激光選區(qū)熔化制備超薄鋁合金板的可行性及力學性能
2020-12-01 02:02:16劉正武郝云波崔宇濤朱小剛
機械工程材料 2020年11期
劉正武,時 云,王 毅,郝云波,崔宇濤,朱小剛
(1.上海航天設(shè)備制造總廠有限公司,上海 200245;2.上海復雜工程技術(shù)研究中心,上海 200245)
0 引 言
隨著航天技術(shù)的快速發(fā)展,衛(wèi)星、雷達等產(chǎn)品不斷追求極限性能,這對其復雜精密結(jié)構(gòu)件制造技術(shù)的要求越來越高。薄壁結(jié)構(gòu)在散熱、零件精密化制造方面應用廣泛,然而采用傳統(tǒng)加工技術(shù)制備薄壁產(chǎn)品時極易產(chǎn)生穿孔、翹曲、鼓包等問題,加工困難,成品率低。激光選區(qū)熔化(Selective Laser Melting,SLM)技術(shù)是近年發(fā)展起來的一種激光快速成形技術(shù),其基于三維數(shù)字模型,利用高能束激光逐層熔化金屬粉末,層層堆疊,實現(xiàn)精密零部件的直接制造[1-2]。SLM技術(shù)具有制備產(chǎn)品尺寸精度高、產(chǎn)品性能優(yōu)良、制造一體化等優(yōu)勢,能夠高效、快速地響應航天裝備設(shè)計變化,靈活適應復雜精密構(gòu)件的生產(chǎn)制造。衛(wèi)星、雷達等產(chǎn)品的散熱器、集熱器等零件普遍具有薄壁翅片、空腔板、彎曲流道結(jié)構(gòu),甚至具有封閉腔結(jié)構(gòu),非常適合采用SLM技術(shù)進行制備。
目前,SLM技術(shù)的研究主要涉及工藝參數(shù)優(yōu)化、裝備研制、軟件開發(fā)、力學性能與組織控制等方面[3-6],有關(guān)復雜薄壁類結(jié)構(gòu)的成形可行性及性能研究未見報道。