基于MCGS與變頻器通信的烘干監控系統設計
2020-11-26 09:21:34王新娜王志軍河南工業大學漯河工學院河南漯河462002漯河職業技術學院河南漯河462002
通信電源技術 2020年15期
王新娜,王志軍(1.河南工業大學漯河工學院,河南 漯河 462002;2.漯河職業技術學院,河南 漯河 462002)
0 引 言
某生物制藥廠生產的醫藥中間體在制造過程中采用三段烘干技術烘干產品。三段烘干技術的一段為預熱,二段為烘干,三段為干燥。通過控制三段熱風風機的轉速調節熱風量,從而滿足工藝要求。由于需要調節熱風風機的轉速,因此采用變頻器調速。3臺變頻器按照一定順序起停,節約能源。此外,由于生產產品的多樣性,熱風機的速度也要做出相應的改變。
1 控制方案與比較
變頻器速度的調節方案有4種,下面對每種方案進行簡單論述和對比。
1.1 采用變頻器自身進行運行
變頻器自身頻率的設定可以采用面板設定、外部電位器設定、多段速設定或遙控設定,啟動依靠面板和外部端子。該方案的優點不需要外部元器件,缺點是需要3個操作面板,但面板的監控能力有限。
1.2 采用PC機控制
利用軟件組態監控畫面,通過通信技術控制通信,監控能力強且全面,但不適合現場控制和操作。
1.3 采用PLC控制
該系統簡單,如果采用PLC則需增加相應的AD轉換器和DA轉換器,增加成本和接線,降低了運行的可靠性和穩定性,并提高了維修和故障排除的難度。
1.4 采用觸摸屏和變頻器直接連接通信控制
該方案的優點是采用通信技術,布線少,1塊觸摸屏可以同時控制和監控3臺變頻器,畫面豐富,監視清晰全面,柜面整潔,且采用觸摸鍵操作提高了控制系統的IP系數。但是,它的缺點是要進行畫面組態和下載。
