TFT-LCD邊緣暗帶不良機理研究與改善
2020-11-05 03:18:00孫福坤廖偉經黃正峰劉來峰翟承凱郭曉斌
液晶與顯示 2020年11期
馬 健, 孫福坤, 廖偉經, 黃正峰, 劉來峰, 翟承凱, 郭曉斌
(合肥鑫晟光電科技有限公司,安徽 合肥 230012)
1 引 言
薄膜晶體管液晶顯示器(TFT-LCD)自其誕生以來,因優異的性能得到了大眾的喜愛,逐步取代了陰極射線管、等離子體顯示等顯示器,在諸多領域得到了廣泛的應用[1-3]。伴隨著液晶顯示行業的迅猛發展,人們對于顯示器畫質的要求也越來越高。理想狀況下,人們希望液晶顯示器屏內所有像素的亮度完全一致,但是實際上由于生產設備精度有限、制程工藝波動等因素,屏內的亮度總會存在一定的不均勻性。通常情況下,屏內亮度變化是連續的、漸變的,人眼難以察覺差異,不會影響實際使用。但若亮度在狹窄的范圍內發生較大幅度甚至不連續的變化,則人眼易于察覺,產品會被降級甚至報廢,造成良率損失。實際生產經驗表明,屏幕中心區域的亮度均勻性通常較好,而邊緣更易出現亮度的不均。這是由于液晶面板的邊緣在設計上存在支撐結構、支撐能力的明顯過渡,在制程上也更多地承擔了力學支撐作用,更易產生形變,由此導致光學特性的變化。
本文以京東方某款ADS(Advanced Super Dimension Switch)產品邊緣亮度偏低、導致暗帶不良的改善過程為例,研究實際生產中TFT-LCD邊緣亮度均勻性的影響因素以及改善對策。
2 不良現象
某產品在開發階段,模組成品檢出邊緣暗帶不良,不良率達到9.3%。圖1(a)、(b)所示分別為良品、不良品點燈狀態下畫面對比。可以看出,不良品在屏幕上側邊緣存在明顯偏暗現象,偏暗區域呈長條狀,長度方向貫穿整個屏幕長邊,寬度則在10 mm以內。而良品無明顯偏暗趨勢,肉眼不易察覺。
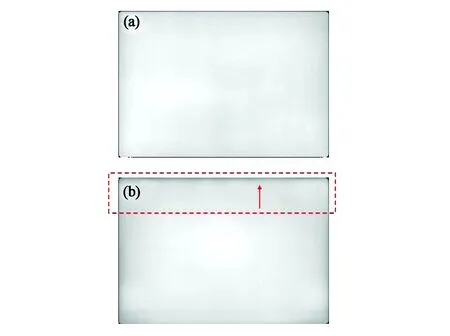
圖1 良品(a)及邊緣暗帶不良品(b)點燈畫面對比Fig.1 Comparison of image of good product (a) and defective product with edge dark band (b)
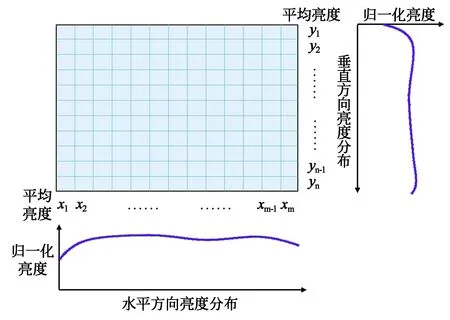
圖2 亮度均勻性測量原理圖Fig.2 Schematic diagram of measurement of luminance uniformity
采用數值計算量化不良的嚴重程度。在暗室中對顯示器進行點燈,采用CCD(Charge Coupled Device)相機測量整個顯示器屏內亮度,結合相機分辨率,將屏幕沿長邊、短邊方向分別劃出m×n個子區域,每個子區域都測得一個亮度值。如圖2所示,將顯示器長邊朝下放置,對每一行子區域的亮度值取平均值,可以繪出沿垂直方向的亮度均值變化曲線;同理,對每一列子區域的亮度值取平均值,可以繪出沿水平方向的亮度均值變化曲線。對垂直方向或水平方向的亮度曲線歸一化后,分別對長度x求一階微分并取絕對值:
(1)

結合該產品生產經驗分析,若暗帶指數大于11.4,則作業員肉眼能明顯感知邊緣亮度下降且超過可接受范圍,故將其設為不良品的界定標準。由于該產品發生亮度較大波動的方向主要沿垂直方向,故下文中的研究均基于垂直方向上的亮度變化。垂直方向上良品、不良品實測的亮度趨勢如圖3(a)所示。總體上亮度呈現中間高、兩側低的趨勢,但不良品在顯示區域邊緣約8 mm范圍內亮度下降幅度可達10%~15%,良品的下降幅度則較小,通常在10%以內。圖3(b)所示分別為良品、不良品的亮度變化率曲線。良品和不良品的變化率最大值均出現在屏幕上側邊緣處,但良品在邊緣的亮度變化更緩和,暗帶指數僅為4.0,而不良品變化更劇烈,指數高達12.7,超過了限定標準,準確反映了亮度均勻性的優劣。
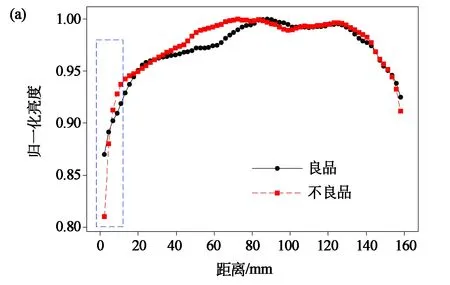
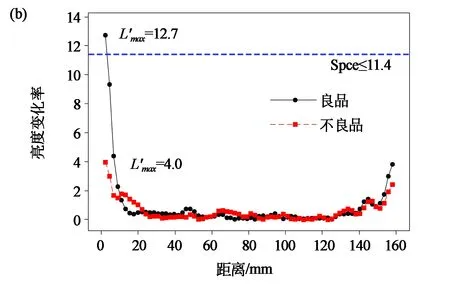
圖3 (a)良品、不良品垂直方向的亮度分布對比;(b)良品、不良品垂直方向的亮度變化率趨勢對比。Fig.3 (a) Comparison of brightness distribution of good/defective products along the vertical direction; (b) Comparison of the change rate of brightness of good/defective products along the vertical direction.
