超聲滾壓技術在表面強化中的研究與應用進展
2020-11-06 06:41:54趙波姜燕別文博
航空學報 2020年10期
關鍵詞:模型
趙波,姜燕,別文博
河南理工大學 機械與動力工程學院,焦作 454003
隨著科技的不斷發展,各個領域對重要零部件的使役性和疲勞壽命都提出了更高的要求,使其能夠適用苛刻的服役環境。材料的硬度、耐腐蝕性、耐摩損、表層殘余應力等是決定零部件使用性能和疲勞壽命的關鍵因素。因此,如何提高零部件以上性能,提高使役性和壽命是當今先進制造技術領域的重大課題,超聲滾壓技術作為能夠提高材料性能的先進技術也成為研究重點。中國知網學術關注度指數顯示,近5年超聲滾壓研究環比增長率高達217%。
1929年滾壓強化技術首次在德國被應用[1]于機車軸的表面強化后,目前已經在汽車、航空航天、醫療器械、精密機械等領域得到廣泛的應用,滾壓首先從普通車床滾壓圓柱發展到滾壓自由曲面[2],從低塑滾壓到深滾壓[3-6],從傳統滾壓到激光輔助滾壓[7-8]、超聲滾壓、電脈沖輔助超聲滾壓等多種形式[9-10]。
超聲滾壓技術是一種傳統滾壓技術與超聲加工技術復合而成的動態滾壓技術,被廣泛應用于表面強化過程中。超聲滾壓技術可使金屬表面獲取優良性能,因此國內外許多學者對該技術作用機理及抗疲勞性能進行了深入的研究。超聲滾壓強化技術是在常溫狀態下通過滾壓工具頭對工件表面施加一定壓力,從而改變工件表面的冷塑特性,使工件表面組織發生冷作硬化。由于超聲的存在,滾壓在很小的靜壓力下可以對金屬表面產生較大的沖擊進而對金屬表面引入大塑性變形,表面組織細化,進而能夠提高加工表面的粗糙度,增加表面硬度,對表面引入殘余應力,可以改善工件的抗疲勞、抗腐蝕、耐磨損等性能。同時由于具有在滾壓過程中無切屑、無污染、成本低、廉效率高且兼容性好等優點,被廣泛應用于機械加工的精加工中。
滾壓強化技術種類多[11-14],應用廣泛,本文首先介紹了國內外滾壓裝置,然后對國內外的超聲滾壓表面機理、超聲對表面性能影響以及超聲滾壓后抗疲勞特性進行總結,同時指出現有文獻研究中存在的缺陷及尚待解決的問題,最后展望了超聲滾壓后續研究方向。
1 滾壓強化裝置及應用
在滾壓設備方面,20世紀50年代美國福特汽車、英國伏亨公司等研制專用滾壓設備,常規的滾壓工藝一般在現有機床加以改進就能滿足工藝需求。國內外滾壓的探索和研究,其范圍包括外圓和內孔表面加工、齒輪輪齒的滾壓光整加工、螺紋的滾壓加工、模具模腔滾壓加工等。現將國內外文獻中滾壓裝置進行簡單敘述。
宋德玉等[15]自制滾壓設備(文中未給出裝置圖)處理的300M螺紋的疲勞性能,結果表明,雖然高強度螺紋的塑性變形有限,但是疲勞強度提高幅度達到了79%(從250 MPa提高到448 MPa)。李瑞鋒等[16]設計了加工大直徑內螺紋超聲滾壓設備,如圖1所示,其在超聲電源的作用下換能器產生雙彎橢圓振動,通過變幅桿將橢圓振動放大,橢圓軌跡在xz平面內,滾壓輪安裝在變幅桿上,在換能器的驅動下完成橢圓振動。機床轉速為14 r/min,換能器超聲振動頻率(22 kHz),通過內部的彈簧對滾壓系統提供靜壓力,試驗中加載靜壓力為1 800 N,加載后超聲振動頻率會發生小幅度的漂移,滾壓輪仍可在工件表面作超聲振動。激光測微儀測得換能器雙邊超聲振幅8 μm。此裝置首次將超聲橢圓振動切削應用于內螺紋加工過程中,與傳統滾壓相比較能獲得較好的表面性能。

圖1 內螺紋超聲滾壓強化示意圖[16]Fig.1 Sketch of internal threads strengthening by ultrasonic burnishing[16]
Cheng等[17]研制了一種新的超聲螺紋根部滾壓裝置,其結構如圖2所示。超聲波螺紋根部滾壓裝置由超聲發生器(頻率為20 kHz)、換能器、變幅桿和傳振頭以及螺紋滾柱(材料為碳化鎢)、力控制單元和彈簧組成。此裝置可以安裝在傳統車床或數控車床的刀座上。通過車床刀座徑向進給對工件施加靜壓力,并利用力控制單元保持靜壓力的穩定。在滾壓過程中,隨著工具的移動,螺紋滾柱在根部表面振動,進而完成滾壓加工過程。與傳統的螺紋根部強化裝置相比,此裝置對提高螺紋使用性能非常有利。

圖2 超聲波螺紋根滾壓裝置[17]Fig.2 Configuration of ultrasonic thread root rolling apparatus[17]
Shiou和Ciou[18]從減少拋光球磨損及提高曲面拋光粗糙度出發,在加工中心上研制壓電驅動振動輔助球面拋光系統,其裝置見圖3,自行研制的振動輔助滾壓裝置安裝在研磨機上,對工件先研磨后拋光。此振動輔助裝置主要由液體池、線性導軌、振幅放大器和壓電驅動裝置組成,壓電裝置帶動液體池在垂直方向上振動,振動頻率為800 Hz。小幅振動獲得的粗糙度可達到鏡面效果。

圖3 振動輔助球面拋光參數的實驗裝置[18]Fig.3 Manufactured vibration-assisted spherical polishing device[18]
Yu等[19]針對高硬度、高韌性單晶鎳基合金,研制了一種二維超聲輔助拋光裝置(見圖4),其中一維超聲振動附加到拋光頭上;另外一維超聲振動加在拋光液供給噴嘴上。因為磨料是決定拋光表面質量的關鍵因素之一,然而納米粒子在拋光液中的聚集總是存在的,而表面活性劑的加入稍微增加了分散性,但表面活性劑容易造成研磨污染[20],由于超聲存在納米顆粒懸浮液具有很高的分散性[21],在磨料的輸出端安裝超聲霧化裝置,改善了磨料顆粒在拋光液中分布的均勻性,可以獲得優良的表面性能。

圖4 二維超聲輔助拋光系統[19]Fig.4 Two dimensional ultrasonic-assisted polishing setup[19]


