汽車放物盒殼體注射模設計
2020-11-12 09:32:40李瑞友
模具工業 2020年11期
關鍵詞:設計
張 琳,李瑞友,張 磊
(1.青島職業技術學院,山東 青島 266555;2.青島海爾模具有限公司,山東 青島 266103)
0 引言
隨著汽車工業的不斷發展,汽車各方面也不斷創新,特別對于貨車,一輛好的貨車不僅要有良好的功能和駕駛性能,更需要一個良好的駕駛環境,因此駕駛室空間的設計越來越大,越來越舒適。貨車上儲物架空間與外觀的設計尤為重要,既要實用又要人性化,既能滿足長途駕駛中駕駛員及陪護人員的起居儲物需求,又能實現多元化功能要求。
1 塑件成型工藝分析
貨車儲物架放物盒殼體如圖1所示,材料為PP-T20,收縮率為1.1%,改性PP具有高流動性和優良的力學性能,能滿足塑件強度和功能要求。塑件外形尺寸為714 mm×460 mm×184 mm,平均壁厚為3 mm,模具型腔布局為1模1腔結構,屬于中等復雜注射模。塑件正面為外觀面,表面粗皮紋處理,皮紋深度為110 μm,外觀面拔模角≥8°,滿足紋理要求,塑件外觀表面質量要求高,不允許有澆口痕、收縮痕、色差、飛邊、變形等缺陷。因塑件下部左右方孔安裝電子控制盒,側向方孔等結構成型需內部側向脫模[1]。
2 模具結構設計
成型放物盒殼體的模具結構如圖2所示,采用正裝4點針閥式熱流道澆注系統,4個潛伏式澆口。因成型的塑件功能較多導致模具結構復雜,定模采用局部鑲拼結構,利用液壓缸活塞桿驅動內抽芯滑塊抽芯,動模成型塑件倒扣的空間受限,采用機械拉鉤結構進行二次開模內抽芯設計,動、定模分模時驅動拉鉤結構實現二次開模。動、定模4個角設計圓導柱導向結構,模具最大外形尺寸為1 340 mm×1 200 mm×1 120 mm。
2.1 澆注系統設計
2.1.1 模流分析
放物盒殼體為貨車上儲物架中間重要內飾外觀件,外觀面不允許有明顯缺陷,特別是型腔中深筋位及流動末端需要加強排氣。由于塑件結構和功能要求,形狀近似方框形,成型的塑件不可避免會有熔接痕缺陷,模流分析時需重點考慮。圖3(a)所示模流分析填充平衡,模流方案澆口設計在待成型塑件的非外觀面上。成型時熔接痕主要由多股料流匯合造成,CAE分析過程中通過控制器控制澆口開合順序以調整進澆量,將熔接痕控制在非重要外觀面或邊角處,以滿足客戶使用要求,熔接痕分布如圖3(b)所示,實際生產中也可以通過調整成型工藝參數以減輕熔接痕對塑件外觀的影響。
2.1.2 熱流道系統設計

圖1 塑 件

圖2 模具總體結構

圖3 模流分析與熔接痕分布
放物盒殼體注射模設計中,熱流道系統為4點(帶分流板)整體閥式,為方便熱流道機構與定模板的拆裝,采用定模推板與熱流道板固定,后期維修保養時實現整體拆裝,如圖4所示。其優點為:①定模由定模板和熱流道總裝模塊兩部分組成,熱流道總裝模塊可以進行整體吊裝,模具在整體拆裝過程中實現快速安裝和拆卸,提高效率;②整體式熱流道系統避免重復拆裝時有漏料的風險;③整體式熱流道通過金屬線架集成,對電器元件起保護作用;④熱流道采用整體組合裝配,可以提高裝配精度和可靠性;⑤提高模具拆裝效率,降低模具維護和保養成本。
2.2 成型零件設計
成型的塑件外觀面區域做粗皮紋裝飾,定模型腔壁面拋光600#滿足要求,動模型腔壁面拋光至300#,確保成型的塑件能脫模。定模材料為718H預硬鋼,動模鑲拼材料為P20預硬鋼,滑塊、斜推塊等均為718H預硬鋼,碳氮共滲至700 HV以上,滿足模具生產30萬件的使用要求。動、定模四角設計5°的凸臺鎖緊結構和4組1°精定位結構,既提高模具配合精度和增加模具強度,又避免分型面局部區域插穿及避免皮紋拖傷風險。
2.3 抽芯結構設計
塑件因功能及裝配要求設有較多的倒扣,模具側向抽芯結構也較多,特別是成型塑件裝配顯示器方槽內的抽芯,模具總體抽芯結構為:①定模需要液壓缸活塞桿驅動側向內抽芯;②動模側滑塊抽芯結構及兩側狗窩倒扣斜推塊側抽芯;③模具兩側二次開模內抽芯滑塊和抽芯結構。
2.3.1 定模內抽芯滑塊結構設計
定模內抽芯結構如圖5(a)所示,在液壓缸1活塞桿驅動下,通過推板組合結構帶動T形鎖緊塊5,內抽芯滑塊7沿T形滑道運動實現側向抽芯,如圖5(c)所示,考慮此處結構加工和研配工藝合理性,將蓋板8和鑲件9鑲拼,便于內抽芯滑塊7拆裝和研配。