為此,作者以航空航天廣泛應用的AlSi10Mg鋁合金為研究對象,驗證了SLM技術(shù)制備薄壁結(jié)構(gòu)的可行性,然后測試了成形薄壁件的力學性能,分析了成形原理,并試制了薄壁封閉腔結(jié)構(gòu)散熱器產(chǎn)品,以期為具有薄壁內(nèi)腔零件的SLM成形提供基礎(chǔ)數(shù)據(jù)積累,為航天用難加工產(chǎn)品的設(shè)計和研制提供創(chuàng)新思路。
1 試樣制備與試驗方法
試驗原材料為AlSi10Mg鋁合金粉末,形貌及主要化學成分如圖1及表1所示。可見粉末形貌為近圓形或橢圓形,粒徑在15~53 μm。

圖1 AlSi10Mg鋁合金粉末形貌Fig.1 Morphology of AlSi10Mg aluminum alloy powder

表1 AlSi10Mg鋁合金粉末的化學成分(質(zhì)量分數(shù))Table 1 Chemical composition of AlSi10Mg aluminum alloy powder (mass) %
使用雷尼紹AM250激光選區(qū)熔化設(shè)備制備AlSi10Mg鋁合金板。基于團隊前期研究結(jié)果[7-8]選取工藝參數(shù):激光功率為400 W,光斑直徑為135 μm,光點間距為140 μm,預熱溫度為80 ℃,鋪粉層厚度為25 μm。
首先采用上述工藝參數(shù)進行不同厚度實心薄壁板成形可行性試驗,三維模型尺寸為15 mm×(0.1~0.8) mm×15 mm(長×寬×高),共計8片試樣。然后采用SLM技術(shù)成形中空薄壁板,空腔模型內(nèi)腔間隙為0.5 mm,兩側(cè)壁厚在0.1~0.7 mm,長度和高度均為15 mm,共計7片試樣。最后制備7組薄板室溫拉伸試樣,試樣形狀和尺寸如圖2所示,設(shè)計厚度為0.1~0.7 mm,每個厚度下分別成形6根平行試樣。