鋁合金大型薄壁平板件反重力鑄造技術研究
2020-11-10 08:43:20王先飛崔恩強李成鑫李寶輝肖山楚
航天制造技術 2020年5期
王先飛 潘 龍 崔恩強 李成鑫 房 宇 李寶輝 肖山楚
鋁合金大型薄壁平板件反重力鑄造技術研究
王先飛 潘 龍 崔恩強 李成鑫 房 宇 李寶輝 肖山楚
(上海航天精密機械研究所,上海 201600)
為實現鋁合金大平板件的砂型鑄造,獲得高質量鑄件,結合模擬仿真方法,研究了冷鐵分布、保壓增壓值、鑄件與冷鐵厚度對平板鑄件缺陷形成的影響。結果表明:冷鐵分布、增壓保壓值、以及鑄件與冷鐵厚度均對平板鑄件缺陷的形成影響明顯。當冷鐵之間存在較大間隙時,間隙處易形成縮松缺陷;增大保壓值可有效降低缺陷形成傾向;增壓保壓值在一定條件下,當鑄件厚度或冷鐵厚度一定時,減小冷鐵厚度或增大鑄件厚度,可有效降低縮松缺陷的形成。
反重力鑄造;鑄造缺陷;數值模擬;冷鐵

1 引言
航天構件的輕量化設計是該領域的一個重要研究方向[1]。航天構件質量的減小不僅能夠降低飛行器的發射成本,還能提高飛行器機動性能[2]。鋁合金密度約為2.7g/cm3,比強度和硬度高,綜合力學性能好,同時還具有優良的導電、導熱性及抗腐蝕性,已廣泛應用于航空、航天、汽車、機械制造、船舶及化學工業等國民經濟的各個領域中,是應用最廣泛的一類有色金屬結構材料[3]。
反重力鑄造以低壓、差壓為代表的反重力鑄造技術是制造高冶金品質的復雜薄壁輕合金構件的主流技術,在國內外得到廣泛應用[4,5]。反重力鑄造設備具有逆重力方向充型的特點,合金液可在液面加壓控制系統作用下可控充型,較高的環境壓力下凝固,成形過程平穩,鑄件組織致密、性能高,顯著提升復雜薄壁輕合金構件高質量成形能力。
隨著鑄造技術與計算數字化技術的發展,應運而生的鑄造計算機模擬仿真技術具有高效、節能和可靠性高等優點,已經越來越多地應用在工礦企業實際生產中[6]。現在國際上比較成熟的商品化軟件有德國的Magmasoft,法國Procast、Flow-3D等[7]。在國內鑄造計算機模擬仿真技術領域,清華大學、華中科技大學等單位也取得了長足的發展[8]。
借助模擬仿真技術,研究了鋁合金反重力鑄造條件下,冷鐵、補縮壓力和鑄件厚度等對缺陷形成的影響規律,研制了合格平板鑄件。
2 方法