2 方案的確定與器件的選擇
2.1 方案確定
根據上面方案的對比,最終采用第4種方案。該方案采用1臺觸摸屏控制3臺變頻器,系統的硬件示意圖如圖1所示。觸摸屏和變頻器之間采用RS485主-從通信方式,其中觸摸屏作為主機讀寫3臺變頻器的信息,實現對3臺變頻器的操作與監視。
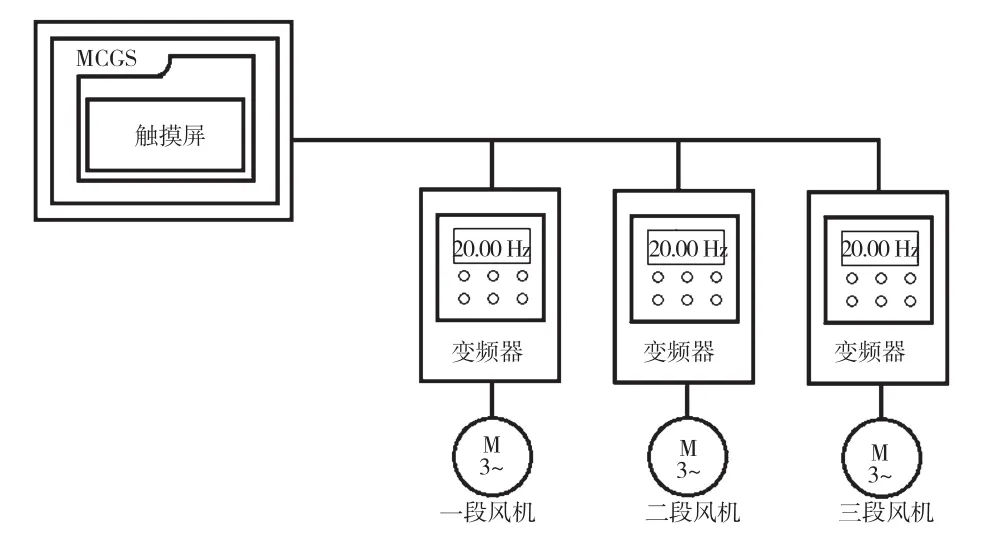
圖1 觸摸屏和變頻器連接圖
觸摸屏對系統能夠實現以下控制:利用觸摸屏向變頻器發出啟動、停止以及調試指令;利用觸摸屏設置變頻器的運行頻率,并傳遞給每臺變頻器;在觸摸屏上顯示每臺變頻器的運行頻率、電流、輸出電壓以及電動機的過載報警顯示;實現3臺變頻器的順序起停。根據圖1設計的要求,需要從可靠性、先進性以及經濟性3個方面選擇觸摸屏和變頻器。
2.2 觸摸屏選擇
觸摸屏采用昆侖通態公司研制的專門用于組態軟件MCGS的TPC7602K系列7寸TFT觸摸屏。該產品的分辨率高,內核為Cortex-A8,主頻300 MHz,內存128 MB。此外,采用Windows CE操作系統,具有LAN、USB、RS232以及RS485通信能力[1]。
2.3 變頻器選擇
變頻器選擇三菱公司生產的FR-FA500變頻器。該系列變頻器為風機專用變頻器,具有性能強大、節能、可靠以及價格較低等特點[2]。
3 觸摸屏和變頻器通信連接
觸摸屏和變頻器之間采用RS485全雙工串行通信技術,兩者之間屬于主-從通信方式,觸摸屏是主站,3臺變頻器是從站。主站輪換訪問從站,從站進行讀寫操作,實現變頻器的起停和監控參數的讀取[3]。觸摸屏和變頻器的通信如圖2所示。
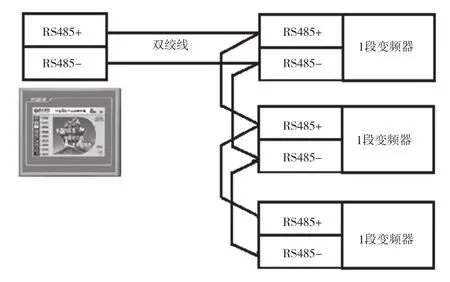
