某鋁合金電池包下蓋虛擬制造公差分析
2020-11-12 02:14:22肖榮光李鑫
汽車實用技術 2020年19期
肖榮光 李鑫

摘 要:文章以國外某高端電動汽車鋁合金電池包下蓋的制造工藝為例,運用三維公差分析軟件,實現計算機輔助的虛擬制造,針對DTS某一測點精度要求,通過對夾具設計方案和裝配工藝流程的調整,有效降低了裝配偏差的超差率,制定滿足要求的精度控制方案。
關鍵詞:虛擬制造;公差分析;GD&T
中圖分類號:U469.7 ?文獻標識碼:B ?文章編號:1671-7988(2020)19-15-04
Tolerance Analysis of Virtual Manufacturing of Aluminum Alloy Battery Cover
Xiao Rongguang1, Li Xin2
( 1.Liaoning Zhongwang Group Co., Ltd., Liaoning Liaoyang 111003;
2.Chongqing University of Technology, Chongqing 400054 )
Abstract: This paper takes the manufacturing process of the aluminum alloy battery cover of a luxury EV as an example, using tolerance analysis software to realize computer-aided virtual manufacturing. According to the accuracy requirement of a measuring point in DTS, through adjusting the fixture design scheme and assembly process, the OVER-TOLERANCE rate of assembly deviation is effectively reduced, and the precision control scheme that meets the customer's requirements is confirmed.
Keywords: Virtual manufacturing; Tolerance analysis; Aluminum alloy battery
CLC NO.: U469.7 ?Document Code: B ?Article ID: 1671-7988(2020)19-15-04
1 前言
電池包作為新能源汽車的核心部件,它的結構、性能、制造等方面越來越受到工程師的關注。零件公差設計是電池包結構設計的一個重要組成部分,若零件公差設計不合理,對電池包的生產制造有很大影響。電池包殼體裝配是電池包裝配過程中比較重要的一個步驟。一般汽車上的電池包體積較大,且密封性要求高(增加橡膠密封墊,IP=67),由于上下殼體裝配孔數量有幾十上百個,這在一定程度上增加了殼體上孔的設計、加工、裝配難度。多孔裝配對公差設計要求較為嚴格,如果零件尺寸公差設計不合理,可能出現以下問題:
(1)上下殼體裝配成功率較低;
(2)廢品率增加;
(3)生產成本提高。
為了解決這些問題,本文以以國外某高端電動汽車鋁合金電池包下蓋的制造工藝為例,運用公差分析軟件以虛擬制造的方式檢驗零件公差設計的合理性,如果公差設計不合理,尺寸工程師將以此為依據及時對加工工藝和結構設計給出優化方案。傳統殼體類焊接總成制造,往往依靠經驗來確定公差,在生產過程中不斷進行方案修改和夾具調試,這種方式不能從根源上解決偏差問題,并且制造精度的提高有可能帶來制造成本的上升,最終產品處于競爭劣勢,因此運用先進的尺寸工程技術及開發流程勢在必行。
擠壓鋁合金型材由于模具開發成本低,輕量化效果顯著,因此在目前電池包殼體的材料應用中,用量較大,成為主流。但擠壓鋁合金材料變形在實際生產過程中十分常見,導致鋁合金材料變形的原因是多樣化的,不僅有加工因素還有環境因素[2]。因此鋁合金電池包制造精度控制難度大,在前期尺寸分析需要引入新的分析方法并結合生產經驗共同制定精度控制策略。
