圓柱銷(xiāo)沖扁方孔模具設(shè)計(jì)改進(jìn)
2020-11-21 06:49:36王明
江蘇科技信息 2020年28期
王 明
(南京登煜機(jī)械設(shè)備制造有限公司,江蘇南京211800)
1 設(shè)計(jì)背景
棒料圓柱面上開(kāi)方孔的方法有很多種,比如線切割、電火花,但效率都不高成本卻很高,不適合大批量的生產(chǎn)。現(xiàn)實(shí)生產(chǎn)中都是用壓力機(jī)配合沖孔模具進(jìn)行大批量生產(chǎn),在自由鍛上完成沖孔。對(duì)于小型的鍛件,沖頭是靠手工用鉗子夾到工件上沖孔,當(dāng)加工大型鍛件的大孔的時(shí)候沖頭較大,靠手工夾鉗固定沖頭不安全,隱患多,工人的勞動(dòng)強(qiáng)度大,生產(chǎn)效率低而且孔的加工精度也很難保證。摩擦壓力機(jī)出現(xiàn)以后,配合相應(yīng)的模具,克服了鍛錘的不足之處,生產(chǎn)效率明顯提高。然而,隨著科技的進(jìn)步,冶煉技術(shù)的提高,新型沖床的出現(xiàn),高效率的機(jī)械為主的加工方式極大地沖擊了傳統(tǒng)手工為主的生產(chǎn)方式。無(wú)論從生產(chǎn)效率還是從安全因素考慮,隨時(shí)的改進(jìn)勢(shì)在必行,一刻不能停滯[1]。
2 傳統(tǒng)壓力機(jī)模具設(shè)計(jì)
2.1 摩擦壓力機(jī)特點(diǎn)
摩擦壓力機(jī)是一種采用摩擦驅(qū)動(dòng)方式的螺旋壓力機(jī),又稱(chēng)雙盤(pán)摩擦壓力機(jī),依靠飛輪與摩擦片的接觸傳動(dòng),借助螺桿與螺母的相對(duì)運(yùn)動(dòng)完成工作,把摩擦盤(pán)的圓周運(yùn)動(dòng)轉(zhuǎn)化為螺旋的上下直線運(yùn)動(dòng)。摩擦壓力機(jī)的結(jié)構(gòu)簡(jiǎn)單,操作方便,價(jià)格低廉,應(yīng)用十分廣泛,可用于各行各業(yè),廣泛應(yīng)用于耐火磚、機(jī)械制造、汽車(chē)沖壓等行業(yè),可完成模鍛、鐓鍛、彎曲、校正、精壓等工作。但也存在著能耗大、易損失、效率低、勞動(dòng)強(qiáng)度大、安全系數(shù)低等缺點(diǎn)。
2.2 模具動(dòng)作原理
根據(jù)摩擦壓力機(jī)的這些特點(diǎn)設(shè)計(jì)出模具,如圖1所示。