圖5 球形芯棒法實施裝置[22]Fig.5 Device for implementation of spherical mandrelling method[22]
2009年,Maximov等[23]設計了一種外圓滾壓工具,此工具對工件施加環形壓力同時工具和工件直接進行油液潤滑,加工后徑向可產生殘余壓應力并可以增加圓柱外表面的微觀硬度,其裝置如圖6所示。Maximov這種方法跟著名的球面法[22,24-25]相似。同時,Maximov設計的滾面加工裝置可以安裝在普通的車床上,拓寬了這種裝置的應用范圍。

圖6 球面運動拋光方法的裝置實施方案[23]Fig.6 Device scheme for spherical motion burnishing method implementation[23]
滾壓多應用于雕刻曲面或者加工模具上下模等曲面,采用此種加工方法可以降低粗糙度同時提高抗疲勞性能,這是它應用于模具的主要原因[26]之一,滾壓可以使工件表層獲得較高的殘余壓應力,殘余應力層從2~10 μm不等。
Jain[27]提到一類滾壓齒輪的裝置,工件齒輪在壓力下滾動同時與高硬度高精度的主齒輪(稱為工具齒輪)精確嚙合。此類滾壓裝置分為兩類單模滾壓和雙模滾壓。在單模齒輪滾壓機中,工件齒輪安裝在軸上,工具齒輪安裝在工件齒輪上方的重型壓頭上。工具齒輪由電機驅動并與工件齒輪緊密嚙合,一個嚙合結束之后工具輪反轉可在工件齒面的兩側提供平衡的材料流,加工過程中需要提供潤滑以獲得所需的表面質量,并防止工件齒輪磨損。在雙模齒輪拋光機中(見圖7),工件齒輪安裝在上拋光模(懶輪)和下拋光模(由馬達驅動)之間,工件齒輪的軸由液壓馬達驅動,比模具的速度稍慢或稍快,以確保無碰撞嚙合。下拋光模的可調軸向距離以便控制齒輪的精加工。此裝置產于印度并在印度生產及應用,超聲滾壓齒輪裝置在中國暫無生產及應用。

圖7 雙模齒輪滾壓機原圖[27]Fig.7 Double-die gear burnishing machine[27]
2014年,大連理工大學陳文蕊[28]利用超聲滾壓強化機理研制了齒面強化裝置,基于漸開線原理進行展成運動,工具頭下端安裝有摩擦板帶動齒輪旋轉進而完成滾壓加工。北京交通大學趙慧玲[29]基于陳文蕊基礎之上對裝置稍加改進,原理圖如圖8所示。由于齒面的復雜性,超聲滾壓后齒面表面力性能得到提高但未得到納米晶層,此方法一次只能加工齒輪面的一側,需要重新安裝齒輪加工另外一側,加工效率低,二次裝夾安裝精度難以保證。

圖8 超聲齒面滾壓原理圖[28-29]Fig.8 Schematic diagram of gear ultrasonic reinforcement[28-29]
Lacalle等[30]用球頭銑刀銑削后的模具鋼上采用滾壓工藝(見圖9),可以顯著減少表面粗糙度,滾珠拋光可以很容易地應用于與銑削相同的加工中心上進而降低生產周期與生產成本。Shiou和Hsu[31]通過實驗確定加工中心球面拋光的最佳參數,且將此參數應用于不銹鋼模具自由曲面的表面加工中,獲取了鏡面效果。El-tayeb等[32]設計一種簡單的滾珠/滾柱可互換拋光工具(見圖10,其中① 手柄、② 彈簧、③ 夾頭、④ 滾珠、⑤ 百分表、⑥ 彈簧導向器),對6061鋁合金在不同參數進行拋光,研究拋光速度、拋光力和拋光工具尺寸對表面質量和摩擦性能的影響,結果表明,采用330 r/min的拋光速度和212 N的拋光力,可使表面粗糙度提高40%。此裝置滾珠/滾柱可調換提高了工具的使用壽命,但是滾珠/滾柱尺寸較大,也限制了滾壓應用范圍僅限于外圓及平面。

圖9 Lacalle實驗中的拋光裝置及效果[30]Fig.9 Polishing device and its effect in Lacalle’s experiment[30]

圖10 El-Tayeb設計滾珠與滾柱用可互換轉接器拋光工具[32]Fig.10 Interchangeable adapter polishing tool for ball/roller designed by El Tayeb[32]
Teimouri和Amini[33-34]將超聲滾壓裝置(見圖11)安裝銑床(型號DECKLE)上進行拋光加工。超聲滾壓裝置包括超聲電源、換能器、變幅桿和工具頭。變幅桿前端珠子可以實現8 μm振幅,超聲頻率范圍17~23 kHz。此裝置首次實現主軸帶動超聲滾壓裝置旋轉提高了滾珠的耐磨性。Wang等[35]搭建電脈沖滾壓復合(ElectroPulsing-assisted Ultrasonic Surface Rolling Process,EP-USRP)實驗平臺(見圖12),此實驗平臺結合了超聲滾壓技術與電脈沖輔助車削技術,該裝置首次將2種特種加工方式復合到傳統車削當中,經過實驗驗證結果表明,與原超聲表面處理工藝(USRP)相比,強化層內形成了較高的硬度、強度、細小的超細化晶粒和較高的殘余壓應力;優化試驗參數后的EP-USRP能使AISI304不銹鋼產生比USRP更高的平均旋轉彎曲疲勞強度,同時發現經EP-USRP處理的疲勞試樣均出現不完全斷裂,這種特性為實際工程應用提供了較高的安全儲備。EP-USRP的進一步改性和應力強化可能是產生上述現象的主要內在原因。

圖11 超聲滾壓系統的不同元件[33]Fig.11 Components of ultrasonic rolling system[33]