通過線切割機將拉伸試樣取下,對其表面打磨以去除黏渣等雜質(zhì),每組取3根試樣進行T6熱處理,即在(530±5) ℃下保溫2 h水冷,然后在(170±5) ℃下保溫8 h空冷。按照GB/T 228.1—2010,使用Instron萬能試驗機對成形態(tài)試樣和熱處理態(tài)試樣進行室溫拉伸試驗,拉伸速度為2 mm·min-1,并與常規(guī)厚度(2 mm)試樣進行對比。激光選區(qū)熔化縱向力學性能一般最低,故測試縱向力學性能。
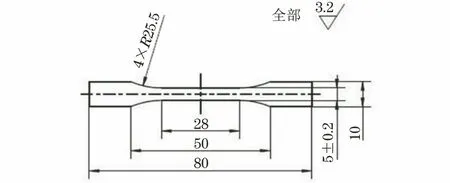
圖2 薄壁拉伸試樣的形狀及尺寸Fig.2 Shape and size of thin-walled tensile specimen
對薄板試樣截面進行磨拋處理,用Keller溶液(HF,HCl,HNO3,H2O的體積比為1∶1.5∶2.5∶95)腐蝕約20 s,利用NOVA navoSEM 450型掃描電子顯微鏡觀察顯微組織。
2 試驗結(jié)果與討論
2.1 薄板SLM成形可行性
由圖3(a)可以看出,0.2~0.8 mm厚的AlSi10Mg鋁合金薄板均可成形,但0.5,0.6 mm厚薄板兩側(cè)輪廓發(fā)生剝離出現(xiàn)輕微空心現(xiàn)象。此外,0.1 mm薄板的實測厚度約為0.2 mm,說明試驗所用激光選區(qū)熔化技術(shù)可成形薄板的壁厚最小為0.2 mm。間隙為0.5 mm的中空薄板亦均可成形,但0.5,0.6 mm厚中空薄板兩側(cè)板壁同樣出現(xiàn)空心現(xiàn)象。

圖3 不同設(shè)計壁厚下AlSi10Mg鋁合金薄板的SLM成形宏觀形貌Fig.3 Macromorphology of AlSi10Mg aluminum alloy thin sheets with different designed thickness formed by SLM: (a) solid thin sheets and (b) hollow thin sheets with 0.5 mm gap