當(dāng)上模升到極限位置時(shí),打開(kāi)卡模1,裝入胚料,使之與卡模1上的可調(diào)限位裝置頂靠,圓銷(xiāo)料軸向定位,閉合卡模1。沖頭開(kāi)始向下運(yùn)動(dòng),導(dǎo)向板5開(kāi)始導(dǎo)向,使卡模1夾緊圓銷(xiāo)料,然后沖孔,沖裁結(jié)束沖頭回程完成一次沖裁。導(dǎo)向板向下移動(dòng),接觸到卡模時(shí),如果卡模的左右卡子沒(méi)有擺正就會(huì)出現(xiàn)導(dǎo)向板與卡模卡死的現(xiàn)象,另外卡模與導(dǎo)向板的兩側(cè)磨損不一致的時(shí)候就會(huì)出現(xiàn)棒料夾持不緊造成偏心,影響沖裁效果和質(zhì)量,速度不快時(shí),生產(chǎn)比較穩(wěn)定。當(dāng)模具安裝在速度比較快的開(kāi)式可傾壓力機(jī)上時(shí),弊端就會(huì)出現(xiàn)。
2.3 開(kāi)式可傾壓力機(jī)特點(diǎn)
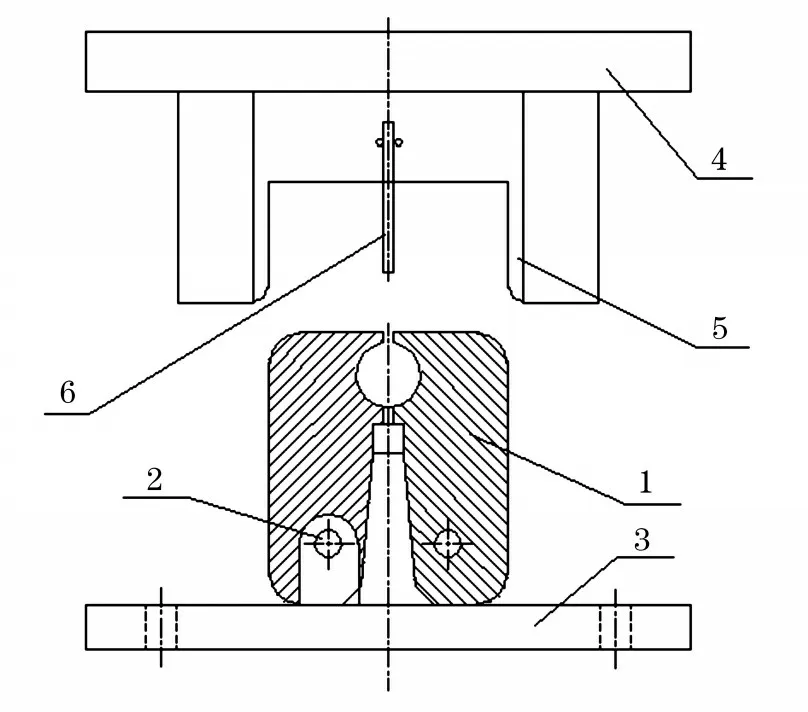
圖1 模具
開(kāi)式可傾壓力機(jī)是應(yīng)用曲柄連桿機(jī)構(gòu)進(jìn)行工作的,由電動(dòng)機(jī)通過(guò)皮帶輪帶動(dòng)曲柄軸旋轉(zhuǎn),曲柄軸連著飛輪,曲柄軸旋轉(zhuǎn)帶動(dòng)滑塊做上下直線運(yùn)動(dòng),同時(shí)飛輪旋轉(zhuǎn)產(chǎn)生慣性以增加沖裁壓力。開(kāi)式可傾壓力機(jī)除了有結(jié)構(gòu)簡(jiǎn)單,通用性強(qiáng),精度高,性能可靠,便于操作,維護(hù)費(fèi)用低的優(yōu)點(diǎn)外,就是沖裁速度快,圖1中模具安裝在開(kāi)式可傾壓力機(jī)上后,生產(chǎn)效率并沒(méi)有提高,反而出現(xiàn)了種種弊端。
2.4 原因分析
圖1中模具是依靠導(dǎo)向板接觸卡模,通過(guò)卡模閉合夾緊圓柱棒料,上沖頭下行完成動(dòng)作。卡模的定位是依靠卡模固定銷(xiāo),卡模圍繞卡模固定銷(xiāo)旋轉(zhuǎn)的。壓力機(jī)速度比較慢的時(shí)候,可以人為地去保證卡模的垂直度,或者在基本垂直的時(shí)候?qū)虬逵凶詣?dòng)定位的功能,從而讓閉合的卡模順利地進(jìn)入導(dǎo)向板。當(dāng)沖裁速度加快時(shí),如果卡模夾持不正,卡模的動(dòng)作來(lái)不及配合導(dǎo)向板的定位功能,很容易出現(xiàn)導(dǎo)向板與卡模卡死的現(xiàn)象,損壞模具,也有可能對(duì)沖床造成損傷,而且這個(gè)時(shí)候再依靠人為操作危險(xiǎn)系數(shù)太大。
3 模具設(shè)計(jì)改進(jìn)
3.1 設(shè)計(jì)前分析
現(xiàn)場(chǎng)使用的產(chǎn)品毛坯件是直徑?30的圓柱形棒料,材質(zhì)為45#鋼,沖方孔的沖頭尺寸為18.5 mm×6.5 mm。通過(guò)公式計(jì)算,得出沖穿此棒料所產(chǎn)生的剪切力遠(yuǎn)大于沖頭所選用的碳素工具鋼的抗剪切強(qiáng)度,沖頭很易斷裂,隨著棒料直徑的增加,沖裁難度更大,一次沖裁成型較困難。把棒料旋轉(zhuǎn)180°沖裁又很難保證雙向沖裁位置的一致性,所以考慮采用熱沖,現(xiàn)場(chǎng)配備一臺(tái)高頻感應(yīng)加熱設(shè)備成為加工工藝的必要條件[2]。