圖12 電脈沖輔助車削與聲電耦合表面加工一體裝置[9]Fig.12 Device of electropulsing assisted turning and ultrasonic-electropulsing coupling surface process[9]
圖13展示了滾壓強化技術應用于航空發動機葉片的實例[36-38],研究表明,發動機服役環境下,低塑滾壓處理鈦合金風扇葉片其疲勞強度由655 MPa增加到790 MPa。除了發動機葉片外,飛機起落架、軸向架、高速列車軸、彈簧等對所用材料疲勞壽命要求高的地方均可以應用滾壓技術[39]。華東交通大學呂宗敏[40]對列車轉向架進行超聲滾壓處理,發現材料表面晶粒平均尺寸將至100 nm以下,疲勞強度提升25%;北京科技大學任學沖等[41]等對高速列車車軸進行超聲滾壓處理,疲勞極限提高了16.5%;貴州大學胡君杰[42]針對彈簧鋼進行超聲滾壓實驗,其疲勞強度提高23.68%。
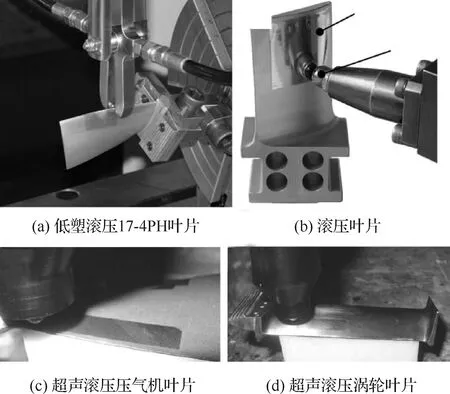
圖13 葉片滾壓強化處理[36-38]Fig.13 Rolling strengthening treatment of blades[36-38]
以上總結了國內外曲面滾壓相關裝置發展現狀,滾壓裝置形式多樣,加工效果優良,雖然滾壓可以對表面引入殘余應力提高疲勞壽命,但是現有文獻中鮮有報道多維滾壓相關研究,多維超聲滾壓加工曲面可以作為新的研究方向,其裝置可以直接安裝在傳統的車床、銑床、加工中心或機械手上實現表面強化處理。雖然超聲滾壓作為一種新型的表面強化技術,其工藝在近幾年內獲得飛速發展,但超聲滾壓曲面加工設備的研究相對滯后,因此,多維超聲滾壓裝置加工航空航天重要零部件將成為未來研究的方向之一。
2 超聲滾壓機理研究進展
超聲滾壓加工的機理為:通過變幅桿將超聲振動傳遞給滾珠,滾珠沿著工件表面法線方向高頻錘擊,滾壓工具頭(給與一定進給速度)將靜壓力和超聲沖擊力傳遞到旋轉的零件表面,在材料表層一定厚度范圍內形成一個應力場,而應力場內的小體積單元將發生塑性變形。當連續耦合載荷力作用于材料不同位置時候,形成的新的應力場又沿著其他方向發生塑性變形,通過反復特殊塑性變形方式晶粒被細碎化,甚至達到納米級別。加工結束工件表面產生一定的彈性恢復,而所產生的塑性流動將金屬表面上的“谷”被“峰”填充,從而使金屬表面粗糙度Ra至納米級。經過超聲滾壓后的樣件表層組織可以獲得梯度分布(其中包括晶粒、硬度,殘余壓應力)的特征,這種梯度分布特征是超聲滾壓所特有的且為提高材料表面性能提供了條件。超聲滾壓可通過調整加工中的參數進而降低甚至消除前序加工所產生的表面缺陷,同時反復高頻塑性變形使這種工藝可以得到好的表面綜合性能指標,與其他工藝相比較,其不僅強化了金屬表面的力學性能,還增強金屬表面光潔度和完整性,同時細化表面組織,提高殘余應力,從多方面提高工件的耐磨性能、抗疲性能、抗腐蝕性。
為了充分研究滾壓過程,國內外學者建立了很多力學模型,分析了工藝參數對工件表面性能的影響。滾壓力學模型分為三類:理論模型和有限元模型,也有部分學者以實驗為預測模型。具體滾壓機理以超聲滾壓外圓[43]為例,見圖14,超聲滾壓球在液壓油的潤滑實現沖擊,在聲學系統的作用下滾珠以高頻速度擠壓和沖擊外圓面,致使高應變塑性變形,在超聲滾壓處理后的表面可以形成高壓縮殘余應力和高顯微硬度的晶粒細化層或者梯度納米結構層。

圖14 超聲滾壓外圓原理圖[43]Fig.14 Schematic diagram of ultrasonic rolling technique[43]
2.1 滾壓理論模型
2.1.1 滾壓力數學模型
近年來,國內外專家研究分析了滾壓力及表面生成機理的理論模型。Luo等[44]利用赫茲接觸理論建立了滾壓力的理論模型,總接觸壓力Pt(d)等于平均彈性接觸壓力Pet(d)、平均接觸塑性壓力Ppt(d)和平均彈塑性接觸壓力Pept(d)之和(見式(1)),以上3種力與滾壓深度及初始表面形貌有關。此模型考慮了彈性、彈塑性和塑性接觸閾值來分析單次滾壓過程中的接觸壓力,同時考慮了不同的滾壓深度對滾壓力的影響。理論模型得到的結果與實驗結果吻合較好,表明了該方法的有效性。然而,與此相關的主要問題是忽略了摩擦系數。另一方面,他們的分析模型需要高質量的顯微圖像,以便根據統計分布函數來尋找表面粗糙度的分布。此外,在理論模型中,滾壓力只受滾壓深度的影響,模型中不包括其他因素。根據赫茲接觸理論,趙建等[45]對旋轉超聲滾壓的力與滾壓深度建立力學模型,通過力學模型及實驗研究得出滾壓力與滾壓深度存在線性關系;通過研究粗糙度發現滾壓深度與表面形貌之間也存在近似線性關系。
Pt(d)=Pet(d)+Ppt(d)+Pept(d)
(1)
式中:
Pept(d)=
φ(z)dz
式中:η為微凸體的面密度;An為兩粗糙表面之間接觸面積;E為楊氏模量;r為等效粗糙曲率半徑;ap1為初始屈服點的臨界拋光深度;ap2為全塑性流動點的臨界拋光深度;ap為滾壓深度;φ(z)為粗糙度分布函數;H為材料硬度;d為粗糙度高度;k為平均接觸壓力系數。
Hiegemann等[46]建立了一個理論模型來預測經過表面處理后的粗糙度和靜壓力的關系,他們使用赫茲接觸理論建立滾壓深度對滾壓力的影響,通過實驗得出結果與理論模型結果吻合較好,但此模型忽略了摩擦系數對接觸壓力的影響。Korzynski[47]建立了基于微機械滑移線理論的表面粗糙度與滾壓力相關性理論模型。該模型包含材料力學參數、滾壓力、給定長度內的表面不平度數、表面不平度角和滾珠直徑等滾壓過程的幾何參數,利用該模型可以預測單道次滾壓后樣件的表面粗糙度。在此文獻中,也忽略了摩擦系數的影響,摩擦系數是滾壓過程中的一個重要參數。國外現有滾壓力模型對比具體見表1[44,46-50]。

表1 已有文獻對滾壓力學模型的研究進展總結Table 1 Summary of research progress of rolling mechanical model in previous literatures
因為超聲振動是周期性的,因此合力Fa為[51]

(2)