3 不良影響因素分析
根據TFT-LCD顯示器的基本結構,模組成品的暗帶指數主要受下列細分項的綜合影響:(1)液晶面板透過率不均造成的亮度均一性變化;(2)背光源(Backlight Unit,BLU)本身的暗帶指數;(3)背光源與液晶面板組裝后由于平坦度、尺寸的不完全匹配或組裝精度不佳等所導致的增加量。
3.1 液晶面板
影響液晶面板亮度均一性的實質為透過率的均一性。對于ADS模式的TFT-LCD顯示器,透過率T與盒厚間的關系可由式(2)表示[4]:
(2)
式中:θ為液晶長軸與入射光偏振方向的夾角,δ=2π(Δn)d/λ為o光與e光的相位差,其中Δn為o光與e光的折射率差,d為盒厚,λ為波長。
根據式(2)可知,邊緣盒厚的變化趨勢是影響邊緣透過率均勻性的重要因素。一般盒厚依照綠光波長(~530 nm)下o光與e光相位差略小于π設計,在這種情況下,盒厚增大,可見光波長內的總體透過率將會升高。當邊緣盒厚朝向屏幕內部增加或減小的速率過快時,將會引發屏幕邊緣亮度的明顯變化。決定邊緣盒厚變化趨勢的主要因素為顯示區域周邊的過渡空白區的支撐效果,當掩模版的設計已經確定下來后,可能對邊緣支撐存在影響且易于調整的因子還有液晶量、硅球尺寸、硅球填充比、封框膠類型等[5-7]。
除了邊緣盒厚之外,液晶面板自身的平坦度也可能影響其透過率均一性。
3.2 背光源
背光源由一側呈帶狀排布的發光二極管輸出線光源,由導光板、棱鏡、擴散片等結構將線光源轉換成面光源,并垂直射入液晶面板內。因此,背光所輸出面光源的亮度均勻性對模組成品的亮度均勻性存在直接影響。此外,背光源各導光結構的平坦度等尺寸參數會影響背光源與液晶面板的組裝匹配性,也可能對模組成品的光學特性產生一定影響。