研究采用平板結構件,澆注系統采用縫隙式澆注系統,低壓澆注。平板試驗件及澆注系統設計如圖1a所示。圖1b中,依次排列6塊平板(1~6),分為澆冒口系統和通用冷鐵。
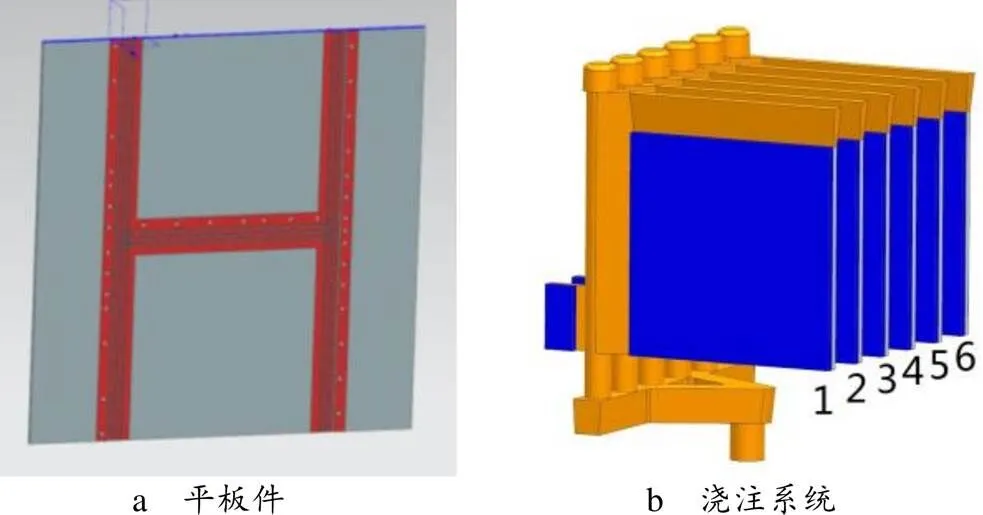
圖1 平板件及澆注系統示意圖
平板鑄件初始厚度設置為20mm,尺寸為576mm×573mm,因其面積較大,故每塊平板設置了1根縫隙澆道,澆道直徑65~70mm,澆道長度為800mm,通用冷鐵初始厚度設置為15mm。因其典型壁厚較薄,冒口不好放置,故通過加長縫隙澆道的長度補縮鑄件。
3 結果與討論
3.1 冷鐵分布的影響
低壓澆注曲線如圖2所示,保壓壓差設置為35kPa。
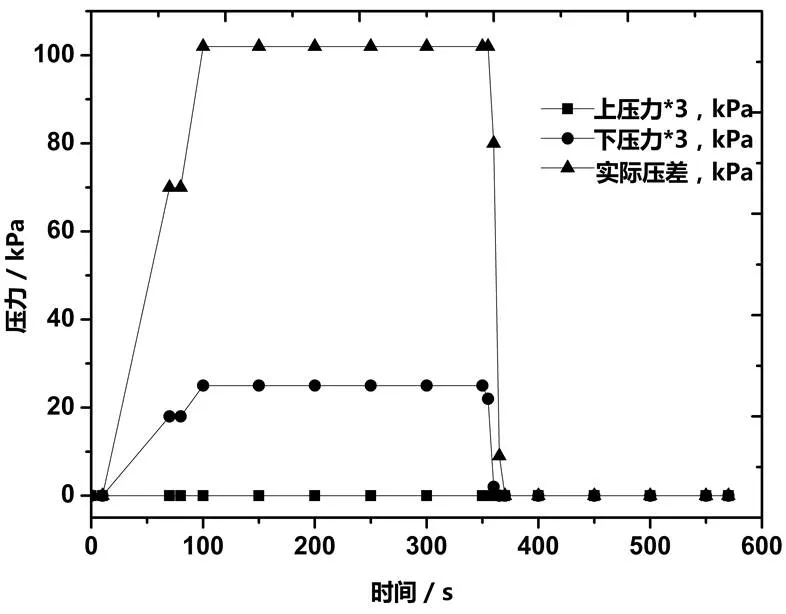
圖2 保壓壓差35kPa的低壓澆注曲線
采用上述工藝澆注平板件,結果如圖3所示,平板產生缺陷為縮松缺陷(圖中標記),位于冷鐵較大間隙處。

圖3 縮松缺陷位置示意圖(鑄件壁厚20mm,冷鐵厚度15mm)
針對缺陷形成位置,分析其原因。最大冷鐵間隙超過30mm,這些部位晚于四周凝固,凝固過程中得不到金屬液的補充,從而形成縮松缺陷。
針對上述問題,精確控制實際過程,保證冷鐵間間隙小于5mm,再次澆注,平板產生的缺陷依然為縮松缺陷,如圖4所示。

圖4 縮松缺陷照片
盡管缺陷種類類似,但產生缺陷的位置與冷鐵間間隙較大時的位置存在明顯差異,縮松缺陷在平板上的分布比較分散,在平板上部、下部、靠近立筒側和遠離立筒側都有多處分布,且在冷鐵的中心位置也有分布,如圖5所示。
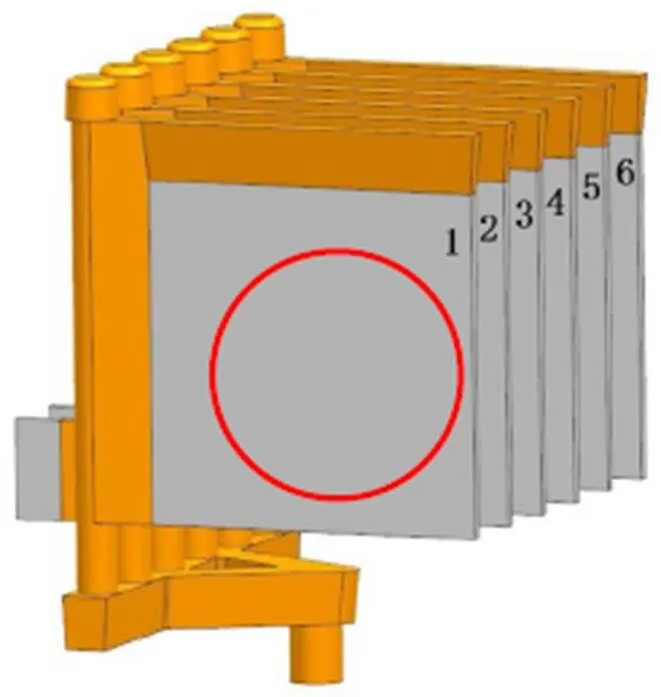
圖5 縮松缺陷均勻分布
3.2 保壓增壓值的影響
澆注工藝,特別是壓力值對鑄件質量影響明顯。平板鑄件所需壓力計算如下:
鋁合金密度為2.7g/cm3,按照重量密度比關系,760mm汞柱相當于鋁合金液柱高度為760×13.6÷2.7=3828mm,即100kPa≈1個標準大氣壓=3828mm鋁合金液柱。因此,1kPa≈38mm鋁合金液柱。
平板澆注時合金液面與鑄件型腔頂部高度差達到2344mm以上(直澆道底部到冒口頂部1044mm+底箱200mm+中隔板至澆注完成后液面距離1100mm),保證鑄件完整澆注成型所需壓力至少為62kPa。另外,為減少鑄件內部缺陷數量及等級,結殼壓力需10kPa,保壓壓力還需35kPa,因此,鑄件澆注過程共需107kPa壓力,壓差上限至少要107kPa。