徐振國[52]根據接觸表面微分方程,考慮滾珠、工件的彈性變形,假設滾壓力沿著彈塑性變形區域按橢圓分布,采用彈性力學半平面理論,對滾壓過程中彈性入口、塑性變形區、出口的接觸長度及滾壓力進行計算(見式(3)~式(6)),進而建立符合實際加工的滾壓力學模型。此模型將中間接觸區簡化為平沖頭單邊壓入半無限體塑性問題,入口和出口均視為彈性區,對滾壓力學模型建立有一定的指導意義。
(3)
Pout=BnP0Δx0×
(4)
(5)
P=Pin+Pout+Pp
(6)
(7)
(8)
(9)
lc=l+Δx0+Δx1
(10)
(11)
(12)
(13)
(14)
其中式(3)~式(5)分別為彈性入口、出口壓力、塑性變形區壓力,最終合力是以上三者之和即式(6)。式(7)~式(9)分別是接觸區入口、塑性區、出口接觸長度計算公式,式(10)為總接觸長度。Pp、Pin、Pout分別是塑性變形區平均壓力、平均出口、入口壓力;P0為入口壓力;P1出口壓力;Pm塑性區壓力;R為滾輪半徑;Bn為滾輪的寬度;l為塑性變形區長度;ν為工件材料的泊松比;E為楊氏模量;k0為入口變形ε0的變形能力;σ0為單位前張力;k1為出口變形程度對應于ε1的變形抗力;σ為單位后張力;h0為工件滾壓前厚度;h1為工件滾壓后厚度;Δh為平均厚度;μ為摩擦系數。
2.1.2 殘余應力釋放模型
殘余應力一直是近年來研究熱點問題,由于受到載荷和溫度的影響,有益的殘余應力會發生釋放行為,此種行為影響著零部件的疲勞壽命,因此,越來越多學者開始關注滾壓之后殘余應力的釋放模型。Han等[53]針對焊接部分殘余應力提出來殘余應力隨循環次數指數呈線性的公式,與經典模型Kodama試驗結果具有相似性,殘余應力均在第一個載荷循環中釋放劇烈隨后循環中釋放較為緩和。Zhuang和Halford[54]的殘余應力釋放模型考慮了初始加工硬化和拉壓載荷中的包興格效應,在前人基礎上建立殘余應力釋放模型(見式(15))。根據超聲滾壓之后Ti-6Al-4V合金再循環載荷作用下的釋放試驗,毛淼東根據現有的三種殘余應力釋放經驗模型(Kodama提出的殘余應力與疲勞周次經驗公式,Rao的經驗模型和Zhuang的經驗模型)擬合得到僅適用于超聲滾壓在Ti-6Al-4V合金誘導的殘余應力模型公式(見式(16))。
(15)

(16)

2.1.3 粗糙度與滾壓參數關系模型
文獻綜述表明,許多研究關注分析模型[55-58]。Bouzid等[59-60]定義了一個分析模型,用于確定滾壓表面的粗糙度與進給速度、滾壓深度和通過車削或磨削獲得的初始表面粗糙度之間的關系。基于赫茲接觸理論計算了工件材料的法向位移,該理論假定工件材料的是在彈性變形變化內。Bougharriou等[61]對AISI 1042工件的滾壓進行了數學建模和有限元建模,模擬了表面形貌、殘余應力以及滾壓參數對表面粗糙度和殘余應力分布的影響。Li等[62]提出了滾壓過程中表面粗糙度的數學模型。其中考慮了滾壓工具和工件的幾何形狀、表面微觀形貌和工件的機械性能。該模型可以得出滾壓力對滾壓表面粗糙度的影響,指出表面最小粗糙度(見式(17))和最優滾壓力(見式(18))的解析解。Gharbi等[63]建立了表面粗糙度隨轉速、靜壓力和進給速度變化的預測模型,結果表明,滾壓改善了1050A鋁合金的殘余應力,但沒有改善其顯微硬度。Bougharriou等[64]建立了一個解析模型來預測精車后滾壓得到的表面輪廓,假設生成的表面質量取決于滾壓參數、滾珠幾何結構、工件材料、滾珠耐磨性以及加工過程中滾珠與工件之間的相對振動等參數。
(17)
(18)
式中:α為假設的粗糙度三角形的半角;φ為滑移線角度;R1、R2分別為滾珠半徑及工件半徑;Rz為粗糙度的高度也是加工表面輪廓的最大高度;Rzmin為粗糙度的殘余高度也是拋光后表面最小粗糙度;δmax為最大的拋光平滑效果;P為最優滾壓力;σs為屈服強度。
2.1.4 優化滾壓工藝參數的理論模型
隨著計算機技術不斷應用,神經網絡法及模糊邏輯法被廣泛應用于理論模型建立當中。Esme等[65]利用神經網絡建立了表面粗糙度預測模型,考慮滾壓力、滾壓次數、轉速和進給速度的表面粗糙度參數神經網絡模型(見圖15[62])。

圖15 神經網絡圖[62]Fig.15 Diagram of neural network[62]
為研究加工AA7075時滾壓條件的影響,Basak和Goktas[66]討論了轉數、進給量、滾壓次數和靜壓力壓力對AL7075材料表面粗糙度和表面硬度的影響,采用模糊邏輯模型預測了滾壓過程的最佳參數。Ugur等[67]利用回歸和神經網絡技術對滾壓過程中的表面粗糙度進行了預測,確定了主要滾壓參數對表面粗糙度的影響,尋求最優加工參數。John和Vinayagam[68]利用模糊神經網絡對表面粗糙度(沿刀具軌跡和穿過刀具軌跡)和顯微硬度的非線性特征進行了建模,實驗表明在滾壓后,沿刀具軌跡的表面粗糙度小于垂直刀具軌跡的表面粗糙度。Sarhan和EI-tayeb[69]設計了一個基于模糊理論的表面粗糙度預測模型,對滾壓黃銅表面粗糙度進行了預測,實驗結果表明提高滾壓速度和深度對提高表面粗糙度Ra有負面影響,此結果在高速進給尤其明顯。
2.2 滾壓機理有限元分析
大部分超聲滾壓機理研究主要在實驗研究的基礎上進行。但是為了優化工藝,需要進行大量的實驗,建立主要參數與殘余應力分布之間的關系,這可能是非常昂貴的。為了更好地理解滾壓機理,擴大其應用范圍,已有大量的文獻采用有限元方法對滾壓過程進行數值模擬[70]。
滾壓過程為高度非線性彈塑性變形過程,有限元分析中多采用的是更新的拉格朗日方程(見式(19)~式(22))進行求解計算[71]。Jiang等[72]采用二維和三維有限元模擬滾動接觸,結果表明,二者在殘余應力分布上存在差異。李衛國[73]、Zhuang和Wicks[74]基于軟件Abaqus/Implicit分析了In718工件在滾壓過程中的殘余應力分布。Yen等[75]采用有限元建模商用軟件“Defrad2d”和“Defrime3d”在考慮表面粗糙度的情況下,對滾珠拋光過程進行了二維和三維有限元建模。Maximov和Duncheva[76]利用Abaqus/Implicit對低合金鋼滾壓過程進行了二維有限元分析。Liu等[77]使用有限元Abaqus/Explicit研究了超聲波表面軋制過程,當滾壓次數增加到12次時,會形成納米晶的表面結構。Sayahi等[78]通過有限元模擬,研究了滾壓參數對Ti-6Al-7 Nb合金性能的影響,增大滾壓壓力和滾珠直徑對殘余應力的增加更為有效。Balland等[79]通過三維有限元模擬研究了滾壓機理。對滾壓過程中的表面生成進行分析,且與實驗結果一致。
(19)
(20)
(21)
(22)