2.2 薄壁結(jié)構(gòu)SLM成形原理
如圖4所示,薄板的SLM成形包括輪廓掃描和實體掃描兩個步驟,即激光束實際掃描的路徑包括輪廓及內(nèi)部填充實體兩部分。輪廓可以多次掃描,此處只分析輪廓掃描一次的情況。圖4中d0,h0,h1均可以通過工藝參數(shù)進行設(shè)置,但受到光斑尺寸限制;理論上光斑尺寸越小,上述參數(shù)取值越小。薄板兩側(cè)輪廓通常都需要進行掃描,但實體部分視d2大小決定是否掃描,若d2≤2h1,不掃描實體;若d2>2h1,掃描實體。SLM成形薄板的理論壁厚B0為

(1)
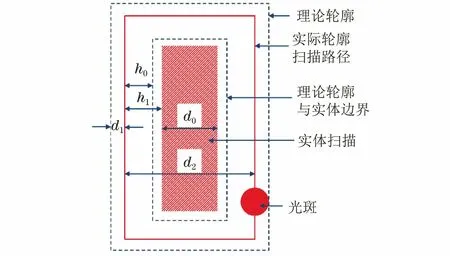
d0為實體設(shè)計厚度;d1為額外光點補償距離;d2為兩側(cè)輪廓間距;h0為理論偏移掃描距離;h1為實際輪廓掃描與實體掃描距離圖4 薄板SLM成形原理示意Fig.4 Schematic of SLM forming principle of thin sheet
試驗用激光光斑直徑為0.135 mm,單道掃描寬度約為0.2 mm,d1設(shè)置為0.105 mm,h1設(shè)置為0.23 mm。由圖5結(jié)合成形原理分析可知:當B0不大于0.67 mm時,薄板成形過程中激光束只掃描兩側(cè)輪廓,但當B0在0.10.4 mm時,輪廓兩道掃描間距可由光點補償覆蓋,兩道輪廓可以重疊,薄板為實心;當B0在0.50.6時,光點補償不能覆蓋輪廓兩道掃描間距,輪廓分離,薄板出現(xiàn)間隙;B0為0.7,0.8 mm時,激光束開始掃描實體,將薄板填充為實心。由表2可以看出,成形試樣的實測壁厚B1與理論壁厚B0相符合。
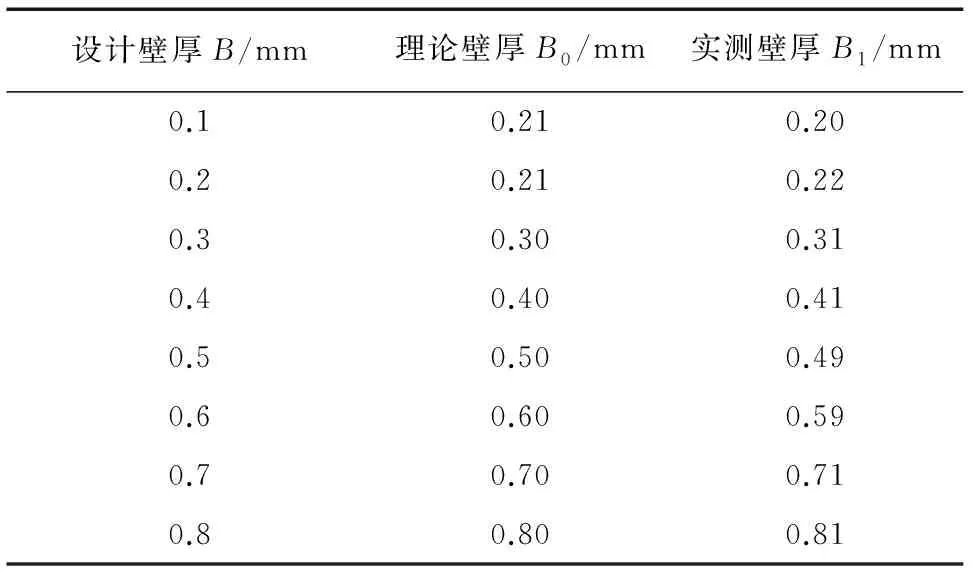
表2 實心薄壁板的成形尺寸Table 2 Forming size of solid thin plates