為驗證保壓壓力對鑄件缺陷形成的影響,首先開展模擬仿真研究。表1所示為澆注的實際低壓工藝參數,保壓增壓值分別為35kPa、20kPa、15kPa。
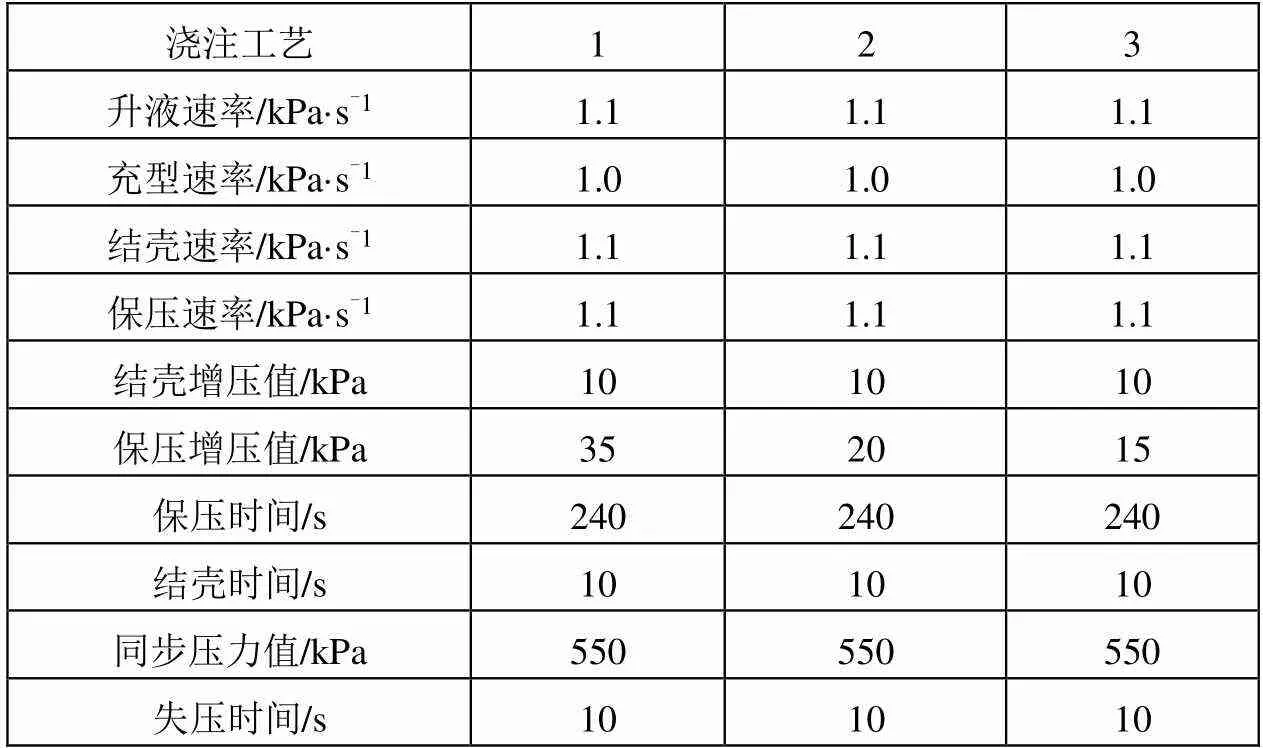
表1 實際低壓澆注工藝參數表
由仿真結果可知,鑄件厚度均為20mm,冷鐵厚度15mm時,壓差由15kPa提升至20kPa時,缺陷形成傾向變化不大,提升至35kPa時,缺陷形成傾向明顯降低。實際驗證中,采用壓差為20kPa的澆注工藝實際澆注平板,缺陷形成數量明顯多于壓差為35kPa,證實了壓差對鑄件缺陷的形成具有重要影響,如圖6所示。

圖6 不同保壓增壓值的工藝仿真結果
3.3 鑄件壁厚與冷鐵厚度的相互關系
當壓差足夠條件下(35kPa),探討冷鐵厚度與鑄件厚度對缺陷形成的影響關系,首先開展模擬仿真,結果如圖7所示。

圖7 鑄件與冷鐵影響驗證模型與仿真結果
仿真結果表明,在保壓壓力為35kPa條件下,當鑄件厚度或冷鐵厚度一定時,增加冷鐵厚度或減小鑄件厚度,缺陷形成傾向明顯增加,兩者存在匹配關系。同時,可以發現冷鐵之間存在較大間隙時,鑄件相應位置形成缺陷的傾向較大,與實際澆注結果吻合。開展實際澆注,拍片結果顯示,未放置冷鐵的厚度20mm平板拍片合格(4號板,圖片未示出),其余均不合格。有缺陷的平板如圖8所示。

圖8 不同鑄件與冷鐵厚度條件下的鑄件缺陷位置示意圖
當鑄件厚度為20mm時,冷鐵厚度由15mm(圖8a)減小至10mm(圖8b),再至取消冷鐵(合格鑄件,未示出),可減小鑄件的縮松傾向;當冷鐵厚度為10mm,鑄件厚度由12mm(圖8e)增加至20mm(圖8b),或者當冷鐵厚度為15mm,鑄件厚度由16mm(圖8d)增加至20mm(圖8a)時,可減少鑄件的縮松傾向,上述結果與仿真分析一致。
3.4 缺陷形成分析
針對縮松缺陷,在缺陷位置打開,如圖9所示,發現縮松缺陷在厚度方向都分布在遠離冷鐵的一側,深度約12mm。
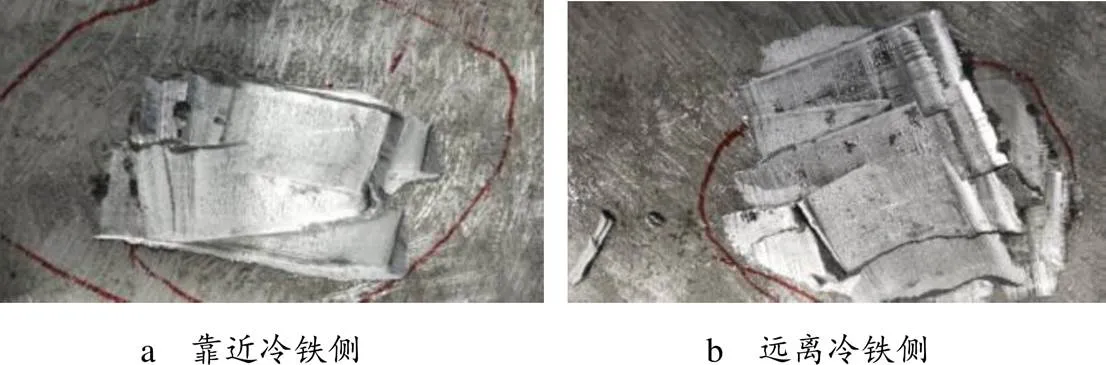
圖9 縮松缺陷分布照片