由于滾壓問題的高度非線性問題,有限元分析軟件的應用有利于對滾壓機理的研究。Bouzid和Sai[80]分析了ANAISI042鋼在滾壓過程中的表面粗糙度,建立了考慮工件彈塑性特性的有限元模型,用于確定材料的位移,該模型可以計算與接觸幾何有關的殘余應力。Balland等[81]提出了基于光滑圓柱體和不規則曲面的球面磨削有限元模型,分析了滾壓工藝對材料性能的影響,研究結果表明,脊的形成和流動機制似乎在拋光表面處理中起著偏心作用,數值模型在預測表面形貌和力學特性方面存在一定的誤差。
有限元方法可以直觀地重現滾壓加工過程,同時通過有限元軟件獲得隨滾壓參數變化其表面形貌、表面力學性能的影響規律。根據上述文獻可知,目前的有限元分析多局限于傳統滾壓模型建立,對于超聲滾壓有限元分析甚少,文獻的模型多建立在滾珠滾壓平面基礎上,對于復雜曲面/齒面滾壓模型尚無研究,有限元軟件精度雖然有一定偏差,但是對于機理研究有一定的輔助作用。
2.3 滾壓機理實驗研究

(23)

(24)
ζTζ=(R-Xα)T(R-Xα)
(25)
Rodriguez等[84]采用實驗和數值方法研究了滾壓后表面特性、硬度和殘余應力,研究發現因為滾壓的引入導致表面性能和殘余應力值顯著提高。El-taweel和El-axir[85]基于響應面方法進行了實驗研究,分析了滾壓速度、滾壓進給量、滾壓次數和滾壓力對滾壓件表面粗糙度和硬度的影響。他們通過方差分析發現,滾壓力和進給速度對表面粗糙度和硬度的影響最大。Gharbi等[86]利用多球工具采用田口實驗方法研究滾壓參數對AISI1010鋼平面性能的影響,分析結果表明,滾壓力對表面硬度和粗糙度均有顯著影響。
國內外許多學者基于實驗數據的經驗模型(回歸模型)對滾壓模型進行研究。Rao等[87]建立了滾壓參數對高強度低合金鋼樣件表面硬度的影響,分析表明,轉速、進給量、潤滑劑和滾珠直徑對表面硬度有顯著影響。Shreehah[88]評估了不同滾壓條件對表面硬度、表面粗糙度和形狀精度的影響,建立了使表面粗糙度最小化或表面硬化最大化的最佳滾壓參數,建立了鉛黃銅滾壓表面微觀硬度和粗糙度的經驗公式。Sagbas[89]提出了一種基于期望函數法和響應面法的優化滾壓工藝的策略。模型變量包括滾壓力、滾壓次數、進給速度,結果表明,滾壓力和滾壓次數是影響表面粗糙度的重要因素。
第1種理論建模,依據滾壓過程中力位移關系綜合推導出的數學解析式,這種方法成本低,能夠對滾壓機理及規律進行定性分析,但是理論建模是建立在各種條件假設之上,準確程度取決于假設條件。第2種,有限元模型,該種方法可將滾壓過程可視化處理,成本低,獲取所需數據方法簡單,但是需要多次修正模型才能收斂,且結果誤差較大,必須結果實驗驗證準確性,對實驗依賴性強。第3種,實驗法,實驗研究對工藝參數的優化可以獲得最佳滾壓參數組合,但是該類模型時建立在大量試驗數據基礎之上,費時費力,其準確程度取決于數據量。因此研究超聲滾壓多采用以上幾種方法相結合的方式來研究滾壓機理[90]。
滾壓理論中力學模型研究內容多局限于位移和力的關系,并且研究中多忽略摩擦力、沖擊力、溫度對模型的影響;對于影響疲勞壽命關鍵因素之一的殘余應力模型研究較少,現有文獻中的殘余應力模型多局限于彈性變形范圍內,忽略塑性變形;文獻中多見殘余應力預測模型,對于考慮彈塑性變形的殘余應力理論模型鮮有報道。另外,滾壓裝置多局限于滾壓頭的一維縱振,對于多維超聲滾壓裝置尚無研究。因此,對于多維超聲頻率的力熱耦合滾壓殘余應力和硬度層的建模和預測應該作為發展方向。
3 超聲滾壓對表面完整性及其他性能影響
國內外眾多學者采用超聲滾壓技術應用于多種金屬材料的精加工中,采用不同的滾壓參數、不同頻率及振幅、不同壓力可獲得優良性能[91-94]。因為超聲的存在,滾壓在很小的靜壓力下可以對金屬表面產生較大的沖擊進而對金屬表面引入大塑性變形,表面組織細化,金屬表面的殘余應力和表面微觀硬度均得到高,以上性能及微細晶粒作用使經過超聲滾壓的工件具有抗腐蝕、抗疲勞、耐磨損等眾多優良性能。
3.1 表面性能
近幾十年來,結合超聲波技術的表面強化處理技術得到了發展,超聲滾壓應用范圍包括45鋼[95]、40Cr鋼[96]、Inconel 690合金[97]、鈦合金[98]以及AISI304鋼[99]等金屬材料。鎳基合金Inconel718因為其特有的抗熱疲勞、熱腐蝕、耐高溫腐蝕、耐沖擊等特點,被廣泛的應用于航空發動機渦輪盤和各種飛機成型鈑金件中[100-102]。Inconel718是典型的硬切割材料,近年來部分學者將超聲滾壓應用于此材料上,研究表明超聲滾壓可以使Inconel718表明獲得納米層同時獲得較好的疲勞性能。在超聲納米晶表面改性[103-104]過程中,材料表面受到高達每秒數萬次的硬球力作用,使材料表面和亞表面發生較大的塑性變形。304鋼在超聲滾壓處理之前,顆粒尺寸約為20 μm,并且可以觀察到退火孿晶,在超聲處理之后[94],可以觀察到表面更精細的微觀結構;40Cr表層超聲處理后形成非晶納米晶[105],可見超聲滾壓具有晶粒細化的作用(見圖16)。超聲振動可以在保證表面質量和尺寸精度的條件下對表面性改處理。Zhang等[106]研究表明17-4PH不銹鋼樣件通過超聲滾壓獲得表面納米結構,其表面的耐磨損和耐腐蝕性能均有所提高。超聲滾壓使用超聲波振動能量作為來源,工具頭以20 kHz的頻率沖擊材料表面,同時向滾壓頭施加恒定壓力。這些沖擊引起表面層的大塑性變形并使表面形成納米顆粒層。超聲螺紋滾壓研究表明[107],超聲滾壓可以在螺紋表面合成納米晶,晶粒尺寸在15~20 nm之間,表面納米化使螺紋表面硬度由580 HV提高到700 HV;常規螺紋滾壓只產生亞晶,這體現了超聲滾壓在表面納米化中關鍵作用。
與高能球隨機撞擊金屬部件而形成的其他大塑性變形方法(如噴丸處理)相比,超聲滾壓技術更易于控制,表面粗糙度特性更低[84](見圖17)。超聲滾壓之后材料表面可見核位錯值高于未處理表面,位錯是因為內部含有大量變形晶粒這樣導致位錯密度增加,經過超聲處理之后材料中的晶粒明顯增加[108]。由于超聲的強烈沖擊和擠壓作用,金屬表層材料被擠壓到相鄰的部位,從而產生折疊層和微裂紋。超聲滾壓之后的表面粗糙度值在0.102~0.163 μm之間,低于未處理件,這是由于沖擊與擠壓的耦合作用在加工表面產生塑性流動,使機械滾壓缺陷得到平滑,超聲振動與靜載相結合的往復作用使得變形量大且作用力均勻一致,使表層及亞表層晶粒細化程度比噴丸研磨等均勻且塑性變形大,同時表面粗糙度較為理想。