圖2 觸摸屏和變頻器通信連接示意圖
3.1 觸摸屏通信口連接與設置
TPC7602K觸摸屏的串行通信采用DB九針接口。該接口具有RS232和RS485兩種通信能力,串行接口引腳圖和引腳定義分別如圖3和表1所示。為減少通信干擾,打開觸摸屏后蓋,設置終端的匹配電阻如圖4所示。
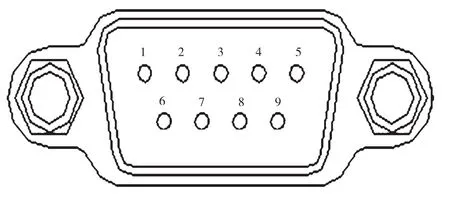
圖3 串行接口引腳圖
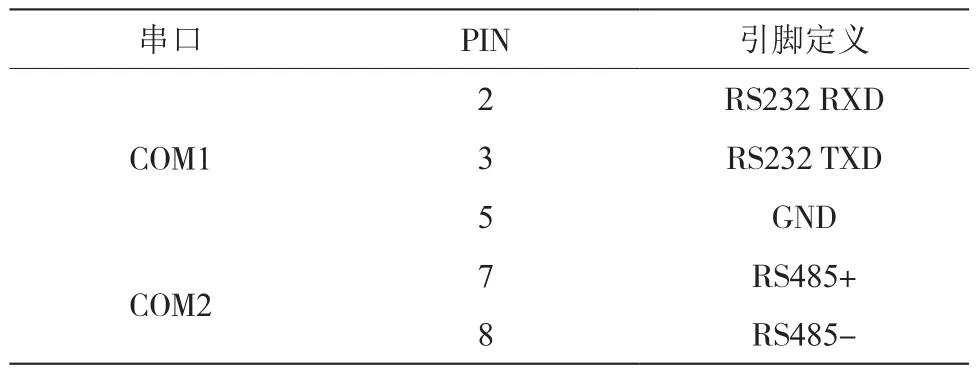
表1 引腳定義
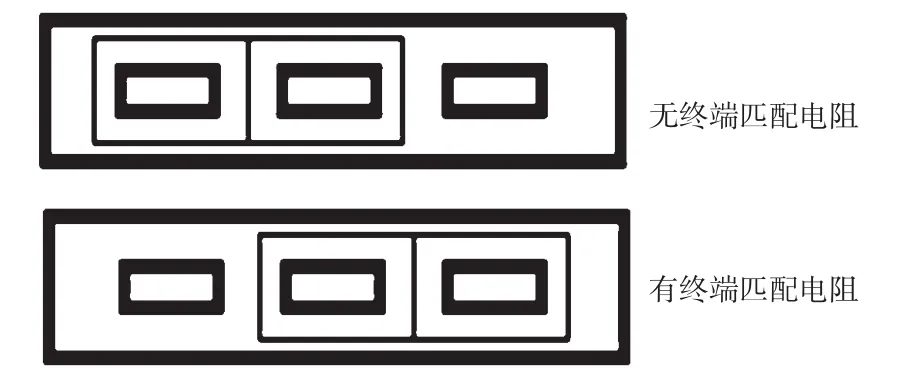
圖4 終端匹配電阻設置
3.2 變頻器通信接口連接與設置
三菱RR-F700變頻器的通信方式有采用PU接口、采用RS485專用端子排以及采用CB通信板3種,本系統采用RS485專用端子排。3個變頻器和觸摸屏的通信以及變頻器之間的通信連接如圖5所示,最后一個變頻器的終端電阻開關處于OPEN的位置[4]。
4 FR-F700變頻器通信技術與通信參數設置
FR-F700變頻器的通信方式包括計算機鏈接通信和Modbus-RTU通信兩種。由于采用的是RS485專用端子通信技術,因此FR-F700變頻器采用的通信方式為計算機鏈接通信。變頻的通信參數的設置如表2所示。
Pr340設置為12的目的是當通信或者觸摸屏出現故障時,通過PU/EXT鍵切換為面板操作,從而保證生產的連續性。

圖5 變頻器和觸摸屏的通信和變頻器之間的通信連接
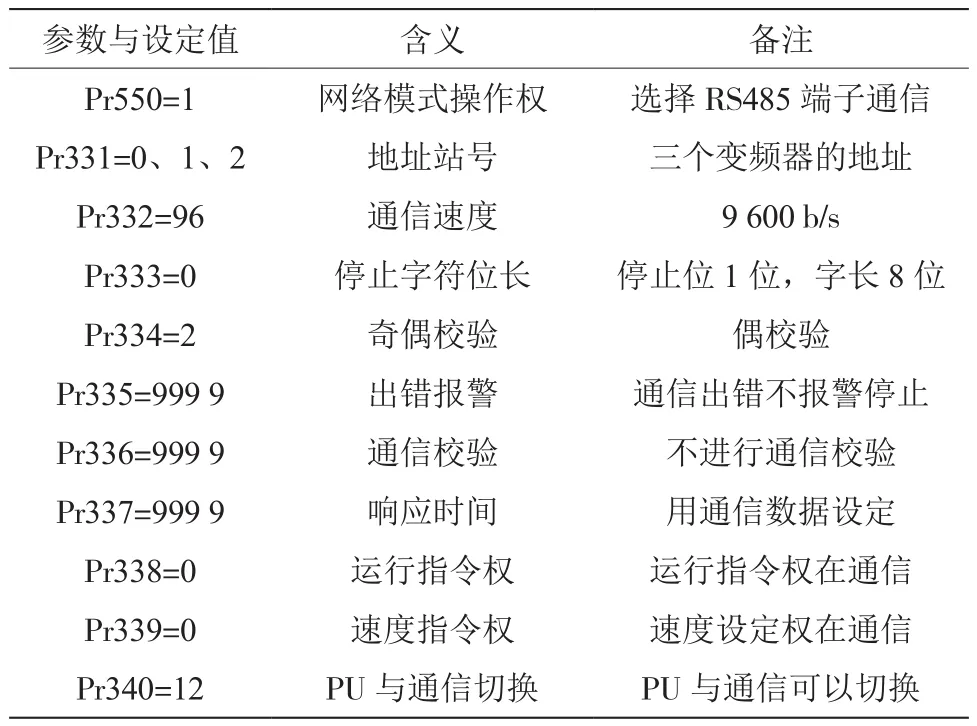
表2 變頻器通信參數設置表