由于冷鐵激冷作用,合金液凝固過程中,靠近冷鐵一側首先凝固,遠離冷鐵一側最后凝固,在凝固過程中,補縮通道越來越窄,要求較高的補縮壓力才能實現補縮,在補縮壓力不足情況下易出現縮松缺陷。當保壓增壓值充足時,可實現補縮。當補縮壓力一定時,增加冷鐵厚度或減小鑄件厚度,會減小補縮通道,使得缺陷形成傾向增加。因此,鑄件厚度、冷鐵厚度以及保壓壓力對鑄件缺陷的形成具有相互影響關系,需綜合考慮。同時,平板件的合格研制是沒有放置冷鐵的,這與實際鋁合金艙體、支架等結構鑄件的合格研制具有明顯差異,相關機理需深入研究。
4 結束語
a. 冷鐵分布對平板鑄件缺陷的形成具有明顯影響,當冷鐵之間存在較大間隙時,間隙處易形成縮松缺陷。
b. 增壓保壓值對鑄件缺陷的形成具有重要影響,當增壓保壓值相對較低時,無法有效促進縮松等缺陷的補縮,增大保壓值可有效降低缺陷形成傾向,針對典型鑄件,增壓保壓值需高于一定數值。
c. 當增壓保壓值一定時,鑄件厚度與冷鐵厚度對鑄件缺陷形成影響同樣明顯。當鑄件厚度或冷鐵厚度一定時,減小冷鐵厚度或增大鑄件厚度,可有效降低縮松缺陷的形成傾向。
1 李中權,肖旅,李寶輝,等. 航天先進輕合金材料及成形技術研究綜述[J].上海航天,2019(2):9~21
2 周林,曾捷,李鈺,等. 空間環境鋁合金板結構熱屬性光纖監測技術研究[J]. 上海航天,2017(3):108~115
3 肖冰,康鳳,胡傳凱,等. 國外輕質結構材料在國防工業中的應用[J]. 兵器材料科學與工程,2011(1):94~97
4 陳先先,屈盛官,李彬. 大型薄壁復雜鋁合金油底殼低壓鑄造過程數值模擬研究[J]. 鑄造技術,2015(6):1545~1549
5 余瑾,楊天云,楊兵,等. 大型鋁合金薄壁件低壓鑄造工藝研究[J]. 特種鑄造及有色合金,2011(10):935~938
6 熊守美,許慶彥,康進武. 鑄造過程模擬仿真技術[M]. 北京:機械工業出版社,2004
7 許慶彥,熊守美,周建新,等. 鑄造技術路線圖:數字化、網絡化、智能化鑄造[J]. 鑄造,2017(12):1243~1249
8 周建新. 鑄造計算機模擬仿真技術現狀及發展趨勢[J]. 鑄造,2012(10):1105~1115
Research on Anti-gravity Casting Technology for Large Thin-walled Aluminum Alloy Plate Parts
Wang Xianfei Pan Long Cui Enqiang Li Chengxin Fang Yu Li Baohui Xiao Shanchu
(Shanghai Spaceflight Precision Machinery Institute, Shanghai 201600)
For casting the large thin-wall plate of aluminium alloy with high quality, the effect of chill distribution, boost pressure, and the thickness of the casting and chill on the formation of casing defect was studied. The results show that, chill distribution, boost pressure and the thickness of the casting and chill has significant impact on the formation of the casting defect. When the gap between chills was bigger, the location of the gap can easily form the shrinkage porosity. Increasing the boost pressure can decrease the formation of defect. When the chickness of the casting or the chill was fixed, decreasing the chickness of the chill or the casting can decrease the formation of defect.
anti-gravity casting;casting defects;numerical simulation;chill
國家科技重大專項“高檔數控機床與基礎制造裝備”項目(2017ZX04006001)。
王先飛(1986),博士,材料加工專業;研究方向:鑄造過程模擬仿真、輕合金精密鑄造技術。
2020-08-15