3.3 老化工藝
老化工藝是當模組成品組裝完成后,將成品置于一定的溫度下保持一段時間,對產品內部的應力進行釋放的過程。老化后由于內應力的逐漸釋放,由模組各個組裝工序產生的形變能在一定程度上恢復,因此對液晶面板邊緣的平坦性及盒厚均勻性可能有改善效果。
4 結果與討論
4.1 液晶量
液晶量是成盒工藝的關鍵參數之一,對一系列顯示特性有重要影響。圖4所示為不同液晶量下邊緣暗帶程度的變化趨勢箱線圖,其中M為中心液晶量。
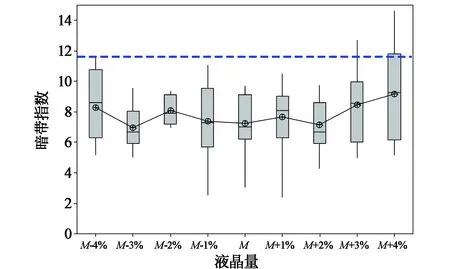
圖4 液晶量與暗帶指數相關性Fig.4 Correlation between liquid crystal amount and dark band index
可以看出,暗帶指數與液晶量存在一定相關性,當液晶量適中時,暗帶指數維持在一個穩定的范圍內,無不良發生;當液晶量升高或者降低時,暗帶指數均值雖然變化較小,但指數小于4的較輕現象出現幾率減小。當液晶量繼續升高時,暗帶指數均值出現明顯上升趨勢,同時不良率上升,液晶量為M+4%時不良率達到14.8%。這是由于當液晶量過高時,多余的液晶被擠入顯示區外側的過渡空白區,造成空白區的盒厚過高。作為空白區與顯示區的連接位置,邊緣盒厚會發生劇烈變化,進而導致亮度發生突變。而液晶量過低時,暗帶指數也有一定惡化趨勢。盒厚由于液晶量不足而減小,并且由于液晶自中心向邊緣擴散,邊緣盒厚減小的程度相比中心區域更多,導致邊緣亮度相比中心區域下降更明顯。因此,要保證暗帶指數維持在較優的范圍,需選取適中的液晶量,與設計的周邊支撐效果相匹配。
4.2 硅球尺寸