圖17 表面形貌[84]Fig.17 Appearance of surface[84]
加工參數與工件表面粗糙度的關系是眾多文獻中研究的對象[109]。趙運才和張飛[110]、宋錦春等[111]在研究超聲滾壓中靜壓力對表面性能影響中發現靜壓力與表面粗糙的的改善并不是線性關系,在一定范圍內靜壓力能顯著的減小粗糙度值,但是超過一定范圍會得到較差的粗糙度。陳利欽等[112]對高速列車車軸鋼進行超聲滾壓研究發現:靜壓力和進給速度越低,表面粗糙度越低;經過超聲滾壓后,車軸鋼殘余應力大幅提高且隨著靜壓力的增加而增加,而隨著進給速度的增加而減小;表面硬度及塑性變形層厚度隨兩參數的變化規律同殘余應力變化規律。鄭建新等[113-114]首次將縱扭復合超聲振動施加給滾珠,研究超聲滾壓加工參數對表面粗糙度的影響,其發現表面粗糙度值隨靜壓力增大先增后減,隨進給量的增大而急劇增大,而隨滾壓速度的增大變化不明顯;進給量對表面粗糙度的影響最為顯著,其次為靜壓力,而滾壓速度的影響較小,縱扭復合的超聲滾壓其獲得的表面粗糙度Ra值要遠小于普通深滾,最高降低約50%。
超聲對表面微觀形貌[106]的影響見圖18,從圖18(a)中可觀察到變形層的金屬流動與加工方向一致,觀察到變形層厚度約為50 μm,變形層的顯微組織呈梯度變化;圖18(b)為變形層的高倍顯微組織圖像。根據晶粒大小和形狀的不同,變形層也應分為兩部分:超細顆粒層和纖維結構層。由于超聲沖擊下產生較大塑性變形,表層晶粒(厚度約10 μm的超細晶粒層)完全細化,纖維結構層的變形強度小于表層,晶粒沿變形方向被拉長或者扁平。

圖18 表面微觀形貌[106]Fig.18 Surface micromorphology[106]
超聲滾壓可以提高工件的殘余應力和硬度,眾多文獻中研究超聲滾壓對硬度及殘余應力影響規律。Lai等[108]首次將超聲滾壓技術應用于發動機氣門鋼上,采用2種超聲振動頻率20 kHz和30 kHz,振幅為10 μm,壓力為900 N,滾珠直徑15 mm,超聲滾壓加工后殘余應力如圖19所示,顯微硬度如圖20所示。在20 kHz和30 kHz下超聲處理后的硬化深度分別為710 μm和800 μm,由文獻可知在超聲滾壓處理下均可增加硬度層厚度,而隨著頻率的提高,能量增大,高頻振動產生的位錯更多進而硬化深度隨之增加。據Wu等報道,等離子滲氮S45c鋼經超聲納米晶表面改性后的硬化深度約為800~1 000 μm[115]。然而,Ti-6Al-4V鈦材料的硬化深度僅為20~60 μm左右[116-117]。根據Hall-petch關系[118],良好的晶粒細化可以提高材料表面殘余應力和塑性變形層的顯微硬度,而高頻超聲表面沖擊產生的塑性壓縮變形將產生加工硬化效應。根據超聲滾壓處理樣件的殘余壓應力分布(圖19)和橫截面表層(圖20)的顯微硬度分布[108],可以得出殘余應力值越高,顯微硬度越高。

圖19 殘余應力隨深度變化[108]Fig.19 Variation of residual stress with depth[108]

圖20 微觀硬度隨深度變化[108]Fig.20 Microhardness changes with depth[108]
文獻[43]中對比給出未經超聲滾壓處理樣件和不同滾壓次數下樣件的顯微硬度分布。如圖21所示,每種超聲滾壓次數下樣件的表面顯微硬度都高于未處理樣件,并且硬度隨著加工次數的增加而增加。滾壓次數12次時樣件的表面最高顯微硬度(509 HK)比未處理樣件的表面最高顯微硬度(360 HK)高約41.4%。每種加工次數下在深度110~450 μm之間硬度均隨深度呈線性增加趨勢,滾壓次數越多硬度越大,且每種超聲滾壓樣健都表現為硬度梯度分布,最大值出現在外表層,然后沿深度方向逐漸減小,直到達到與未處理見對應的硬度值。超聲滾壓引起的顯微硬度的提高可歸因于顯微組織細化和位錯增殖的聯合作用[106]。同樣的規律可見超聲滾壓處理的17-4PH不銹鋼表層的硬度分布。經超聲滾壓處理的樣件的表面硬度>5.5 GPa,比未經超聲滾壓處理的樣件(4.5 GPa)提高20%。同時,隨著與樣件表面距離的增加,顯微硬度逐漸降低。當距離達到80 μm時,顯微硬度幾乎恢復到初始狀態,與變形層厚度近似一致。對于其他金屬材料例如40Cr和SKD-61的超聲滾壓研究表明,與未經處理相比,其顯微硬度可提高30%[119]。根據試驗結果,硬度分布與變形層的顯微組織相一致。根據hall-petch方程,當晶粒尺寸變小時,屈服強度和硬度變大[120-121]。由此可見,晶粒細化是提高硬度的主要原因。