高頻感應(yīng)加熱即電感應(yīng)加熱,用電磁感應(yīng)加熱金屬的方式,在很短的時(shí)間內(nèi)把金屬加熱到奧氏體狀態(tài)。對(duì)棒料來(lái)說(shuō),在要沖裁的位置把棒料加熱到900 ℃左右進(jìn)行沖裁。
另外,為了最大程度節(jié)約勞動(dòng)力,車(chē)間在有能力配備氣源的前提條件下用氣缸配合換向氣閥,代替人工操作模具打開(kāi)與關(guān)閉的動(dòng)作。綜合上述條件設(shè)計(jì)出模具方案如圖2所示。
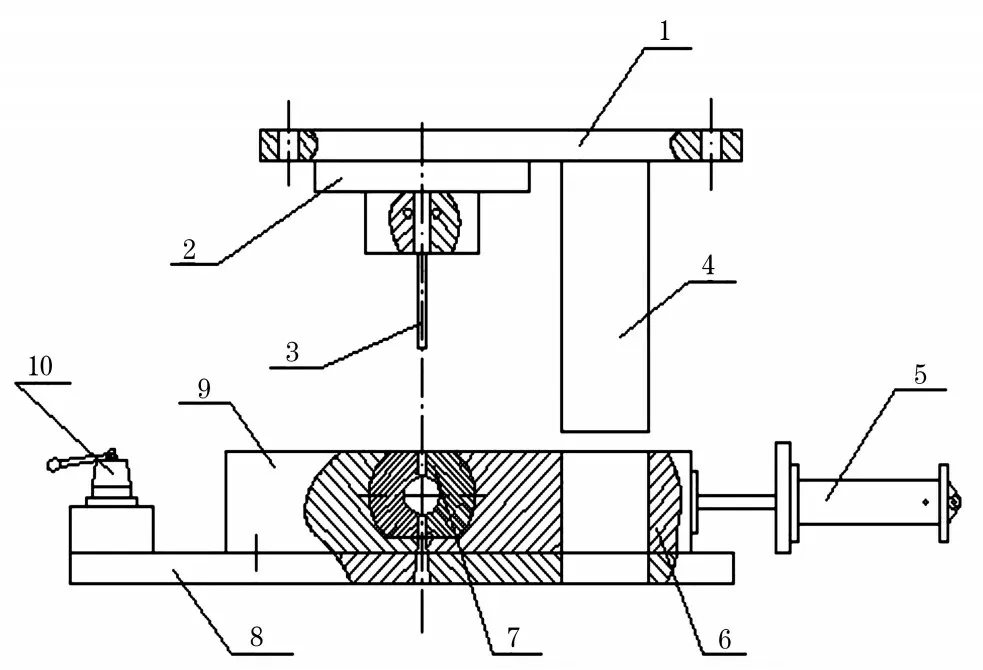
圖1 模具結(jié)構(gòu)
3.2 模具動(dòng)作原理
圖2 所示的模具結(jié)構(gòu)是根據(jù)現(xiàn)場(chǎng)的操作習(xí)慣設(shè)計(jì)的,氣缸、操作手柄等的位置都可以根據(jù)實(shí)際的狀況和習(xí)慣進(jìn)行調(diào)整。
沖頭3采用高速鋼制作,止擋4采用碳素工具鋼,芯模7 采用熱作模具鋼制作。止擋種在上模板上。芯模7 可以在加工不同的棒料時(shí)選擇不同的芯模內(nèi)徑,或者在芯模損壞時(shí)不需要更換整個(gè)下模座的情況下直接更換芯模即可,不影響生產(chǎn)。下模座2固定在下模板上,下模座1 設(shè)計(jì)成可沿下模板左右移動(dòng),氣缸5固定在下模座上。一般右手夾持棒料沖裁,可以用左手操作氣缸控制手柄10,氣缸控制手柄10 安裝在模具左邊[3]。
以200 t沖床為例,安裝調(diào)整好模具后,首先在高頻設(shè)備上加熱好棒料,棒料的溫度大約控制在900 ℃左右,撥動(dòng)氣缸控制手柄10打開(kāi)模具,把加熱好的棒料放入模腔位置,撥動(dòng)氣缸控制開(kāi)關(guān)10,關(guān)閉模腔。當(dāng)沖頭向下運(yùn)動(dòng)時(shí),止擋先進(jìn)入到下模座1,止擋完全抵住下模座1 時(shí)沖頭3 開(kāi)始進(jìn)入下模腔沖裁方孔。刀具沖裁時(shí),會(huì)產(chǎn)生橫向的張力,造成棒料側(cè)面出現(xiàn)鼓脹。棒料的沖孔只是毛坯的粗加工,沖好孔的棒料冷卻后還要進(jìn)行機(jī)加工,如果側(cè)面鼓脹得多,機(jī)加工時(shí)刀具受力不均勻會(huì)出現(xiàn)跳刀的現(xiàn)象,車(chē)刀容易斷裂。橫向的張力對(duì)下模座1也有橫向沖擊力,會(huì)讓下模座1 發(fā)生橫向的移動(dòng),造成模具的間隙瞬間增大。