硅球尺寸是影響盒厚的重要因素。當硅球尺寸不同時,周邊的支撐高度不同,邊緣盒厚的變化趨勢會存在一定差異。通過與盒厚的匹配性計算,采用尺寸為5.4,5.2,4.8,4.6 μm的硅球進行實驗,其中,不同的硅球尺寸引起的盒厚變化如圖5所示。
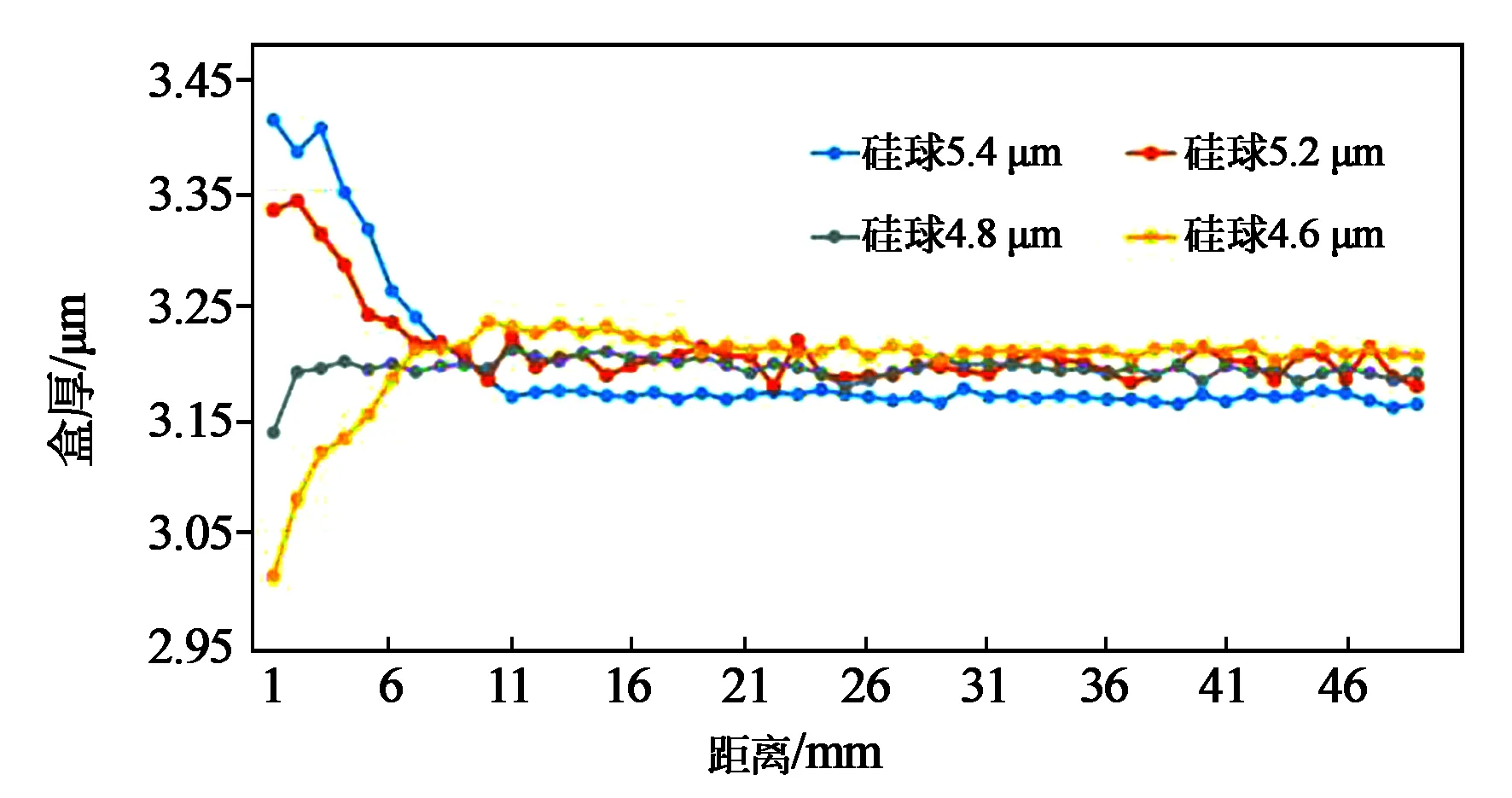
圖5 硅球尺寸與邊緣盒厚對比Fig.5 Comparison of silicon ball size and edge box thickness
可以看出,隨著硅球尺寸的減小,顯示區域的邊緣盒厚出現明顯下降趨勢。硅球尺寸為5.4 μm及5.2 μm時,周邊支撐能力較強,邊緣盒厚相比中心區域偏高;硅球尺寸為4.8 μm時,邊緣盒厚趨于平坦;而尺寸為4.6 μm時,支撐能力已不足,導致周邊盒厚相比中心區域偏低。
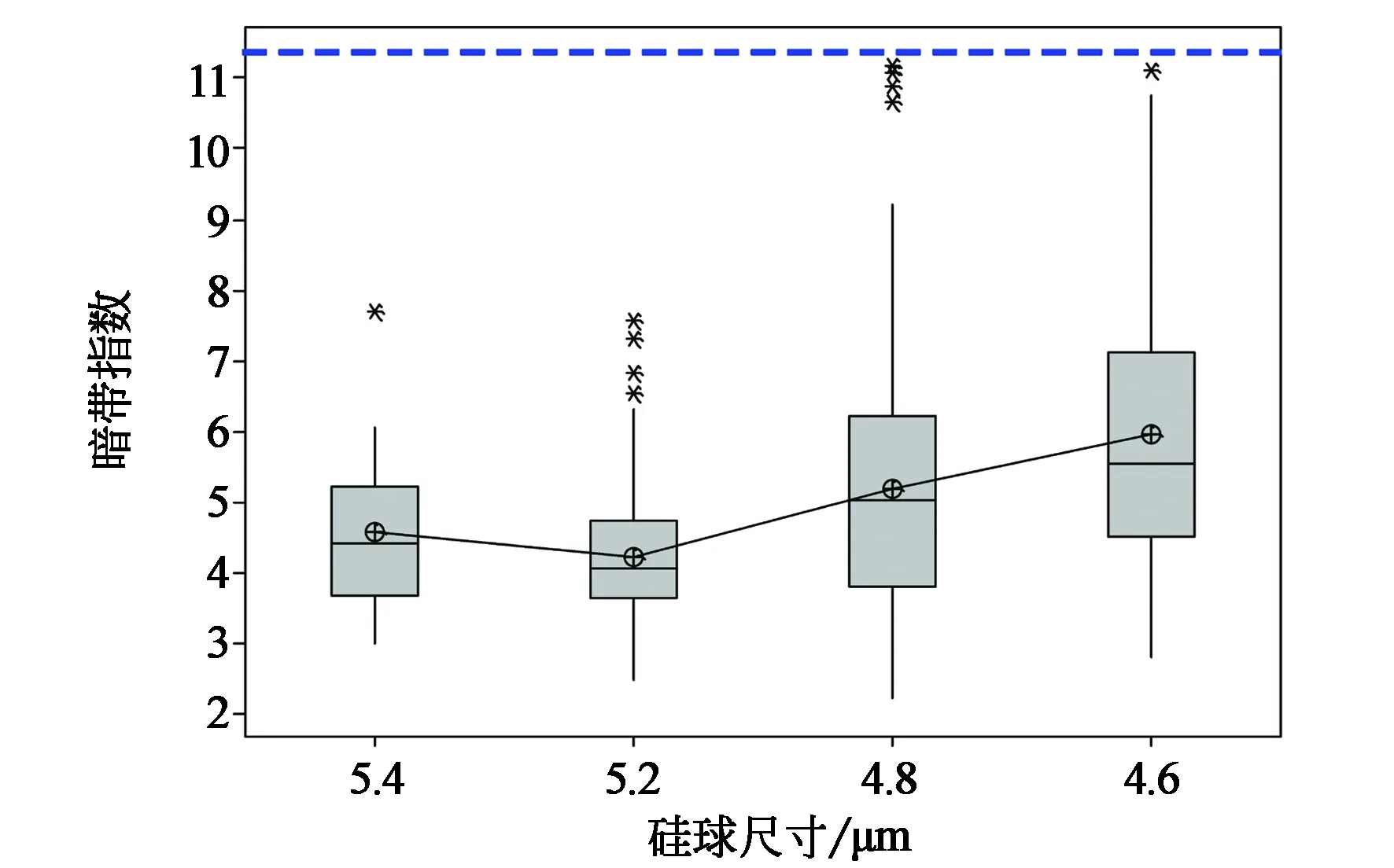
圖6 硅球尺寸與暗帶指數相關性Fig.6 Correlation between silicon sphere size and dark band index
圖6所示為不同硅球尺寸下的暗帶指數變化趨勢。可以看出,硅球尺寸為5.4 μm和5.2 μm時均值差異不大,5.2 μm時略優。但隨著硅球尺寸的繼續減小,暗帶指數明顯上升。當硅球尺寸下降到4.6 μm時,均值相比5.2 μm時上升了約1.5,且不少測試品已接近規格上限。這與周邊盒厚均勻性的規律基本一致,硅球尺寸越小,邊緣盒厚越低,亮度變暗得越明顯。因此,選取合適的硅球尺寸可以降低暗帶不良發生率。通過以上分析,最終確定合適的硅球尺寸為5.2 μm。
4.3 硅球摻雜比