圖21 不同滾壓次數下樣件微觀硬度[43]Fig.21 Microhardness distribution of base beam specimen and different ultrasonic surface rolling process specimens[43]
經過超聲滾壓處理之后從表層到芯補殘余應力通常呈現出梯度分布[43](見圖22)。未處理樣件的殘余壓應力場深度約為80 μm,表面殘余壓應力約為104 MPa。不同滾壓次數樣件的殘余壓應力場深度約為540~620 μm,且隨著滾壓次數的增加,殘余壓應力場深度逐漸增大,從滾壓一次樣件硬度層約540 μm增加到滾壓12次樣件硬度層深度約620 μm。然而,表面壓縮殘余應力隨著加工次數的增加而逐漸減小,分別為滾壓一次時候最大殘余應力為963 MPa和滾壓12次殘余應力為最大值908 MPa。從圖可知一次滾壓樣件表面較光滑,表面粗糙度較低,最大的表面殘余壓應力出現在超聲滾壓的樣件中,隨著加工次數的增加,滾壓3次、6次和12次樣件的表面殘余壓應力值分別比1次樣件降低了約0.7%、約2.4%和約5.7%。Kim等[122]在研究碳素鋼噴丸后疲勞壽命中也發現了類似的現象,這是由于微小撞擊坑數量的逐漸增加和褶皺缺陷的出現,微缺陷的存在導致表面殘余壓縮應力松弛,進而導致滾壓次數的增加殘余應力的減小。對于超聲滾壓樣件,最大殘余壓應力值為1 007~1 115 MPa出現在最外表層以下50~100 μm的深度處。隨著加工次數的增加,殘余應力的大小和深度逐漸增大。超聲滾壓能有效地降低表面粗糙度,引入高深度的殘余壓應力場和加工硬化層。此外,表面還可以形成細化的甚至納米晶結構。

圖22 不同滾壓次數殘余應力隨深度變化[43]Fig.22 Residual stress versus depth for each USRP specimen[43]
超聲滾壓可以提高材料的表面性能,這是毋庸置疑的,但從現有的文獻中可知,超聲滾壓研究范圍多為材料樣件方面,而且超聲滾壓多為單一的縱振,對于多維滾壓振動以及工件和滾壓頭[123]均增加超聲振動的研究基本處于空白,對于超聲滾壓應用于具體零部件研究文獻較少,超聲滾壓具有諸多優勢,那么未來將多維超聲滾壓應用于航空航天、汽車、船舶等領域中重要零部終加工中是一種趨勢。
3.2 疲勞性能及其他性能
超聲滾壓提高疲勞能力可歸因于殘余應力提高、晶粒細化、表面硬化增加和表面質量優化等協調改善作用的結果。超聲滾壓能夠提高材料抗疲勞特性,主要是通過高頻超聲沖擊及靜壓力結合的滾壓工藝,使材料表層產生殘余應力,這種殘余應力可以抑制裂紋形成和擴展進而提高其抗疲勞特性。
Li等[116]將超聲表面滾壓應用于鈦合金,在超聲滾壓過程中,硬質合金球以高頻超聲振動沖擊材料表面且在材料表面滾動,經過處理后,鈦合金的微動耐磨性和疲勞強度明顯提高。李瑞鋒等[16]對大直徑內螺紋工件進行超聲滾壓強化,超聲滾壓加工后的工件疲勞壽命較未經處理件提高5倍,其主要歸功于超聲振動沖擊能夠促進螺紋根部塑性變形更加徹底,硬質合金滾珠反復沖擊促進塑性變形增加同時可以防止材料回彈,深化殘余應力層,提高殘余應力。Zhao等[124]驗證經過超聲波滾壓后的鈦合金TC11高周疲勞強度較未處理件疲勞壽命提高了近19.3%,且在疲勞裂紋源區有明顯差異,所有未處理件裂紋源均出現在表面或亞表面區域,而經過超聲滾壓處理的裂紋源明顯位于近中心位置,這主要是因為超聲滾壓之后TC11表面性改得到表層晶粒細化且較為明顯的梯度殘余應力及硬度層。
Liu等[43]將超聲滾壓技術應用于Ti-6Al-4V合金中,采用不同的滾壓次數研究樣件疲勞特性。在圖23中給出了未經處理樣件和不同滾壓次數樣件的疲勞應力與循環次數(S-N曲線)的關系。如圖23所示,未處理樣件的疲勞強度(107個循環)為500 MPa。超聲滾壓處理后,各試件的疲勞性能均有較大提高,但隨著處理次數的增加,其增強程度逐漸降低。R1次、R3次、R6次和R12次樣件的疲勞極限分別比未處理樣件高出約39%、約36%、約34%和約28%;此外,從圖中可知在高周疲勞條件下比低周(5×104周)疲勞條件下的疲勞壽命有更大的提高。以往文獻在通過其他機械表面處理技術提高Ti-6Al-4V合金的抗疲勞性能上,也發現了類似的趨勢[125]。這一趨勢主要是由于高周條件下的殘余壓應力回彈水平低于低周條件下的殘余壓應力回彈水平[126]。
Li等[127]在相同參數下對Ti-6Al-4V合金超聲滾壓6次獲取S-N曲線(見圖24),趨勢與圖23相似。超聲滾壓處理能顯著提提高了疲勞壽命,特別是在高周107循環的基礎李瑞鋒等對大直徑內螺紋工件進行超聲滾壓強化上,超聲滾壓處理試件的疲勞強度(560 MPa)與未處理樣品的疲勞強度(465 MPa)相比提高了約25%。超聲滾壓處理對疲勞強度的主要影響范圍為560~650 MPa。在高周疲勞強度下,超聲滾壓處理對延長疲勞壽命是非常明顯的。在低周疲勞區,超聲滾壓處理和未處理樣品的S-N曲線顯示出不同的斜率。經超聲滾壓處理的樣件獲得的曲線變得更平坦,這表明抵抗過載荷的能力更強。此外,與未經處理的材料相比,經超聲滾壓處理其材料表面層由于強化效應而變得更耐微塑性變形。

圖23 S -N疲勞壽命曲線[43]Fig.23 Stress versus number of fatigue cycles (S -N curves)[43]

圖24 多次滾壓試件和未滾壓件S -N曲線[127]Fig.24 S -N curves for muti-treated samples and untreated samples[127]
Liu等[43]研究了超聲表面滾壓工藝對Ti-6al-4v合金旋轉彎曲微動疲勞的影響。超聲表面滾壓工藝使工件的殘余應力場深度為達530 μm,最大殘余應力為930 MPa。超聲表面滾壓后樣件的表面顯微硬度明顯高于未經處理的樣件,其微動疲勞極限提高72.7%。其疲勞性能提高的主要原因是殘余壓應力場數值大、分布深,可以有效地抑制了微動疲勞裂紋的萌生和早期擴展。Zhao等[128]將超聲滾壓技術應用于300高強度鋼加工中,發現超聲滾壓技術可增加表面硬度和殘余壓應力,以上二者的增加可顯著提高300鋼的抗微動疲勞和抗腐蝕疲勞性能。微動疲勞壽命由11.9×103周提高到56.3×103次,腐蝕疲勞壽命由29.9×103次提高到702.1×103次。
Wang等[35]對電脈沖輔助超聲振動抗疲勞機理進行深入研究,疲勞演變機理見圖25。對于普通滾壓加工而言,雖然在宏觀上能夠得到很好的光潔度,但是表面存在大量的微裂紋,在交變載荷作用下,疲勞源源于已經存在的表面微裂紋,然后伴隨裂紋的擴展及瞬態斷裂造成試件的失效。而經過電脈沖輔助超聲振動加工后,在一定深度的表面及亞表面產生晶粒細化及殘余應力,通過此工藝加工后,將結構強化及應力強化引入材料表面,則金屬表面機械性能(如硬度、耐磨性)顯著提高,同時高的表面硬度表現出高的抗疲勞裂紋萌生能力,在疲勞試驗中,殘余壓應力可以平衡掉拉應力,因此,此工藝加工后的金屬表現出優異的疲勞性能。由于強化層中的殘余應力并非單調分布,因此作用在材料上的有效破壞應力的幅值不在表面上而產生于亞表面,另外,由于電脈沖及超聲滾壓的作用,在亞表面存在大量的微缺陷(如尖銳鋒利的微裂紋),因此其疲勞源較普通滾壓的位置有所不同,疲勞源位于亞表面的微裂紋。類似的情形Ye等[94]在超聲滾壓對304不銹鋼加工中也有所體現,超聲滾壓使304不銹鋼在100 μm深的材料表面下產生了高密度的變形孿晶,這些變形孿晶作為位錯阻滯劑和位錯發射源,可以提高了材料的硬度及殘余應力,此外,馬氏體所占體積分數的逐漸變化確保了內部組織和兩個納米晶表面層之間的界面強度,從而防止了早期頸縮,具有兩個強表面層和一個柔性內部嵌有致密納米變形孿晶和位錯的顯微組織,使金屬材料既具有高強度又具有高塑性。