虛擬制造技術是以模擬現實和仿真技術為基礎,對目標產品的設計、生產過程統一的進行建模,通過計算機實現目標產品從設計、加工和裝配、檢驗和使用整個生命周期的模擬和仿真。因此,可以在產品生產前模擬將要進行生產的產品的性能和制造過程,發現生產中可能面臨的問題,以此來優化產品的設計質量和制造過程,加強生產管理和科學規劃資源的分配,提高終生質量和生產效率,達到縮短生產周期和降低生產成本的目的,從而提升企業在市場中的競爭優勢[1]。
2 虛擬制造公差分析案例
2.1 分析流程
2.2 仿真分析
該產品由鋁合金擠壓型材、鋁合金鑄件、鋁合金鍛件,經攪拌摩擦焊,MIG焊,鉚接,螺接,等多種連接工藝組合而成,制作工藝較為復雜,總成精度控制難度大。在電池包下殼體的制造過程中,每一單體零件的裝配過程都會對總成精度造成影響,夾具定位,零件公差,裝配順序是偏差產生的主要三個因素。首先需求根據產品DTS要求,進行焊接層級的分析,確定工藝流程,初步確定的工藝流程如下圖所示。
公差分配方法分為三種,極值法,概率法和蒙特卡洛模擬法。極值法對零件公差要求較高,經濟性差,因此本文首先依據總成DTS測點公差要求基于概率法做初步公差分解,獲得單個零件的公差要求,然后采用計算機仿真,實質是蒙特卡洛模擬法,驗證公差設計的合理性。以測點PM07(B-B剖視位置孔,公差要求)為例,表1是概率法常用公差分配表,闡明公差影響因素,公差大小及計算公差范圍。
依據公差分配結果和RPS設計要求,形成初版的零件GD&T圖紙。
由于一維尺寸鏈分析的局限性及工藝的復雜性,部分測點按照概率法進行公差分解難度較大,此時需要按照工廠加工能力,初步擬定單體零件公差值,完成所有零件公差分配后,借助虛擬制造公差分析軟件,驗證單體零件公差的合理性。
建立仿真模型。將3D數模導入分析軟件,根據零件GD&T圖紙中的公差賦予到各單體零件中,根據前期分析的焊接工藝流程,定義裝配順序,將總成DTS要求的測點位置賦予到總成零件中,由于暫未進行夾具詳細設計,運用虛擬點表征零件裝夾定義位置。總成大部分零件為擠壓型材和鑄件,因此作為剛性件處理,零件裝配類型使用要求較為寬松的階梯型裝配。
公差計算仿真。模擬結果通常以兩類文件輸出,一類是測點位置的尺寸偏差結果,由STD、上下偏差、超差率等一系列指標反映測點是否是合格,另一類是偏差敏感度分析報告,反映各類偏差對測點公差的貢獻度。根據貢獻度指數可以排查導致測點偏差的主要因素。
以測點PM07舉例,查看仿真結果,驗證前期基于概率法分配到零件的公差是否合理。
如圖所示,測點PM07的Y向位置度公差不能滿足公差要求,主要偏差因素貢獻分析如下表:
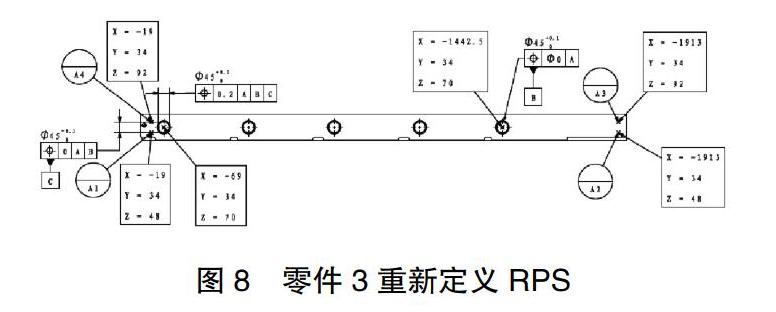
2.3 優化分析
通過對偏差因素貢獻表的解讀,零件Z向定位面偏差以及焊接位置零件的輪廓度偏差是造成測點Y向偏差的主要因素。究其原因,零件屬于框架邊梁,主定位面設置在Z方向,定位面積不足,穩定性差,同時裝配對象底板零件7L-03擠壓后的扭擰度變形(該處輪廓度公差范圍0.5mm),雙重因素影響被測孔的Y向精度。
應對測點PM07 的Y向偏差問題,優化方案如下:一、更改夾具設計,零件3主定位面設置在Y方向的大平面,修改零件GD&T信息如下圖;二、由于成本因素,暫不考慮提高底板零件7L-03扭擰度,利用現有資源由原先的3-2-1定位方式調整為適合柔性零件的N-2-1定位方式,實際生產中依靠夾具夾緊力對抗變形,重新調整仿真模型,做試探分析。
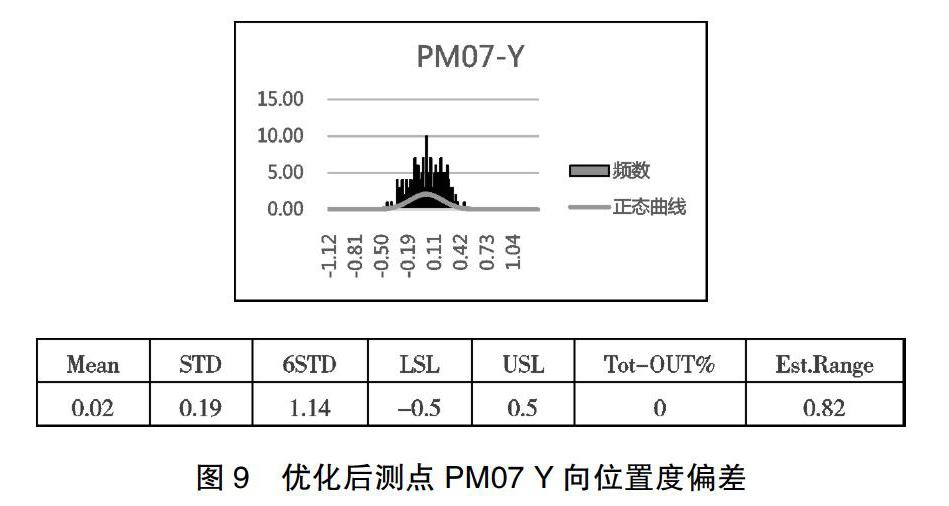
仿真結果如下,主要偏差來源為被測孔自身Y向位置度偏差,在不考慮焊接變形及測量偏差的前提下,零件公差100%滿足總成公差要求。
3 結束語
本文以國外某高端電動汽車鋁合金電池包下蓋的制造工
藝為例,以測點PM07為研究對象,首先采用概率法對零件公差進行分配,然后運用計算機輔助的公差設計,驗證公差的合理性,結合分析結論,提出了控制精度更好夾具設計方案和裝配工藝流程,最終滿足DTS的要求。但本文分析中提到的,依靠夾具夾緊力對抗變形,實際焊接過程中,夾緊力釋放后會產生部分的變形回彈,該部分回彈偏差暫不能在仿真結果中體現的,需要后續生產中持續優化和改進。
參考文獻
[1] 陸樂.現代機械工程設計領域虛擬制造技術的運用[J].內燃機與配件,2018(09):219.
[2] 王紀來,楊曉東,陳剛.淺析鋁合金材料加工變形控制措施[J].世界有色金屬,2018(02):205.
[3] 曹渡,劉永清.汽車尺寸工程技術[M].機械工業出版社,2016.