圖7所示為不同硅球摻雜比的邊緣暗帶程度對比。可以看出,采用1.0%和1.5%的硅球摻雜比,其暗帶指數均值更優;而0.5%的硅球摻雜比,由于支撐能力稍弱,不利于保持周邊盒厚平坦,導致邊緣亮度均一性稍差。但總體看差異幅度較小,硅球摻雜比影響有限。
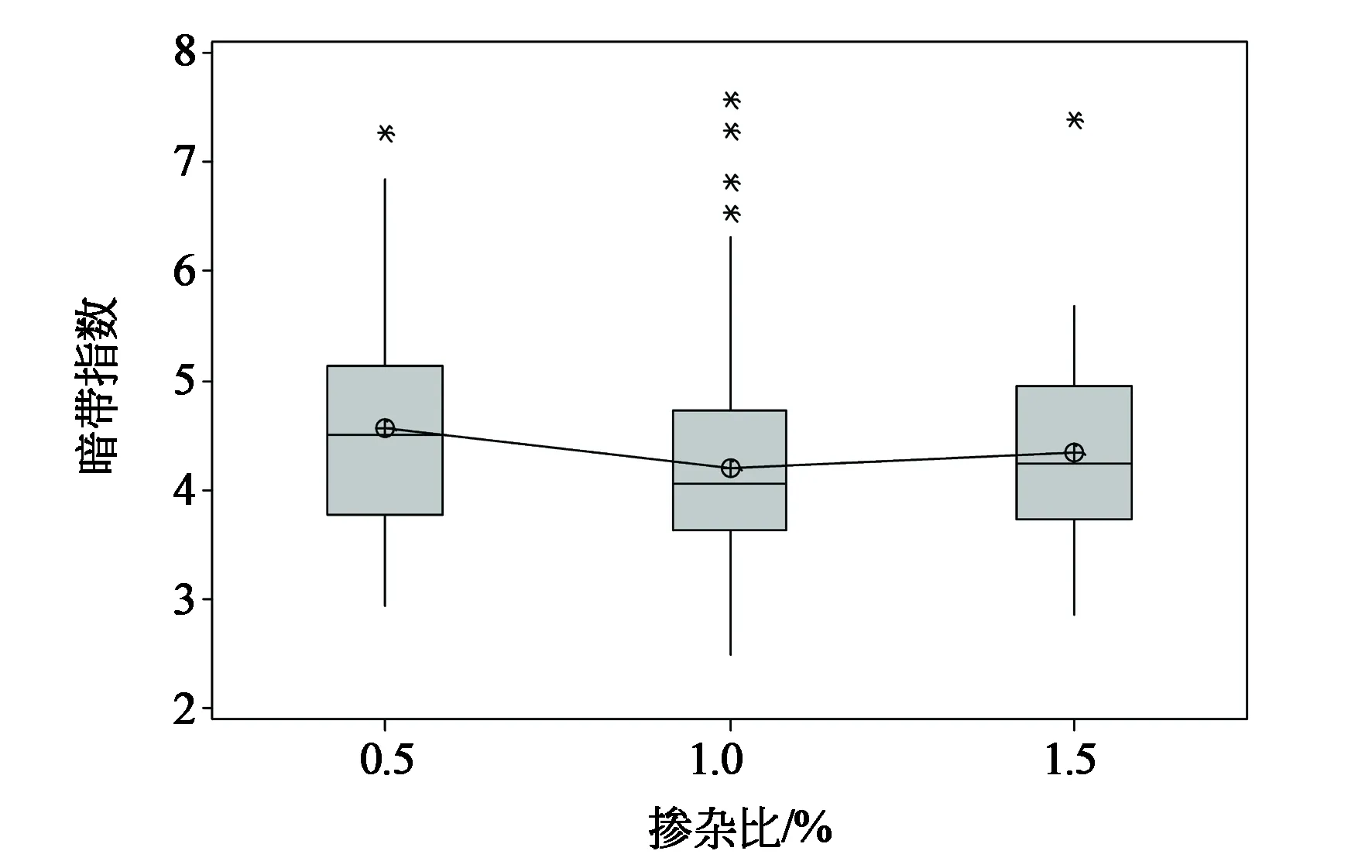
圖7 硅球摻雜比與暗帶指數相關性Fig.7 Correlation between doping ratio of silicon spheres and dark band index
4.4 封框膠種類
封框膠的楊氏模量不同,其固化后的高度(支撐能力)也有所區別。采用3種不同的封框膠進行對比,其中A、B、C膠的楊氏模量分別為0.6,1.0及1.5 GPa,即逐漸變硬。結果表明,封框膠越硬,成品的暗帶指數越好。原因為較硬的封框膠,其固化后的形變更小,支撐能力更強。而較軟的封框膠由于固化后形變大,支撐能力弱化,導致邊緣盒厚變化大。

圖8 封框膠種類與暗帶指數相關性Fig.8 Correlation between types of sealant and dark band index
4.5 背光源相關性
圖9所示為同一片背光源搭配不同液晶面板組成模組成品后,分別測量的亮度趨勢曲線。可以看出,雖然液晶面板不相同,但總體亮度趨勢差異較小,在邊緣的亮度變化斜率也基本一致,因此在一定程度上,背光源的亮度均一性將會被繼承至模組成品上。
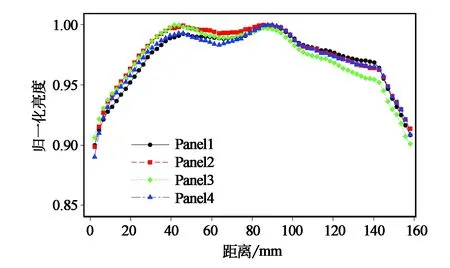
圖9 同一背光源搭配不同液晶面板的亮度分布曲線Fig.9 Brightness distribution curves of the same backlight unit matching with different panels
