預變形對AHSS及UHSS高強鋼邊緣開裂的影響研究
2020-11-03 07:24:48鄭德兵余歡慶
模具工業 2020年10期
關鍵詞:變形
鮑 立,鄭德兵,余歡慶
(泛亞汽車技術中心有限公司,上海 201201)
0 引言
21世紀,汽車設計和制造過程需關注能源枯竭和逐日惡化的環境危機,同時還需提升汽車安全性和駕駛體驗[1],這使汽車車身設計的重心放在車身輕量化和提升汽車防撞性能上[2]。
先進高強鋼(advanced high strength steel,AHSS)和 超 高 強 鋼(ultra-high strength steel,UHSS)是近年汽車企業廣泛應用的輕量化鋼材,經過熱加工處理,這類鋼材的相變得到強化,達到了超高強度(500~1 600 MPa),加工硬化指數更高,兼具了較高的疲勞強度和碰撞吸收性能以及良好的塑形性能,可以同時滿足汽車減輕質量和提高安全性的要求[3-6]。在抗碰撞性能、成形加工和成本方面,相比其他材料具有明顯優勢[7]。
1 邊緣開裂研究現狀
目前行業內通常結合型面減薄率和FLD曲線評判前期CAE沖壓成形仿真分析結果,經常出現AHSS及UHSS高強鋼零件仿真過程和結果均合格,但量產制造階段卻產生邊緣開裂的問題,如圖1所示,導致后期需要調整工藝、返修模具,甚至重新制造模具,造成了人力、物力、財力資源的損耗。
分析其原因,AHSS和UHSS高強鋼與傳統低碳鋼和高強鋼的微觀組織不同,由于更高的強度和不同的金相組織,其邊緣開裂和剪切斷裂極限值低于傳統鋼板[8],導致AHSS和UHSS高強鋼零件邊緣成形時產生開裂,而未達到成形極限。
AHSS和UHSS高強鋼零件拉深后發生了加工硬化,塑性性能下降,而且后序修邊工序剪切廢料時將不可避免地產生毛刺,造成板料邊緣產生應力集中。而現有CAE成形分析無法模擬實際零件成形后的邊緣加工硬化和切邊毛刺狀態,無法通過型面減薄率和FLD曲線預測邊緣開裂狀態。
現采用預變形拉伸和擴孔試驗來研究鋼板邊緣拉伸性能,預變形拉伸是模擬量產零件拉伸后的板料狀態,擴孔試驗是測量擴孔率來評估擴孔性能。模擬量產零件翻孔邊緣及沖壓性能,板料擴孔率越大,材料邊緣的拉伸性能越好,抵抗開裂的能力也越強[9,10]。
AutoForm分析軟件以最大邊緣應變判斷高強鋼的邊緣開裂狀態,因此需要通過實際的材料試驗,充分考慮預拉伸及毛刺狀態,測定材料的邊緣最大應變值,建立AHSS和UHSS最大邊緣應變數據庫,實現前期精準模擬高強鋼邊緣開裂。最大邊緣應變與擴孔率的關系如式(1)所示。