三菱變頻器為了識讀上位機對變頻器的操作和,特地約定使用相應的十六進制命令代碼,以實現上位機和變頻器的順利通信。采用的十六進制命令代碼如表3所示[5]。其中,運行指令主要是向變頻器發出電流選擇、正反轉指令以及多段速運行等指令。
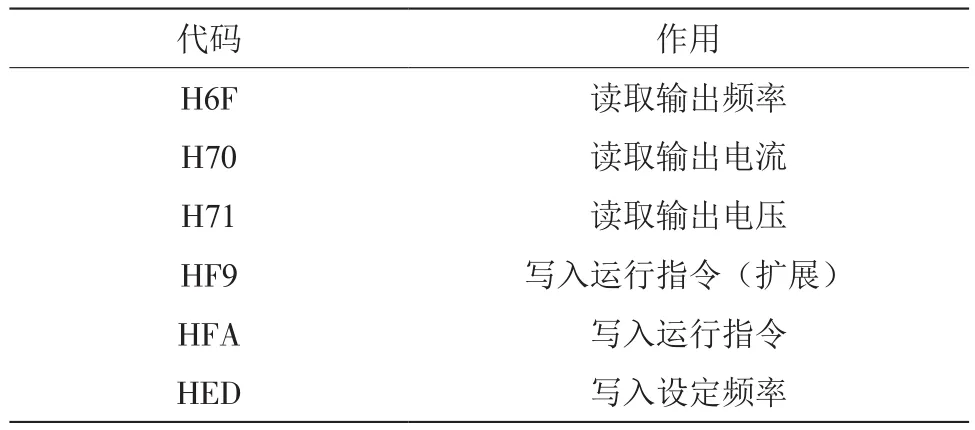
表3 十六進制命令代碼
5 觸摸屏的組態
觸摸屏的組態采用MCGS嵌入版組態軟件。該軟件是昆侖通態公司專門為MCGSTPC開發的組態軟件,支持多種硬件設備。與相關硬件設備結合,它可以快速且方便地采集現場,處理和控制數據[6]。觸摸屏的組態包括設置通信協議、設計人機界面以及編寫控制過程的腳本函數等。
5.1 通信協議組態
通過軟件的設備窗口設置通信協議,如圖6所示。設置參數要和變頻器表2的設置相同。由于采用RS485通信,因此串口的端口號選擇COM2口。
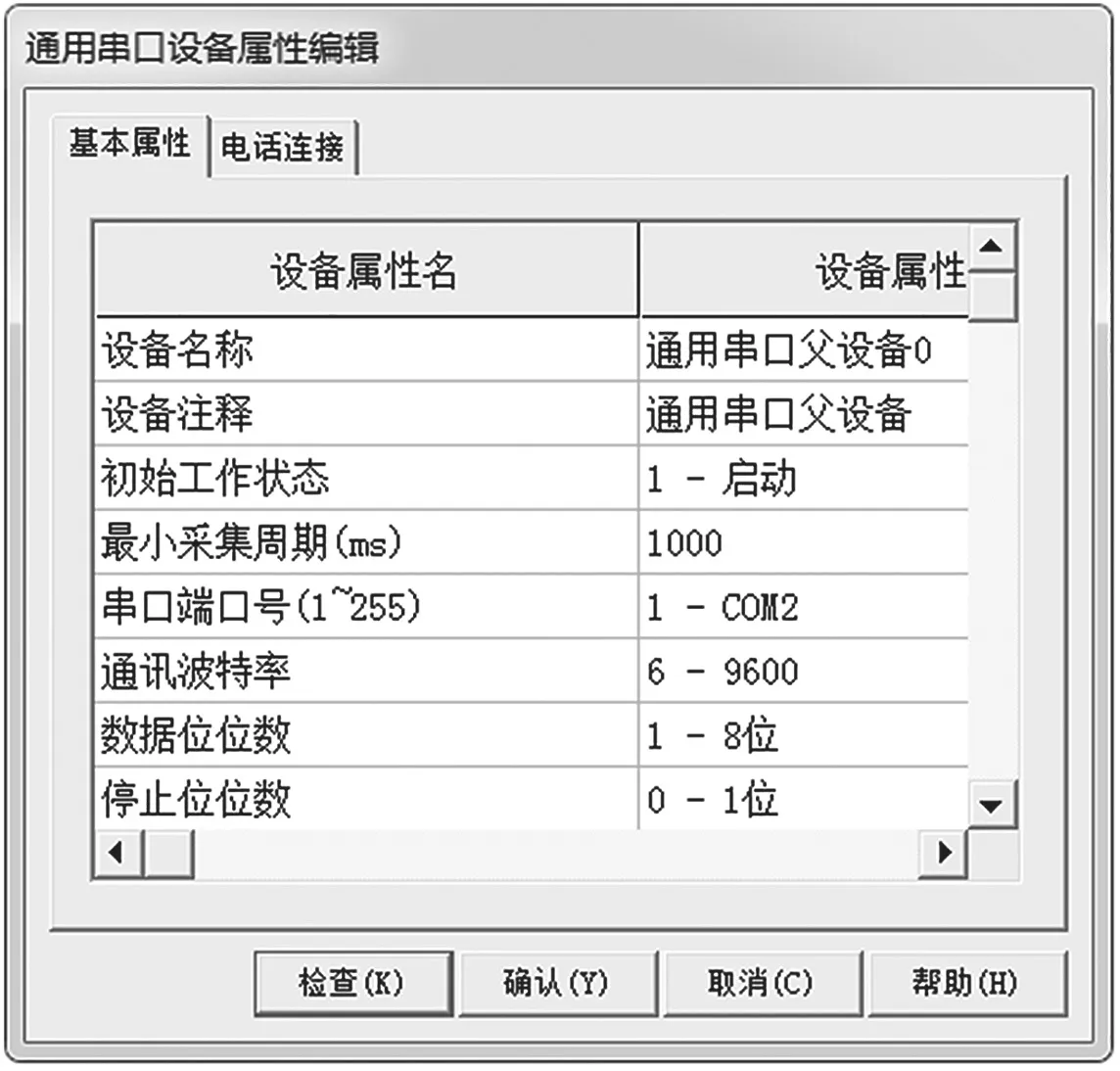
圖6 通信協議組態
5.2 人機監控畫面的組態
根據控制要求,監控畫面中包括運行指令按鈕、運行指示、運行頻率設定、電流監視以及運行頻率監視等。
5.3 腳本程序編寫
腳本程序是畫面顯示和觸摸屏與變頻器通信實現的基礎。為實現上位機對變頻器的操作,利用MCGS軟件的內部函數!SetDevice(設備名,6,設備命令)來實現。設備名就是窗口設備組態時的設備命名。如圖7所示,其中的設備0、設備1以及設備2均為設備名。
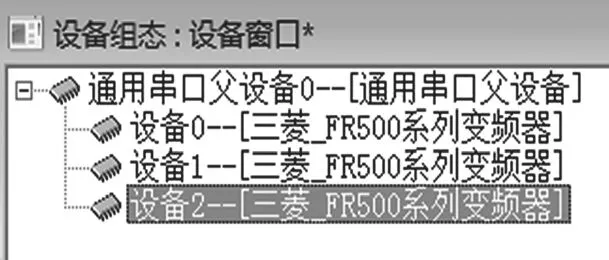
圖7 設備組態圖
設備命令指令有兩條。命令一為READ(指令代碼,返回變量名,數據長度,小數點位數),其中,指令代碼如表3所示,變量名就是指界面顯示數據的響應的變量。命令二為WRITE(指令代碼,輸入數據,數據長度,小數點尾數)。例如,向變頻器0寫入運行頻率為30 Hz,則指令為:
設定頻率=設定頻率1
!SetDevice(設備0,6,WRITE(HED,H0BB8,2,0))
HED是指令代碼,根據表3可知為向變頻器寫入運行頻率。H0BB8是十六進制數據,是運行頻率大小,轉化為十進制為3 000,則運行頻率為3 000×0.01 Hz=30 Hz。
讀取設備1的運行電流:
!SetDevice(設備1,6,READ(H70,運行頻率,2,0))
運行電流2=運行電流
其中,“設定頻率”“設定頻率1”“運行電流”“運行電流2”是組態時定義的數據變量。
6 結 論
基于昆侖通態組態軟件MCGS和昆侖通態TPC觸摸屏所具有的強大且便捷的編程能力,實現了上位機對變頻器的直接通信控制,大大簡化了系統結構,提高了對環境的適應能力。經3個月的運行顯示可知,設計的系統減少了設備故障,提高了設備的運行率,減輕了維修人員的工作強度,給企業帶來了更大的經濟效益和環境效益,也為其他設備系統的設計提供了技術依據。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
少先隊活動(2021年4期)2021-07-23 01:46:22
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電子制作(2017年7期)2017-06-05 09:36:13
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
自動化博覽(2014年12期)2014-02-28 22:34:39