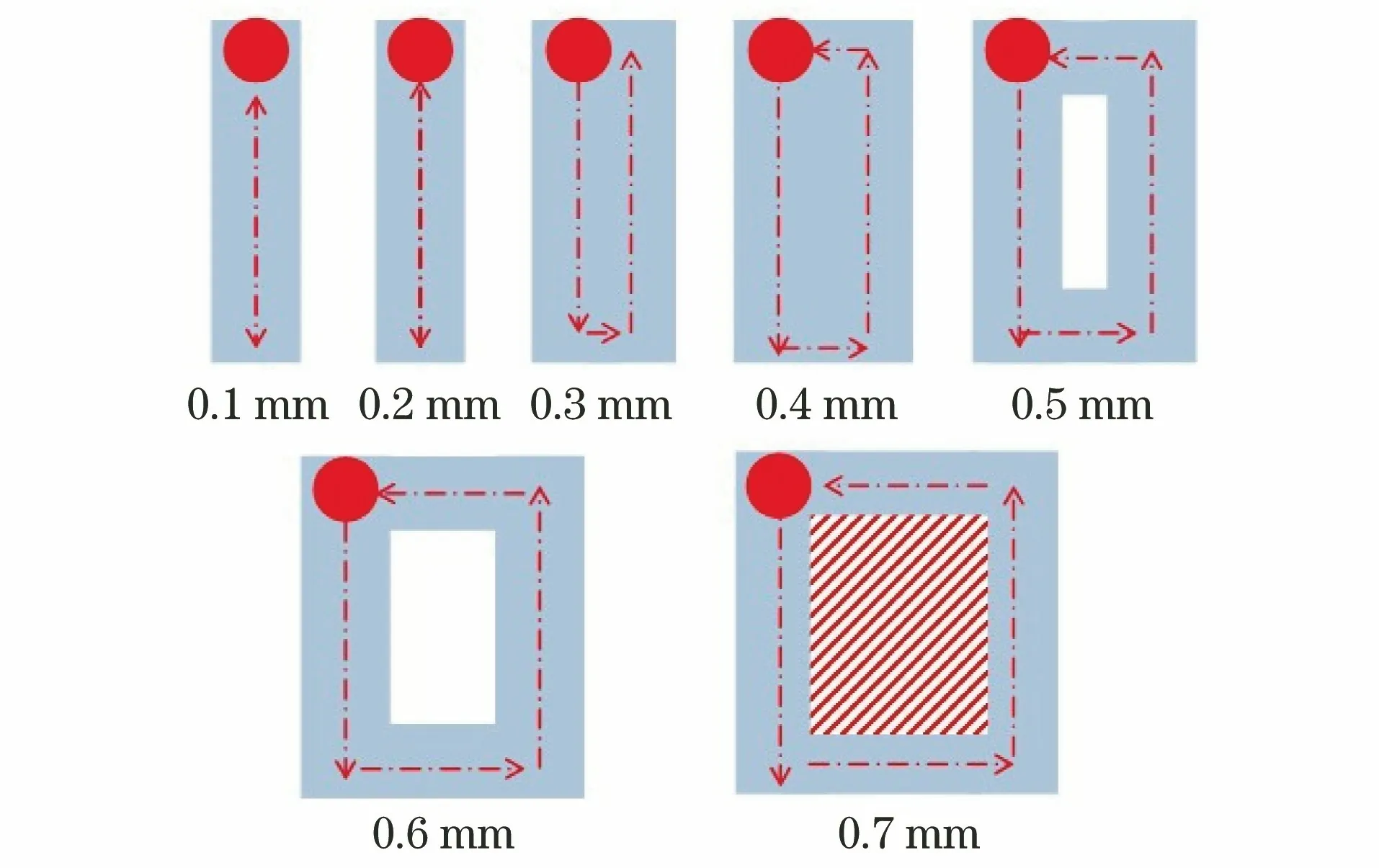
圖5 厚度0.1~0.7 mm薄板的SLM成形過程Fig.5 SLM forming process of thin plate with thickness of 0.1~0.7 mm
綜上可知,決定SLM薄板成形的主要參數(shù)為d1和h1,兩者均由光斑直徑?jīng)Q定。理論上,在薄板壁厚不小于粉末尺寸的情況下,SLM薄板成形極限尺寸由d1決定,光斑直徑越小,d1越小。通過使用小光斑激光器可以提高SLM技術(shù)的精密成形能力;通過變光斑技術(shù),在輪廓區(qū)域使用小光斑可以提高精度,在實體區(qū)域使用大光斑高功率可以提高成形效率。此外,理論上通過設(shè)置使d1=h1,可以避免空心薄板出現(xiàn)的情況。中空薄板兩側(cè)壁板成形原理與上述單層薄板的一致,不再贅述。
2.3 顯微組織
選取設(shè)計壁厚為0.1 mm(實際壁厚0.2 mm)的試樣進行顯微組織分析。由圖6可知:SLM成形薄板試樣組織致密,不存在孔洞在層間分布的現(xiàn)象;共晶硅相呈短纖維狀沿晶界分布,且其表面光滑,無明顯棱角。根據(jù)Al-Si相圖,凝固過程中首先生成α-Al初生相,隨著溫度的降低,生成共晶Al-Si相。共晶相一般沿著晶界分布[9],上述顯微組織形貌與之相吻合。
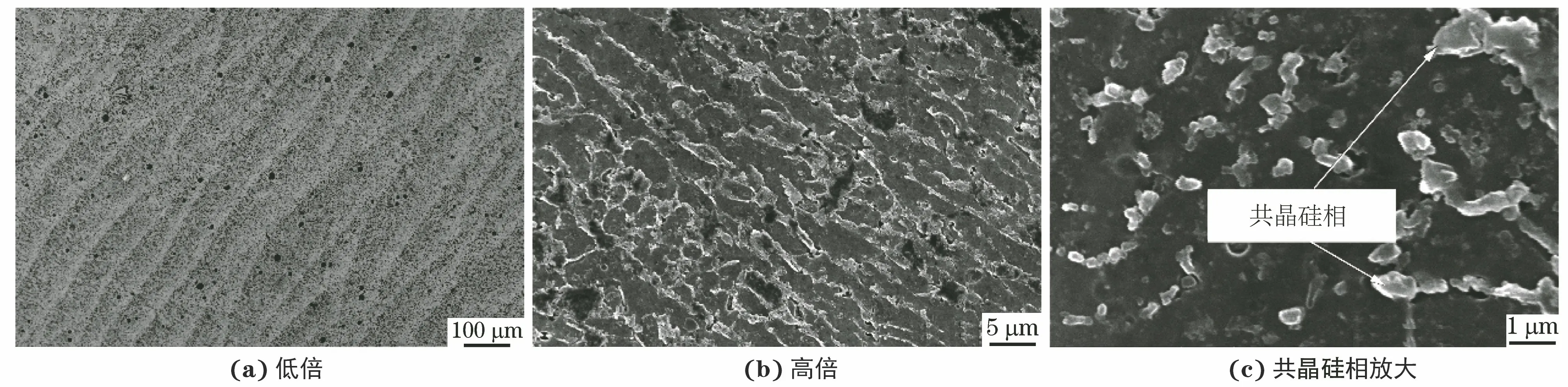
圖6 SLM成形設(shè)計壁厚0.1 mm AlSi10Mg鋁合金薄板截面顯微組織Fig.6 Microstructures of the section of AlSi10Mg aluminum allay thin sheet formed by SLM with designed thickness of 0.1 mm: (a) at low magnification; (b) at high magnification and (c) eutectic Si phase amplification