采用相同批次的液晶面板,搭配不同批次的背光源,所得的結果如圖10所示。易于發現,不同批次的背光源的暗帶指數存在明顯差異,搭配A批次背光源的暗帶指數均值高達8.9,不良率達到9.7%,而搭配E批次背光源的均值僅為4.8,無不良。對于不同批次背光源的單因子方差分析的相關系數P=0<0.05,顯著性極高。故可以確定背光源批次對于模組成品狀態下的邊緣亮度均勻性存在影響。
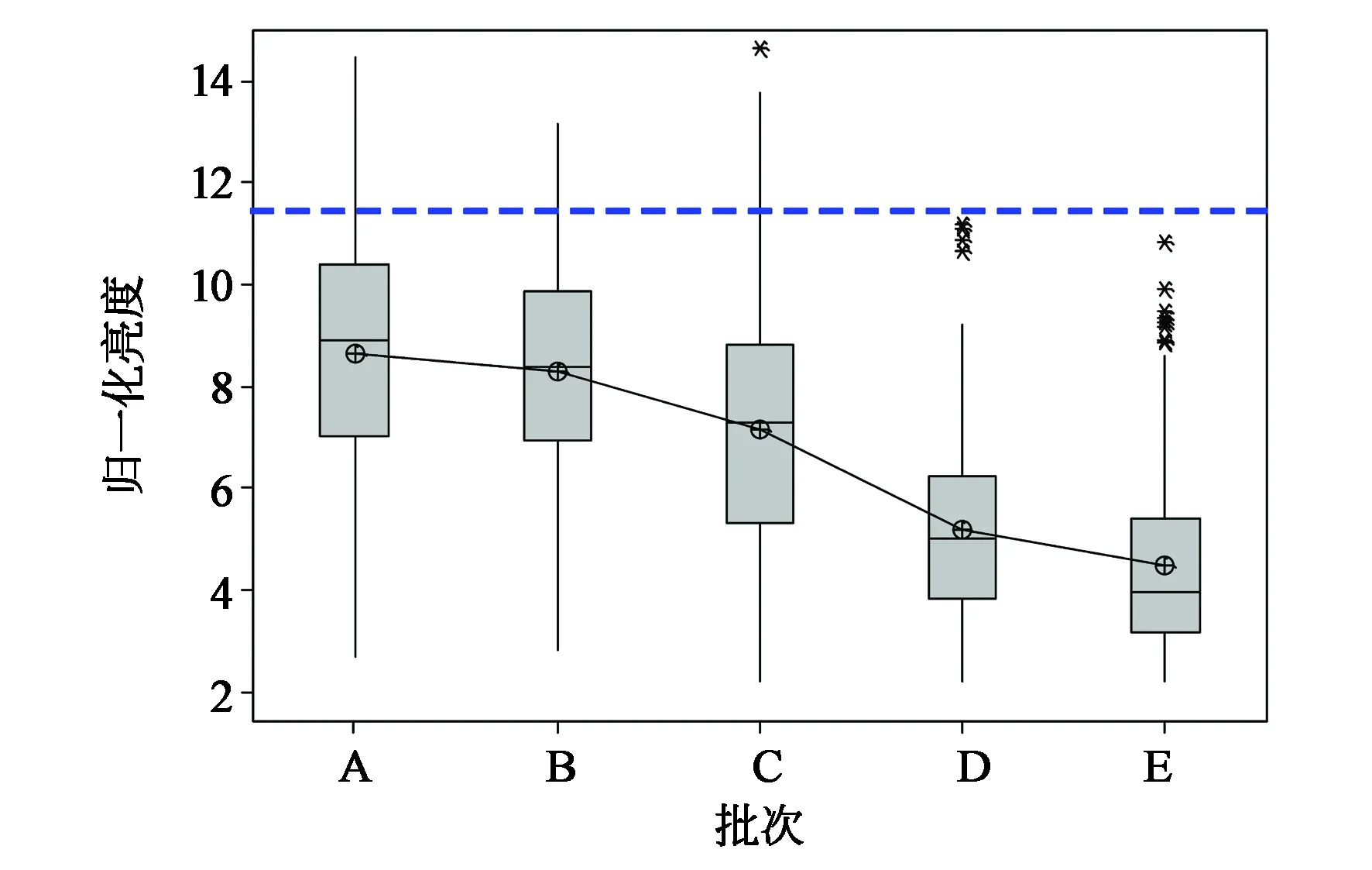
圖10 背光源批次與暗帶指數對比Fig.10 Comparison of batch of backlight unit and dark band index
圖11對比了模組成品的暗帶指數與其使用的背光源入貨檢的暗帶指數。奇怪的是,并未像預想的一樣,邊緣暗帶程度嚴重的模組成品,其使用的背光源的邊緣暗帶程度也較嚴重,反而兩者之間基本看不出趨勢。但根據圖10所示的結果,不同批次背光源模組成品的暗帶指數確實存在顯著差異。據此推測,背光源與液晶面板之間的組裝過程對成品的邊緣亮度均一性影響更大。不同批次的背光源之間雖然亮度均一性差異較小,但可能平坦度、裁切尺寸等外形參數存在差異,造成組裝后匹配性不佳,導致成品暗帶指數的批次性差異。如表1所示,對比了不同批次背光源擴散片的平坦度,其值越小表示越平坦。結果表明平坦度確實存在批次差異,暗帶程度較輕的E批次,其擴散片確實比暗帶較重的A批次更平坦。在此基礎上我們增加了對背光源來料的平坦度管控項,有效降低了背光源導致的邊緣暗帶不良。
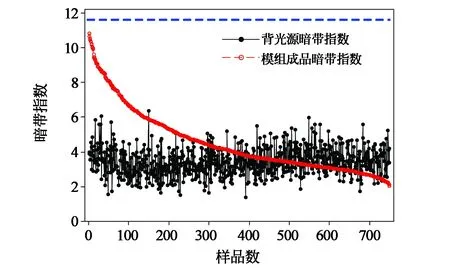