其中,MaxEdgeStrain為最大邊緣應變;HER%為擴孔率。
2 擴孔試驗
2.1 擴孔試驗原材料及料片準備方案
試驗共選擇3種材料,分別為冷軋高強鋼DP600、DP800(AHSS)和 DP1000(UHSS),每種材料選擇 6種料厚,分別為 0.8、1.0、1.2、1.4、1.5、1.6 mm,共18種組合。拉伸試驗機夾頭對拉伸材料尺寸的基本要求為:板料長度方向尺寸≥300 mm,同時由于各軋制鋼板初始尺寸的限制,考慮最優化排樣,最終確定的拉伸試樣尺寸為400 mm×40 mm。為了研究不同孔徑對邊緣開裂的影響,每張料片沖制?6 mm和?10 mm的圓孔,如圖2所示。確定初始的預變形量分別為3%、6%和9%,將切割完成的料片,在拉伸試驗機上進行拉伸。
2.2 擴孔試驗料片預拉伸方案
材料拉伸會產生加工硬化,導致塑性降低,拉伸后的材料邊緣在成形過程中未達到FLD成形極限就已經開裂。因此,在擴孔試驗前先對料片進行預拉伸變形,產生加工硬化,模擬實際量產零件拉伸后的板料狀態如圖3所示。
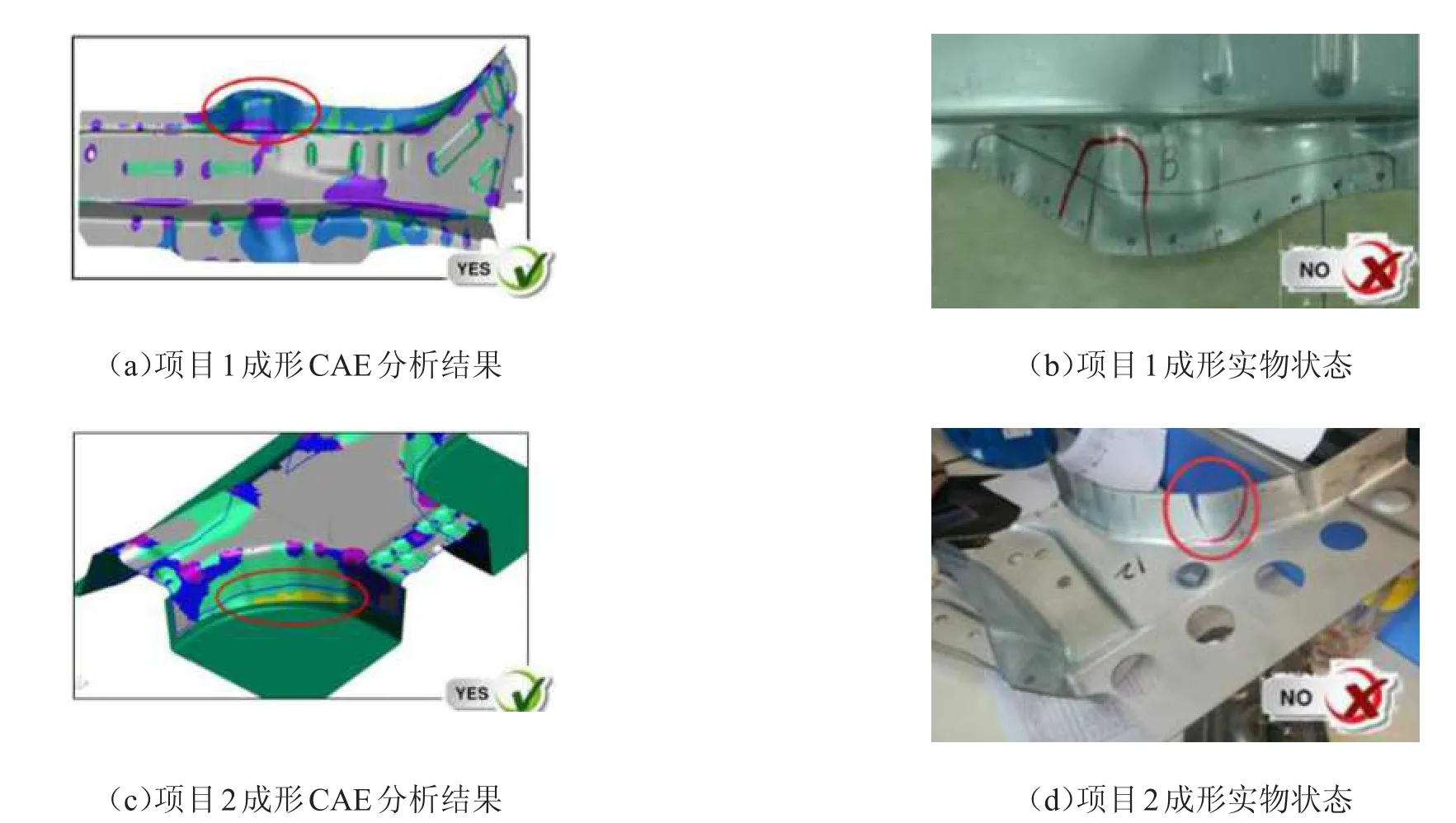
圖1 CAE分析與實物制件狀態差異