圖4 澆注系統

圖5 定模內抽芯結構
2.3.2 滑塊側抽芯結構設計
分型面處滑塊布局如圖6(a)所示,共有7個滑塊,其中2個為潛伏式澆口滑塊。滑塊4在斜導柱3驅動下行程為12 mm,考慮分型面在待成型塑件R角處,其分型線影響成型塑件的外觀質量。設計滑塊需考慮加工精度和研配工藝,滑塊4個頂部設計凸起10 mm沉入定模板1,研配時可以將滑塊4放入定模板1緊固并進行整體拋光,確保外觀面R角無分型線缺陷。

圖6 滑塊抽芯結構
2.3.3 斜推塊側抽芯結構設計
模具設計18個斜推塊,其中2個為潛伏式澆口斜推塊,塑件最大倒扣量為21 mm,設計的斜推塊斜度為10°,推出距離為140 mm,最大側抽芯距離為:140×tan10°=24.68 mm,滿足側抽芯要求。該模具斜推塊分為2種形式:方形和圓形,其中方形斜推塊適合于運動空間較小、斜度一般在10°以內,設計了8個,方形斜推塊孔區域為鑲拼結構,便于線切割加工;圓形斜推塊適合運動空間大且角度小于15°,設計了10個,斜推塊布局如圖7所示。
2.3.4 二次開模內抽芯結構

圖7 斜推塊布局
二次開模內抽芯結構如圖8所示,動模固定板5與動模板11在分型面打開前保持不動,開模時,通過定、動模機械拉鉤帶動動模板11移動,動模固定板5上固定的T形鎖緊塊Ⅰ、Ⅱ、Ⅲ保持不動,動模板11上內抽芯滑塊2、型芯Ⅰ、Ⅱ在拉鉤作用下整體向前運動,內抽芯滑塊2、型芯Ⅰ、Ⅱ在T形鎖緊塊Ⅰ、Ⅱ、Ⅲ驅動下完成側向或斜向抽芯,實現成型塑件的倒扣側向脫模。塑件倒扣為3 mm,動模板11與動模固定板5相對運動距離為30 mm,T形鎖緊塊Ⅰ、Ⅱ、Ⅲ斜度設計為12°,內抽芯行程為:30×tan12°=6.37 mm,滿足塑件倒扣的側抽芯要求。

圖8 二次開模內抽芯結構
2.3.5 拉鉤結構
開模時注塑機滑塊帶動定模板1,通過拉鉤I和擋塊4帶動動模板3往前運動,動模板3上的內側滑塊在T形鎖緊塊作用下實現側向內抽芯。當動模運動S距離后在動模固定板7上的拉鉤II作用下,壓縮擋塊4,迫使拉鉤I與擋塊4脫鉤,定模板1與動模板3分離,同時動模板3在限位拉桿作用下停止運動,完成內抽芯滑塊抽芯動作,如圖9所示。根據塑件倒扣量和T形鎖緊塊的斜度,動模二次開模行程為:S=30 mm[2]。
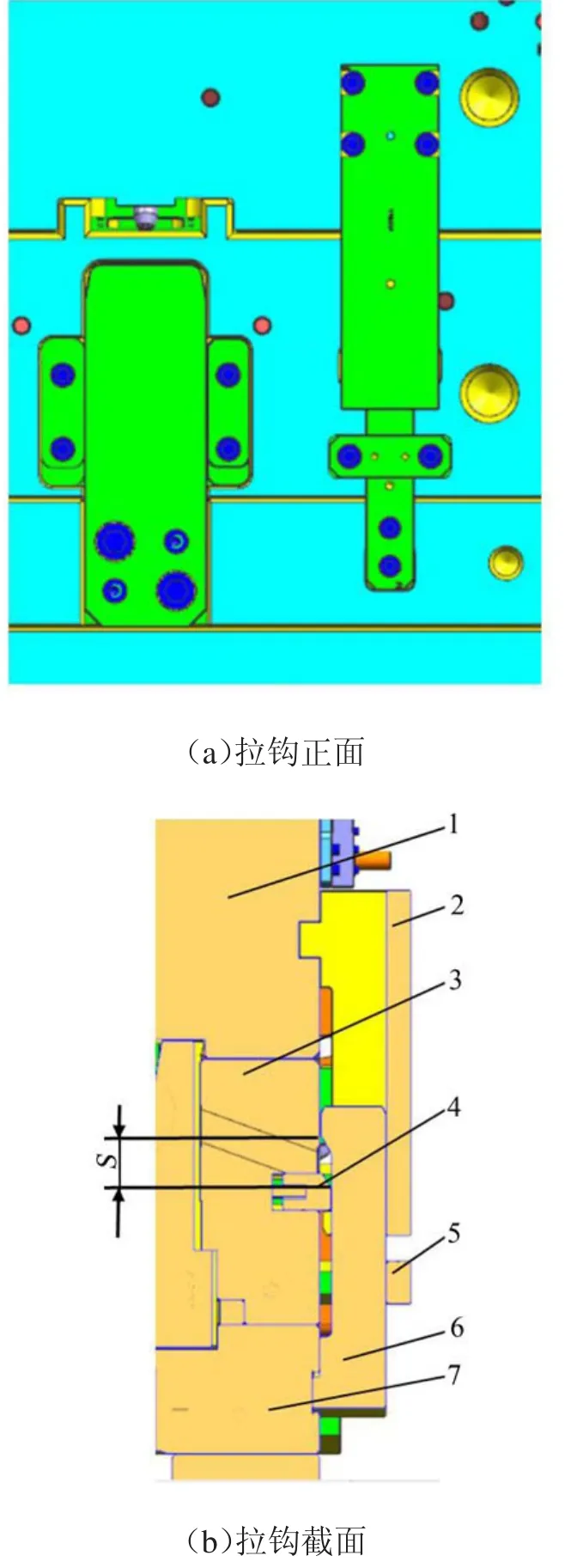
圖9 二次頂出行程
2.4 冷卻系統設計
模具均勻合理的冷卻水路設計,可以提高塑件的成型質量,縮短塑件成型周期。設計的冷卻水路如圖10所示,冷卻系統設計需注意以下幾點。