圖11 模組成品暗帶指數與其使用的背光源暗帶指數對比Fig.11 Comparison of the dark band index between the finished module product and the backlight unit it used

表1 擴散片平坦度與背光源批次對比
4.6 老化工藝
實驗中發現,顯示器靜置于常溫環境中自然老化一段時間后,其暗帶不良有所改善,繼續延長老化時間后暗帶指數趨于穩定,如圖12所示。造成該現象的原因可能為,屏幕邊緣部位,容易由于形變、不平坦性導致面光源入射進屏時的耦合、散射等損耗增加。自然老化期間模組各組裝工序產生內部應力逐漸釋放,形變在一定程度上恢復,故暗帶程度有所減輕。為進一步驗證,選取暗帶程度較嚴重的樣品,在50 °C的環境中進行高溫老化測試,結果如圖13所示。可以發現,在高溫老化2 h后,暗帶指數明顯改善,均值由10.0降至8.6,不良率由23.1%降至0。但進一步延長老化時間至4 h,暗帶指數的降低并不明顯。這與自然老化的效果一致,隨時間延長暗帶指數下降速率逐漸減緩,老化時間過長并不能持續改善暗帶不良現象。
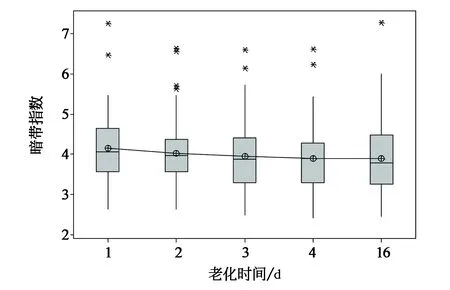
圖12 暗帶指數隨常溫老化時間的變化趨勢Fig.12 Change trend of dark band index with aging time at room temperature
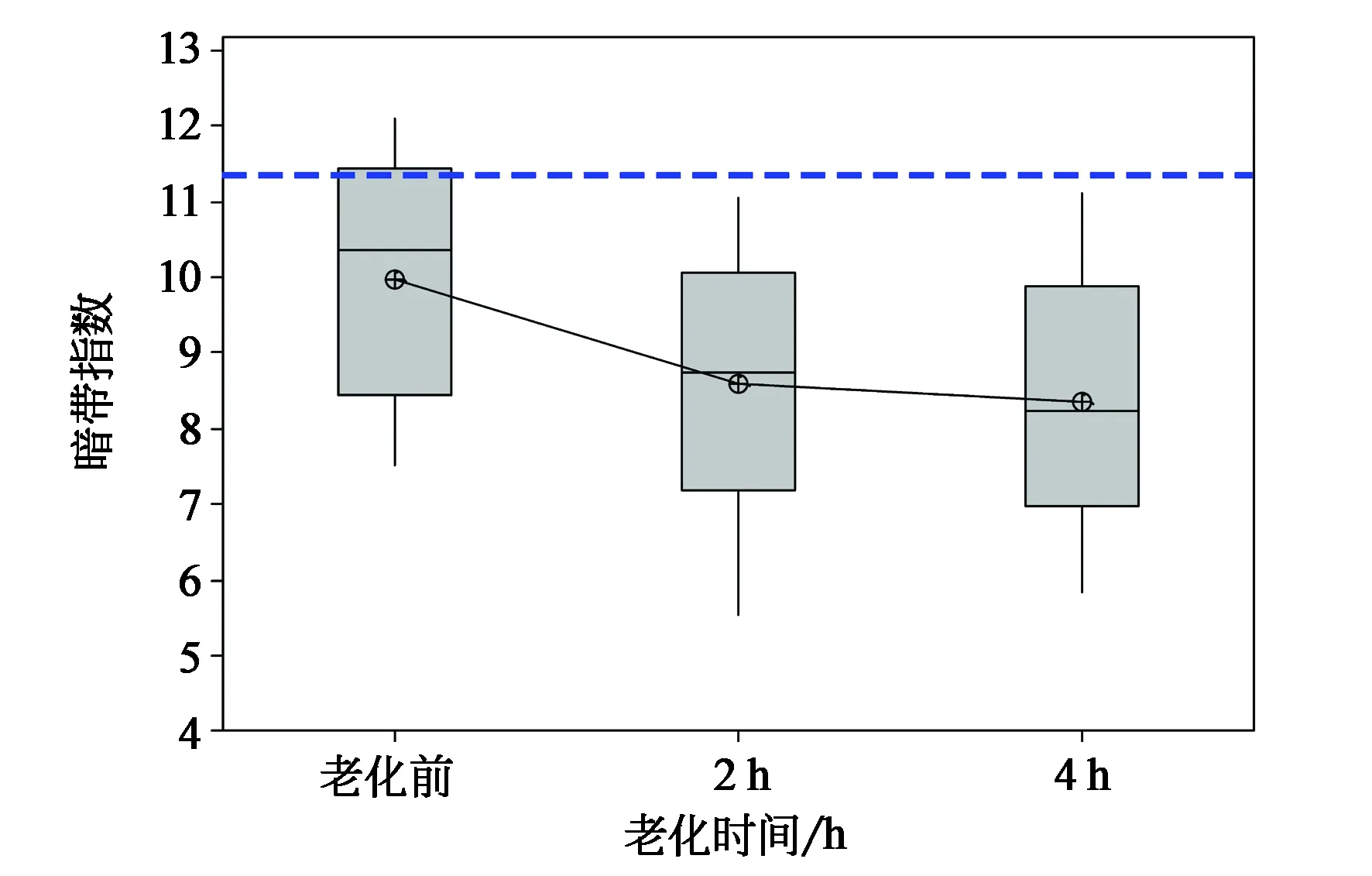
圖13 暗帶指數隨高溫老化時間變化趨勢Fig.13 Change trend of dark band index with aging time at high temperature