圖2 料片尺寸及實物

圖3 DP590/1.6 mm料片9%預拉伸
2.3 擴孔試驗設備及方案
對完成沖孔的試驗料片進行擴孔,擴孔試驗按照ISO-TS16630試驗標準,針對?6 mm和?10 mm的圓孔,采用圓錐形凸模擴孔,凸模錐角為60°,如圖4所示。試驗時將試驗料片圓孔的毛刺朝向凹模孔,使沖孔方向和擴孔方向一致。對試樣施加足夠壓邊力,保證試驗過程中試驗料片在夾緊區域不發生板料流動。若夾緊區域發生板料流動,則試驗無效,重新進行擴孔試驗。
施加壓力使擴孔凸模垂直插入試樣的孔中,為了能在第一道貫穿料厚方向的裂紋出現時及時終止擴孔試驗,擴孔凸模的行進速率應小于1 mm/s。當第一道貫穿料厚方向的裂紋出現時,立即降低擴孔凸模的行進速率。當出現穿透試樣厚度的裂紋時,立即停止擴孔凸模的運動,打開模具取出試樣,如圖5所示。
為了保證數據準確性,針對每種預變形量的試驗料片,采取5組重復試驗,選擇3個角度差別較大的方向測量開裂后的圓孔直徑,所得的結果取平均值并記錄,代入公式(2),計算最終的擴孔率。

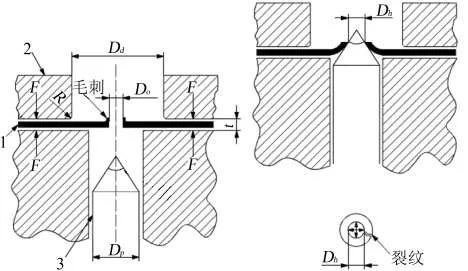
圖4 擴孔試驗

圖5 擴孔試樣
3 數據分析
統計所有有效擴孔試驗數據,將記錄完成的擴孔數據進行分析(見圖6),得出如下結論。
(1)隨料厚增加,材料擴孔率增大,板料邊緣拉伸性能越好,DP600擴孔率隨料厚增加趨勢最大,DP800次之,DP1000最緩。擴孔率隨料厚增加的趨勢隨材料強度等級增加而變緩。板料料厚增加,邊緣開裂趨勢降低,板料強度等級提升,邊緣開裂風險增加。
(2)相同強度的材料,經過預變形處理后,相比無預拉伸試樣,預變形量越大,擴孔率越低,即材料邊緣受預變形影響后拉伸性能下降;對于DP600,3%~9%的預變形量可使擴孔率下降3%~5%;對于DP800,3%~9%的預變形量可使擴孔率下降5%~8%;對于DP1000,3%~9%的預變形量可使擴孔率下降6%~12%。
(3)同樣的預變形量,材料強度等級越強,擴孔率越低,邊緣拉伸性能越差,DP800相對DP600擴孔率下降約30%,DP1000相對DP600擴孔率下降約60%,DP1000相對DP800擴孔率下降約40%。
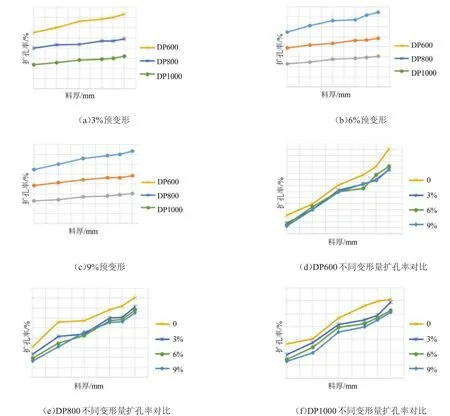
圖6 擴孔數據分析
(4)3%、6%、9%的預變形之間差異較小,即相同強度、厚度的材料,不同的預變形量,擴孔率差異較小,即經過預變形量后,相同厚度材料的擴孔率變化趨于穩定,邊緣拉伸性能趨于一致。
4 結束語
傳統型面減薄率和FLD曲線標準不適用于判斷AHSS和UHSS高強鋼邊緣開裂的情況,而通過不同預變形料片的擴孔試驗研究,測得常用AHSS和UHSS高強鋼不同料厚的擴孔率,總結了不同料厚、不同材料邊緣拉伸性能的變化趨勢。邊緣拉伸性能隨料厚增加而變大,隨預變形量增加而降低,而不同預變形量的邊緣拉伸性能差異較小,為后續AHSS和UHSS邊緣開裂的進一步研究奠定了基礎。同時,可以根據試驗獲得擴孔率數據在Auto-Form軟件建立最大邊緣應變數據庫,通過前期CAE成形分析預測AHSS和UHSS高強鋼零件邊緣開裂狀態。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36