2.4 薄板室溫拉伸性能
由圖7可知:0.1~0.7 mm設(shè)計厚度的SLM成形試樣及其經(jīng)T6熱處理后的抗拉強度均超過200 MPa,雖然總體上略低于常規(guī)厚度試樣的,但仍具有可觀的強度,說明薄壁結(jié)構(gòu)成形件力學性能良好,可滿足眾多非承力功能器件的使用要求;0.1~0.6 mm厚SLM成形試樣的強度和伸長率相近,較0.7 mm的低,表明SLM過程中掃描實體內(nèi)部可以在一定程度上提高薄板的強度;T6熱處理后薄板試樣強度略有降低,塑性得到提高,符合一般的熱處理影響規(guī)律,T6熱處理對薄板零件同樣適用。
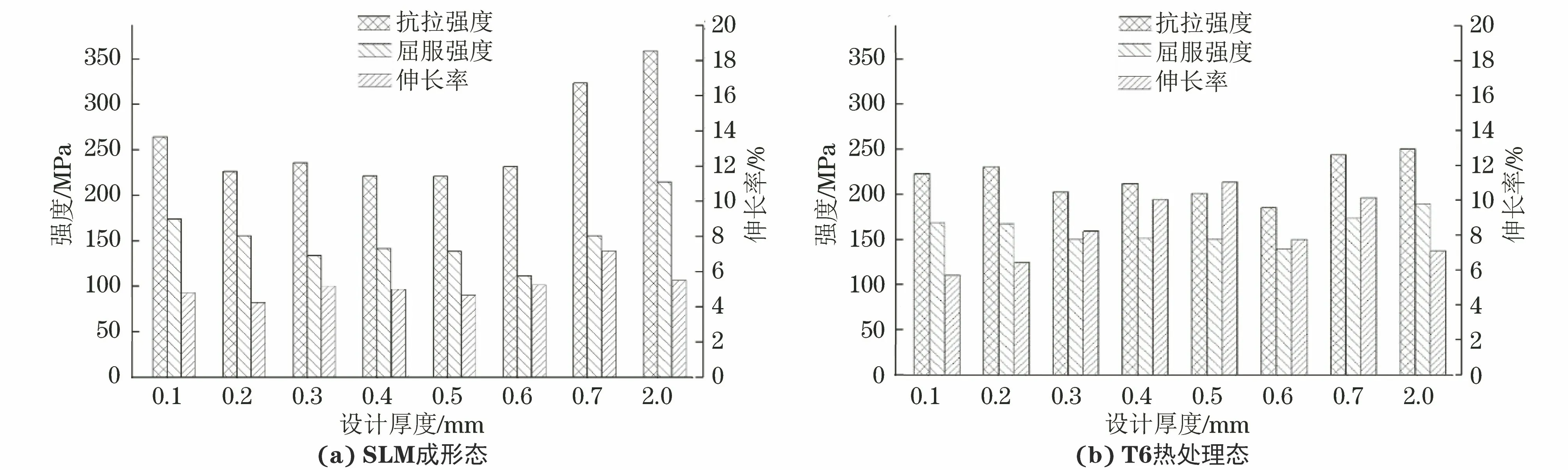
圖7 不同設(shè)計厚度SLM成形態(tài)及T6熱處理態(tài)AlSi10Mg鋁合金薄板的室溫拉伸性能Fig.7 Room temperature tensile properties of SLM formed (a) and T6 heat-treated (b) AlSi10Mg alumium alloy thin sheets with different designed thickness
2.5 薄壁封閉腔結(jié)構(gòu)散熱器產(chǎn)品試制
基于上述成形性及力學性能研究,作者對翅片均溫板散熱器零件進行了一體化打印測試,其三維模型如圖8所示,包絡尺寸為95 mm×95 mm×40 mm,翅片厚度為1 mm,翅片內(nèi)空腔間隙為0.5 mm,底板內(nèi)腔高度為1.2 mm,用于存儲液相冷卻液,翅片底板預留直徑3 mm的清粉口,最后通過焊接進行封堵。散熱器零件SLM成形實物如圖9所示,表面經(jīng)噴砂處理,可見零件成形效果良好,內(nèi)部粉末可通過清粉口清除,表明激光選區(qū)熔化技術(shù)可應用于薄壁類及中空內(nèi)腔薄板類產(chǎn)品的研制。