4.7 液晶面板平坦度
參考Jiang等人對L0畫面漏光的研究[8],我們通過控制上、下偏光片(POL)貼附的速度差,分別調整液晶面板的平坦度狀態為四角翹取或趨于平坦,其模組成品的暗帶指數如圖14所示。可以看出,更為平坦的液晶面板,其暗帶指數均值更優。與老化的作用原理類似,平坦的液晶面板與背光源組裝后的整體契合度更好,在一定程度上減少了面光源入射屏內時的耦合、散射等損耗。因此在實際制作中,選取上/下偏光片的貼附速度一致,保證液晶面板處于較為平坦的狀態。
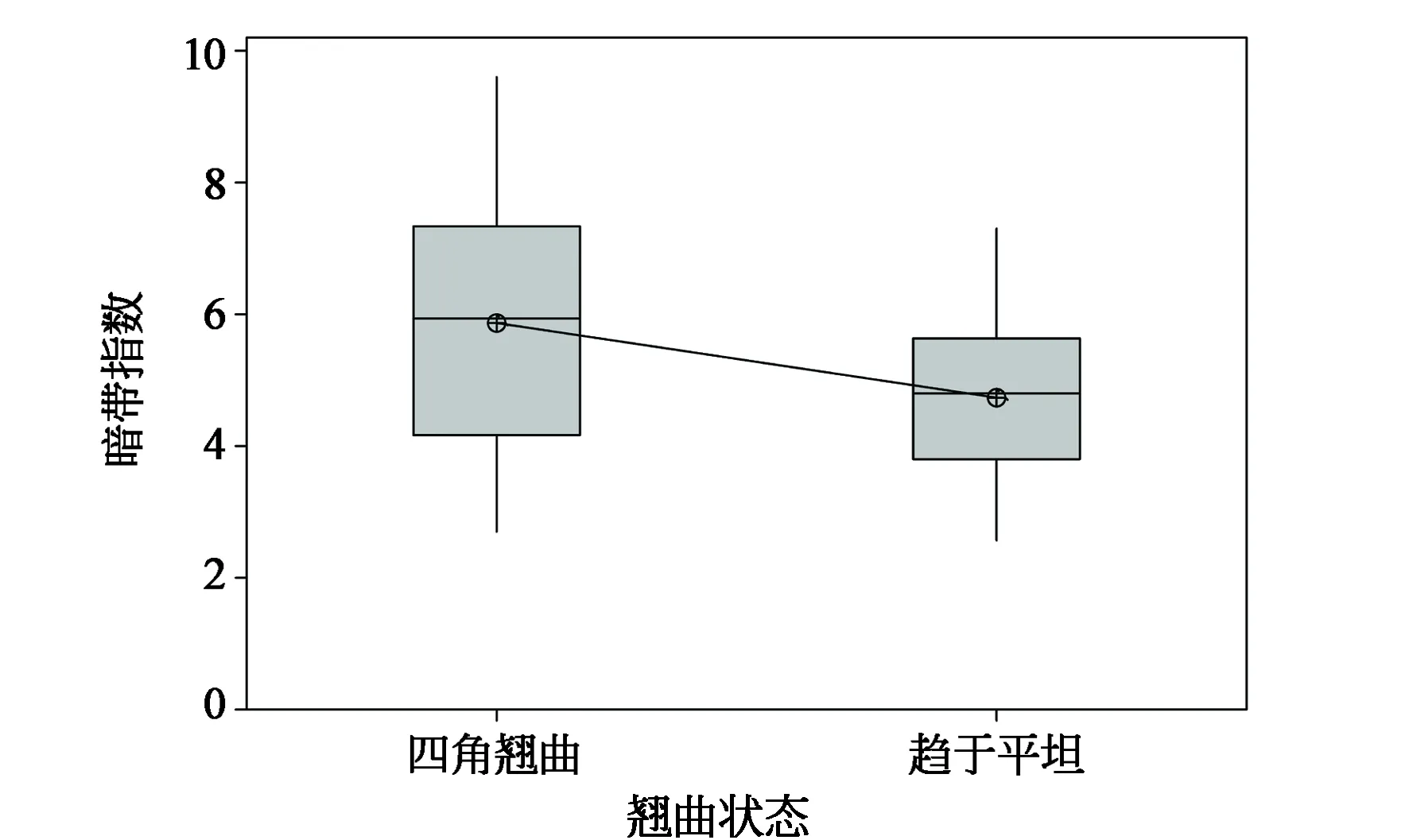
圖14 液晶面板翹曲狀態與暗帶指數的相關性Fig.14 Comparison of status of panel warpage and dark band index
5 結 論
本文針對TFT-LCD顯示器邊緣亮度偏低、出現暗帶的不良現象,對不良機理進行實驗研究,并對相關影響因子逐一提出優化方向。結果表明:從液晶面板設計方向改善,均勻的邊緣盒厚有助于提升邊緣亮度均一性,故適中的液晶量、硅球尺寸、硅球摻雜比及較硬的封框膠更優,而貼附偏光片后更平坦的液晶面板其暗帶程度相比存在四角翹曲趨勢的面板更輕;從背光源方向改善,模組成品的邊緣暗帶程度與背光源批次存在強相關性,但主要受背光源平坦度等尺寸參數影響而非背光源自身的暗帶程度。此外,老化工藝釋放了背光源與液晶面板組裝時產生的內應力,緩和邊緣位置的形變,適當延長老化時間有利于降低暗帶不良發生率。通過以上較優條件的導入,液晶顯示器邊緣暗帶不良發生率由9.3%降至0.2%以下,有效提升了產品競爭力。