間隙增大后模具夾持力不夠,棒料不對(duì)心,影響沖裁效果。止擋吸收橫向沖擊力,提高加工精度,保護(hù)模具。沖裁完成后,沖頭由沖床的機(jī)械運(yùn)動(dòng)自動(dòng)回程,在回轉(zhuǎn)力的作用下退出棒料復(fù)位到初始狀態(tài)。沖頭復(fù)位后,撥動(dòng)氣缸控制手柄10 ,氣缸動(dòng)作打開(kāi)模具,用夾鉗夾走已沖裁好的棒料,一次沖裁過(guò)程結(jié)束。
3.3 改進(jìn)后的模具優(yōu)點(diǎn)與缺點(diǎn)
在有氣源的車(chē)間,充分利用氣缸進(jìn)行輔助,不但生產(chǎn)效率大大提高,而且很大程度上能減少工人的勞動(dòng)強(qiáng)度,降低勞動(dòng)成本。比如上面的方孔模,如果沒(méi)有氣缸的輔助,設(shè)計(jì)成螺紋螺桿結(jié)構(gòu)來(lái)夾緊,勢(shì)必須增加一個(gè)操作夾緊的工人,勞動(dòng)成本增加,效率不一定能提高。如果沖裁的人員既要沖裁又要操作螺紋螺桿夾緊,不但效率低下,而且安全性很難保證,一次失誤造成的危害也很大。
為了適應(yīng)不同規(guī)格的棒料,除了芯模可以更換以外,在模具后方可以設(shè)置可調(diào)節(jié)的定位機(jī)構(gòu),這樣在需要加工不同直徑和不同位置的方孔時(shí)都可以進(jìn)行調(diào)整,適應(yīng)性更強(qiáng),實(shí)現(xiàn)了一模多用,極大地提高了模具的通用性。
在模具的使用性能和生產(chǎn)效率提高的同時(shí),有些缺點(diǎn)也是不可避免的。首先,模具本身的制作成本增加;其次,模具需要?dú)庠矗瑳](méi)有氣源的車(chē)間要增加氣泵、蓄能器,也是一種成本的增加。另外,棒料的加熱溫度要達(dá)到溫度范圍內(nèi),否則沖頭也很難沖穿或者沖裁后難以脫離棒料。再次,沖頭在高溫下工作,工作環(huán)境惡劣,其材質(zhì)也決定了它的使用壽命。本文采用的是碳素刃具鋼,也可以考慮用高速鋼或者硬質(zhì)合金鋼,可以根據(jù)實(shí)際的需求特點(diǎn),綜合考慮,選擇適當(dāng)材質(zhì)的沖頭。
3.4 其他改進(jìn)設(shè)計(jì)
很多模具的設(shè)計(jì)都是根據(jù)現(xiàn)場(chǎng)的具體情況進(jìn)行優(yōu)選設(shè)計(jì)的,在不具備氣源的車(chē)間,也可用彈簧來(lái)實(shí)現(xiàn)。模具中配合彈簧是司空見(jiàn)慣的,很多模具都是用彈簧或者是橡皮來(lái)實(shí)現(xiàn)脫模,特別是在復(fù)合模設(shè)計(jì)的時(shí)候用得更多。用彈簧夾緊和緩沖設(shè)計(jì)模具如圖3所示。
3.4.1 動(dòng)作原理