圖25 圖解電脈沖超聲作用下AISI304不銹鋼疲勞性能的演變[35]Fig.25 Fatigue evolution of AISI 304 stainless steel under action of EP-USRP[35]
超聲滾壓后摩擦系數和磨損體積損失均顯著降低[116](見圖26),其微動磨損和摩擦性能的提高應歸因于材料表層顯微硬度的提高、顯微組織的改變和殘余壓應力的增加。超聲滾壓不僅可以使材料獲得高的殘余應力進而提高其疲勞壽命,還能提高局部耐腐蝕能力。不同滾壓力下表層滑移分析模型見圖27[129],超聲滾壓后經過腐蝕,圖27(a)為低壓力滾壓腐蝕之后表面狀態;圖27(b)為高壓滾壓力腐蝕后表面狀態和滑移模型;從圖中可見當施加水平切應力后,表層會發生沿著滾壓方向切斜,馬氏體晶粒存在各向異性導致受壓表面各晶粒的傾斜及變形不均勻部分晶粒重疊,形成重疊波紋,此波紋狀局部抗腐蝕能力增強,且隨著靜壓力增大,波紋狀抗腐蝕效果更加明顯。

圖26 不同超聲處理條件下摩擦系數隨滑動時間的變化[116]Fig.26 Variation of coefficients with sliding times for different conditions of ultrasonic rolling-treated samples[116]

圖27 超聲滾壓過程中表層特定取向晶粒滑移分析模型[129]Fig.27 Slip analysis model of surface oriented grains during ultrasonic rolling process[129]
超聲滾壓技術對疲勞性能的提高可歸因于以下因素的協同作用[124,130-131]:殘余壓應力、表面形貌、微觀硬度。其增強機理可以描述為:
1) 殘余壓應力對疲勞性能起決定性作用。一般來說,這種應力可以平衡一部分施加的交變載荷,阻止疲勞裂紋的萌生和過早擴展,從而提高疲勞性能。壓縮殘余應力還可以降低裂紋擴展的驅動力,導致裂紋擴展速率下降。
2) 超聲滾壓可使表面層位錯增殖和組織細化,從而提高硬化程度,表面加工硬化層可以防止裂紋萌生,根據疲勞裂紋萌生的位錯模型,晶粒細化導致晶界密度增加,提高了滑移變形抗力,抑制了滑移帶的產生,增加了晶界對裂紋擴展的抗力。
3) 經過超聲滾壓后表面粗糙度降低同時表面缺陷被消除從而阻礙了表面裂紋的萌生。通常較小的粗糙度可以減少應力集中進而提高試件的疲勞壽命。然而,表面粗糙度并不是影響疲勞壽命的主要因素。對疲勞壽命有害的因素表面粗糙及微損傷在超聲滾壓當中都會被殘余壓應力、顯微組織細化、加工硬化等中和掉。超聲滾壓中鋼球的重復沖擊可去除微裂紋和凹痕進而提高疲勞壽命。
總結以上超聲滾壓對材料性能的影響,主要針對板材料外圓滾壓類的研究,對應用復雜曲面/齒面的文獻鮮有報道。超聲滾壓下被加工曲面/齒面的應力狀態、組織狀態、表面微結構與疲勞性能之間的關系,特別是多維超聲加工曲面/齒面后表面殘余應力、表面微結構及抗疲勞特性之間的特定規律和主動控制等研究將是未來發展的趨勢。
4 展 望
超聲滾壓技術作為先進制造的重要加工方法之一,能夠有效提高零件的抗疲勞性能,對高性能關鍵構件的制造具有重大的意義。然而,鑒于目前的研究進展,有以下關鍵技術需要克服:
1) 針對特殊使用要求的復雜構件而言,由于空間的變換和限制需要采用連續彎曲或分折型的超聲振動系統,因此需要研究此類復雜聲學系統的不同材料和非對稱結構的振動傳播規律及振動阻止方法,并基于非諧振設計理論對復雜系統進行設計和分析。
2) 基于彈塑性和沖擊力學理論,建立適用于超聲滾壓的準確數學模型,分析滾壓參數對滾壓結果的影響,并結合試驗對模型進行修正,提高模型的精度,從而為實踐提供可靠的工藝參數。
3) 研制適用于超聲滾壓加工的自適應控制系統,通過對滾壓參數和超聲參數實時監測,利用反饋系統對加工參數進行調整,提高超聲滾壓過程的穩定性。
4) 探求超聲滾壓過程中高頻擠壓和摩擦作用對材料微觀表面再結晶時的織構形式、成核方式及其不同工藝條件下所形成的表面與基體織構的差異,獲得超聲滾壓下材料的流動特性和再結晶條件,并獲取形成納米層的振動能量條件。
5) 基于一維超聲滾壓技術,對多維超聲滾壓技術進行探究,獲得二維超聲滾壓條件下加工表面的納米化及對抗疲勞性能的影響。
6) 構建適用于超聲滾壓的疲勞壽命預測模型,對超聲滾壓技術對疲勞裂紋和疲勞擴展的影響情況進行定量研究,并評價二者對疲勞壽命的影響規律。
7) 超聲滾壓下疲勞壽命與表面完整性參數的映射規律有待開展,并選取合適的表征參數,建立疲勞壽命預測模型,從而實現給定壽命的表面完整性特征參數設計。
8) 建立超聲滾壓下的表面完整性與加工參數之間的關聯規律,以疲勞性能為優化目標,對超聲滾壓的工藝進行優化,最終實現滿足零件使用性能的主動可控制造。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