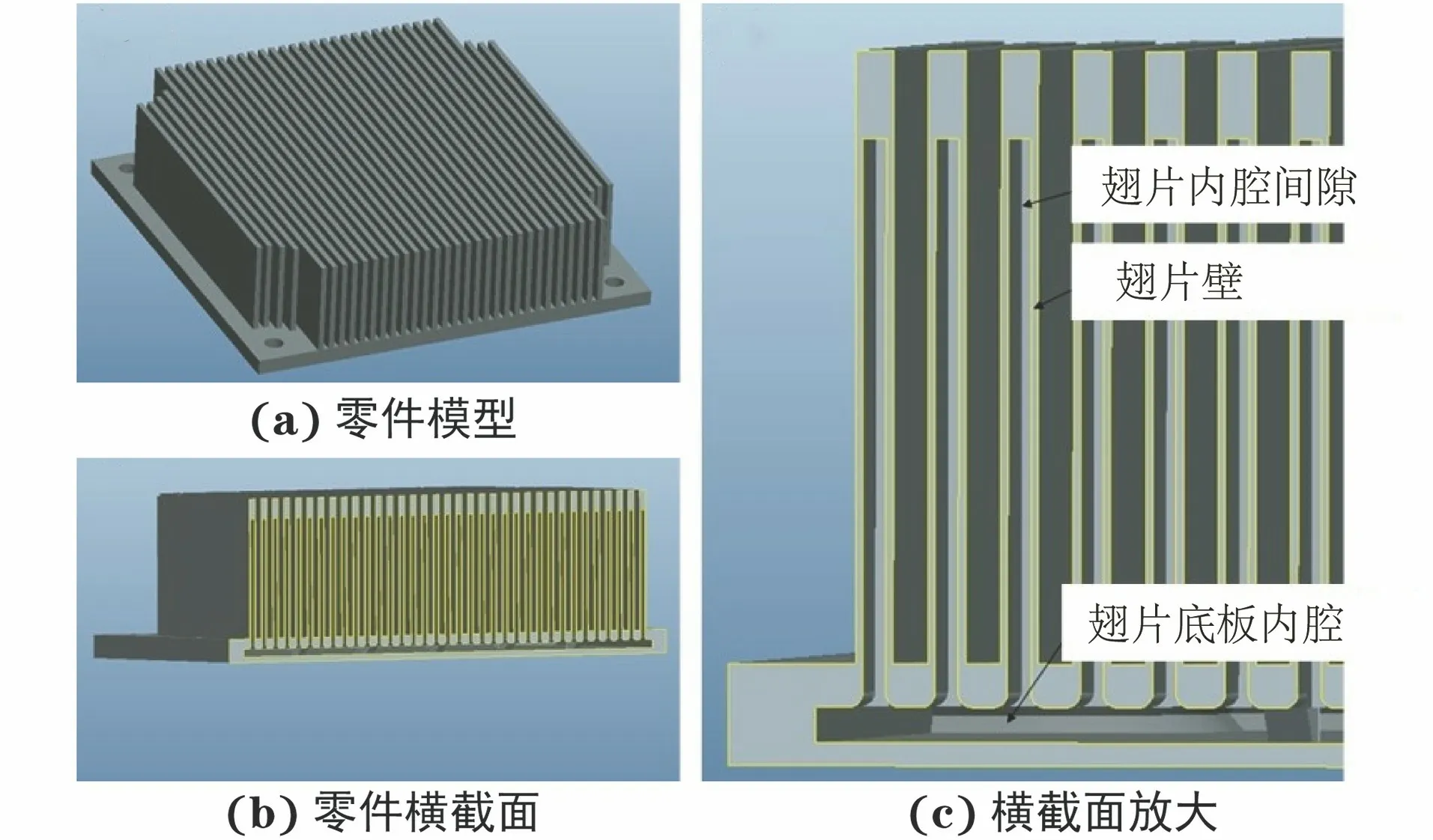
圖8 中空內(nèi)腔薄壁翅片均溫板散熱器結(jié)構(gòu)示意Fig.8 Structure schematic of thin-walled finned temperature plate radiator with hollow cavity: (a) part model; (b) part cross section and (c) amplification of cross section

圖9 中空內(nèi)腔薄壁翅片均溫板散熱器SLM成形實物Fig.9 SLM formed thin-walled finned temperature plate radiator with hollow cavity
3 結(jié) 論
(1) 試驗采用的激光選區(qū)熔化工藝可成形壁厚0.2 mm以上的AlSi10Mg鋁合金薄板以及壁厚0.2 mm以上、內(nèi)腔間隙為0.5 mm以上的中空薄壁板;板厚小于0.7 mm時由兩側(cè)輪廓掃描形成薄板,無實體掃描填充,板厚大于0.7 mm時有實體填充;厚度0.5,0.6 mm的薄板出現(xiàn)空心現(xiàn)象,通過減小光斑尺寸及調(diào)整工藝參數(shù)可進一步提高SLM技術(shù)成形精度,避免出現(xiàn)空心薄板;采用試驗工藝參數(shù)可成功打印出薄壁、封閉腔散熱器產(chǎn)品。
(2) SLM成形AlSi10Mg鋁合金薄板組織致密,表面光滑的共晶硅相呈短纖維狀沿晶界分布;SLM成形拉伸試樣及其經(jīng)T6熱處理后的抗拉強度均高于200 MPa;T6熱處理后試樣強度降低、塑性提高,T6熱處理適用于該薄板零件。