壓力機(jī)動(dòng)作前,模具處于打開(kāi)狀態(tài),將棒料放到模腔內(nèi),完全抵住模具后面的限位柱,上模1 開(kāi)始動(dòng)作,往下壓的時(shí)候先接觸到壓料板彈簧4,使脫料板10 壓住產(chǎn)品。上模再往下沖,在棒料上面沖出方孔。完成后上模回退,導(dǎo)向脫料釘8把托料板10推下來(lái),頂料彈簧6把脫料板頂起,取出產(chǎn)品,完成一次沖裁動(dòng)作。
3.4.2 優(yōu)缺點(diǎn)
這種模具設(shè)計(jì)結(jié)構(gòu)緊湊,制作成本低,易維護(hù),操作方便,利用彈簧的模具結(jié)構(gòu)相對(duì)簡(jiǎn)單,不需要?dú)庠矗粋€(gè)人也可以操作,并且也可以考慮增加芯模來(lái)增加模具的使用廣泛性。彈簧依靠彈性變形力動(dòng)作,彈力的大小直接會(huì)影響脫料板的夾緊力,所以彈簧彈力要大。彈簧多次使用以后出現(xiàn)疲勞,彈力下降,也會(huì)影響夾緊力和緩沖力,但就其使用性綜合來(lái)說(shuō)也不失為一個(gè)很好的沖孔方案。
4 結(jié)語(yǔ)
要實(shí)現(xiàn)這種操作的模具形式很多,設(shè)計(jì)者可以根據(jù)現(xiàn)場(chǎng)具體的情況進(jìn)行設(shè)計(jì)。本文根據(jù)目前的使用情況介紹了模具的兩種改造方法,在操作的便捷性和操作人員數(shù)量上做了很大程度的改進(jìn),雖然模具的制作成本有所增加,但其產(chǎn)生的經(jīng)濟(jì)效益也是很顯著的。

圖3 用彈簧夾緊和緩沖設(shè)計(jì)模具
用模具在圓柱棒料上沖方孔是一種很好的加工方法,實(shí)際生產(chǎn)過(guò)程中取得的價(jià)值效益很大。模具在日常生活中被廣泛應(yīng)用,給生產(chǎn)生活帶來(lái)了很大的便捷。隨著科技的進(jìn)步,自動(dòng)化程度的普及,用電腦芯片控制機(jī)械手臂,再輔助于不同的傳感器、電氣元件,對(duì)棒料下料、加熱、沖裁一體化操作亦不是難事,模具的拓展前景較廣闊。
- 江蘇科技信息的其它文章
- 新工科背景下高校軟件人才培養(yǎng)模式研究
- “1+X”證書(shū)制度引領(lǐng)下的工業(yè)機(jī)器人技術(shù)專(zhuān)業(yè)人才培養(yǎng)探究
- 肺炎疫情下“ASP.NET程序設(shè)計(jì)”在線教學(xué)的設(shè)計(jì)與實(shí)施
- 基于產(chǎn)教融合構(gòu)建現(xiàn)代學(xué)徒制的實(shí)踐課程體系研究
- 基于人臉識(shí)別聯(lián)合Web與APP開(kāi)發(fā)的區(qū)域多目標(biāo)追蹤系統(tǒng)
- 基于專(zhuān)利分布特征的包裹體技術(shù)現(xiàn)狀和發(fā)展趨勢(shì)