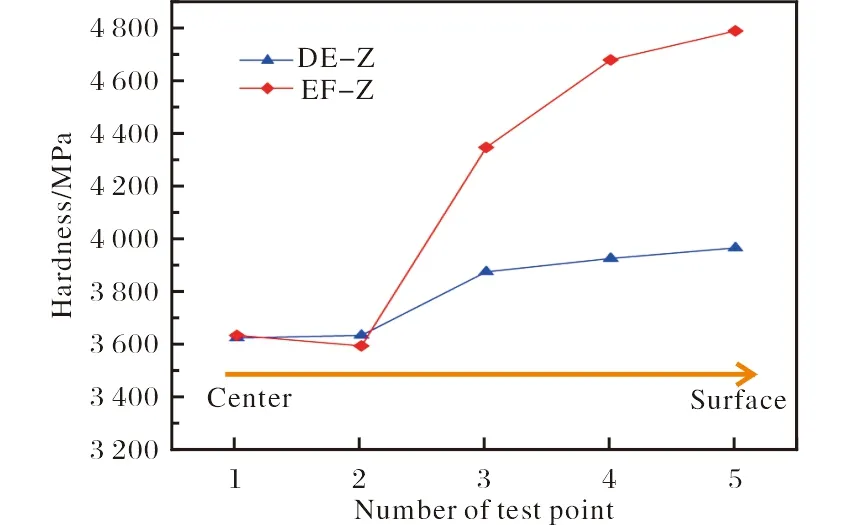
圖6 DE-Z和EF-Z型材截面顯微硬度分布Fig.6 Distribution of micro-hardness on the section of DE-Z and EF-Z profiles
圖7為DE-Z和EF-Z型材截面不同位置的顯微組織。從圖7可以看出,DE-Z和EF-Z型材心部的微觀組織基本相同,均呈交錯分布的條狀α相[13]。EF-Z型材中條狀α相尺寸相對較短,而DE-Z型材中條狀α相較長,且存在寬條狀α相。EF-Z和DE-Z型材表面附近均有一層細晶區。相比之下,EF-Z型材的表面細晶層分布均勻且深度較大,DE-Z型材的表面細晶區分布不均勻,局部細晶區深度僅有5 μm。表面細晶層的存在一方面增加了型材整體的強度,另一方面使型材拉伸過程中材料變形更加均勻協調,消除了應力集中。
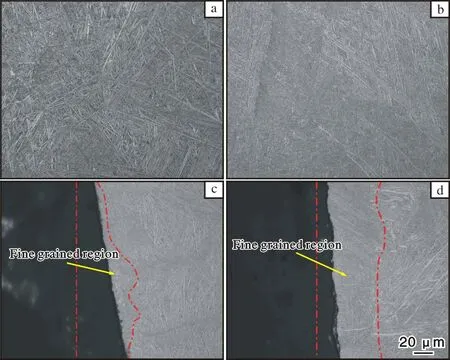
圖7 DE-Z和EF-Z型材截面不同位置的顯微組織Fig.7 Microstructures of DE-Z and EF-Z profiles on different locations:(a)center of DE-Z profile; (b)center of EF-Z profile; (c)surface of DE-Z profile; (d)surface of EF-Z profile
2.4 截面尺寸
理想的型材拉伸試樣截面為矩形,在單軸拉伸過程中試樣截面上拉應力分布均勻。然而,在型材擠壓成形過程中受材料流動性[14]、模具表面摩擦力[15]、溫度場分布等因素的影響,成型后的型材坯料截面尺寸存在局部波動,導致拉伸試樣截面形狀也不完全為規則的矩形。試樣拉伸過程中截面形狀的變化可能導致局部應力分布不均,從而影響試樣整體拉伸性能[16]。通過測量型材拉伸試樣不同位置的壁厚尺寸,來對比分析壁厚不均對型材拉伸性能的影響。圖8給出了試樣的壁厚測量位置以及DE-Z和EF-Z型材試樣各部位壁厚極差分布情況。從圖8可以看出,EF-Z型材的壁厚處于2.0~2.4 mm之間,最大極差為0.24 mm;DE-Z型材的壁厚處于1.6~2.2 mm之間,最大極差為0.47 mm。因此,DE-Z型材壁厚相對較薄,拉伸過程中因壁厚差異導致的應力分布不均更加明顯,尤其在壁厚較薄部位的應力值升高,導致材料提前發生屈服并產生微力矩,影響單軸拉伸應力狀態,從而使不同試樣之間的強度出現較大波動。
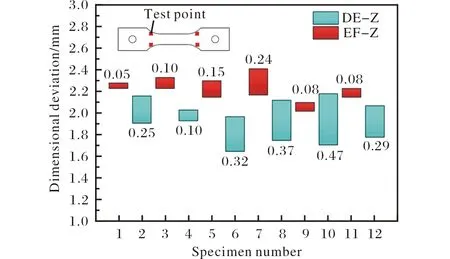
圖8 拉伸試樣厚度極差分布圖Fig.8 Distribution chart of thickness range for different tensile specimens
3 結 論
(1)熱擠壓態TA15鈦合金型材(DE-Z)的屈服強度和抗拉強度的一致性較差,不同部位的強度值分布較分散。相比之下,“熱擠壓+脈沖鍛打”態TA15鈦合金型材(EF-Z)力學性能表現出較好的均勻性,不同批次間性能一致性好,抗拉強度和屈服強度的離散系數較低。
(2)EF-Z型材表面狀態較好,近表面的組織細小,存在分布均勻的晶粒細化層,同時型材截面形狀更規則,壁厚極差小;而DE-Z型材表面質量較差,近表面晶粒細化層較淺且分布不均勻,壁厚局部波動明顯,這導致DE-Z型材不同位置的力學性能差異較大。
(3)表面脈沖鍛打能夠有效改善TA15鈦合金型材表面狀態、截面尺寸和微觀組織,提高型材性能均勻性。