圖10 冷卻水路
(1)原則上隨塑件形狀設計冷卻水路,優先選用直通水路,定模和鑲件設計直通斜水路,動模因內抽芯滑塊、斜推塊、鑲件等影響采用直通水路+點冷組合形式。
(2)動、定模的水路要進行分區域冷卻設計,且動、定模冷卻水路近似“手掌”式對稱排布,試模驗證時預留冷卻水路控制、調整變形等工藝優化空間,模流分析中成型的塑件易出現熔接痕處,可設計單獨的冷卻水路,通過提高該區域局部溫度達到減輕熔接痕的影響。
(3)冷卻水路設計原則上冷卻水從模具溫度高的部位流向模具溫度低的部位,進出水溫度差控制在5℃以內,因此設計每一循環水路在模具內的有效冷卻距離不能大于3 m。
(4)熱流道板、定模板、動模板、動模固定板等均需設計冷卻水路,避免模具量產時熱量集中,影響生產效率和模具零件動作的可靠性,整體熱流道系統設計單獨的冷卻水循環,以保證熱流道液壓系統的正常工作溫度。
(5)定模設計6組冷卻水路:型腔板5組,其中包括定模抽芯鑲件單獨設計1組冷卻水路,確保抽芯動作可靠穩定,熱流道系統設計1組冷卻水路;動模也設計6組:型芯5組冷卻水路,二次開模抽芯鑲件單獨設計1組冷卻水路。
(6)動、定模冷卻水路進出水分別集成在一個集水器上,固定在模具的非操作側便于拆裝,集水器設計水路截面面積≥支路水路截面積之和。
2.5 推出系統設計
模具推出系統采用“斜推塊+直推塊+組合推管+推桿”的組合推出設計,如圖11所示,包括8個直推塊3、8個圓桿斜推塊2、10個方斜推塊4、10個組合推管1和22根推桿5,因考慮推出距離140 mm及動模二次開模可靠性,推出動力由液壓缸提供[3]。

圖11 組合推出結構
3 模具工作過程
模具工作過程如下。
(1)合模。注塑機控制動、定模閉合,定模液壓缸內抽芯滑塊鎖緊復位。
(2)注射成型。熔體通過注塑機噴嘴、熱流道系統、流道進入型腔進行填充。
(3)保壓/冷卻。型腔填充后,進行保壓、冷卻、固化等。
(4)定模抽芯。開模前注塑機控制定模液壓缸活塞桿抽芯動作。
(5)開模。定模抽芯完成后,動、定模從分型面打開,通過機械拉鉤帶動動模二次開模,實現動模內抽芯。
(6)推出脫模。開模后,注塑機控制液壓缸活塞桿完成模具零件的相關推出動作,將成型塑件推出,機械臂從模具中取出塑件。
(7)復位。塑件取出后,注塑機控制液壓缸活塞桿實現模具零件的復位。
4 設計中應注意的問題
(1)塑件為方框結構,易出現熔接痕缺陷,經模流分析,熔接痕對應模具部位加強排氣和設計單獨的冷卻水路,便于后期工藝調整,減輕熔接痕對塑件外觀的影響。
(2)定模液壓缸驅動內抽芯結構較復雜,需提前判斷加工工藝合理性和裝配工藝可靠性。
(3)設計動模二次開模時應考慮機械動作可靠性和穩定性,導向零件盡量采用石墨自潤滑材料,同時應注意冷卻水路設計要均勻,避免出現局部溫度過高導致模具零件出現動作卡滯現象。
(4)控制動模二次開模拉鉤組件選用H13材料,熱處理硬度為48~55 HRC,設計圓形油槽,確保模具零件動作可靠穩定。
5 結束語
通過對塑件結構進行分析,優化模具結構,確保模具零件動作穩定可靠,模具一次試模成功,其使用壽命滿足設計要求,對同類塑件的模具設計具有參考作用。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04