北京鳳凰衛(wèi)視鋼結構大埋件工程焊接變形控制
2020-12-09 05:35:09于曉利
寫真地理 2020年41期
于曉利
摘?要: 根據(jù)實際施工經(jīng)驗,結合國內(nèi)同行相關資料,對鋼結構大埋件焊接變形控制措施進行闡述,用以減少焊接變形,提高工程總體質(zhì)量。
關鍵詞: 厚板;焊接變形;矯正;控制
【中圖分類號】TU391?【文獻標識碼】A?【DOI】10.12215/j.issn.1674-3733.2020.41.120
北京鳳凰衛(wèi)視工程創(chuàng)獎目標要求達到“北京結構長城杯”,施工難點在于有諸多引起錨板變形的因素,主要有以下兩點:
A、厚板對接焊縫引起變形
埋件數(shù)量較多,總工程量為208噸,埋件錨板所用鋼板厚度為40mm和50mm,屬于厚板,鋼材材質(zhì)為Q345B。需要負溫度下對接焊接,焊縫等級為一級,厚板焊接難較大,且焊接成型后矯正難度比較大。
B、埋件錨筋均為角鋼,與錨板底板連接均是坡口焊接引起變形。
每個錨板上所加的角鋼比較多,另外錐形孔需要穿孔塞焊,整個埋件制作完成后,對鋼板施加的熱量過多,勢必在長度和寬度方向上造成錨板板面的撓曲變形。
成品埋件錨板的局部平面度根據(jù)規(guī)范要求為1mm,故我們在制作過程中,為了達到規(guī)范要求,必須采取一定措施對變形加以控制。下面介紹此項工程的變形控制方法。
1?厚板對接焊縫的變形控制
此種變形宜采取反變形法對變形進行控制,反變形法即是分析焊件焊后可能產(chǎn)生變形的方向和大小,在焊接前應使被焊件做大小相同,方向相反的變形,以抵消或補償焊后發(fā)生的變形,使之達到防止焊后變形的目的,這種方法稱為反變形法。
本工程具體方法如下:
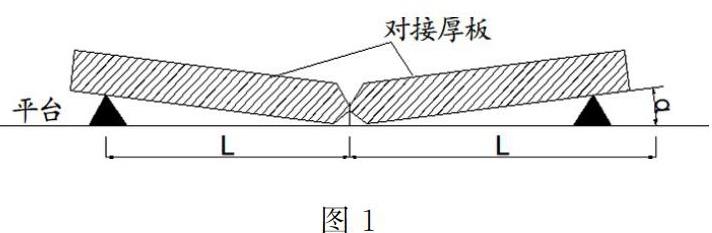
板材拼接首先要在變形的反方向預留角度,用以抵消焊接變形,需要先在板的兩端用墊塊墊起一定角度,一般情況下板厚在10~18mm時,α在1.3°~1.5°為宜,20~30mm時,α在1.5°~1.6°為宜,本工程板比較厚,且環(huán)境溫度比較低,選擇α為5°~8°,如下圖1所示:
準確的選擇合適的墊起角度是焊接反變形的一個重要措施,角度偏大偏小都將影響焊接后的平整度,拼接接口不留間隙,相同的焊縫墊起的高度應該一致,接料采用埋弧自動焊,焊接材料采用H08MnA焊絲,焊劑HJ431。當正面焊縫焊完后,隨著溫度的冷卻,角變形逐漸增大。
板材拼接及正面焊接完第一遍后,為了抵消變形,在反面用碳弧氣刨清根,一般情況下清根的深度應大于正面焊縫的2~3mm。如此反復正、反面焊接,直至焊接完畢。
需注意由于是負溫度下焊接,需要提前預熱消氫,預熱范圍為焊縫兩側(cè)各100mm,預熱溫度為不超過100℃。同時根據(jù)規(guī)范要求大于40mm的鋼板焊接要求開雙坡口,對于本工程的非對稱X形坡口,宜先焊大坡口側(cè),后焊小坡口側(cè),采用多層多道焊,應嚴格控制層間溫度在130~200℃,防止鋼板收縮過大,導致變形量增大。
內(nèi)坡口打底層是最容易出現(xiàn)缺陷的位置,因此反面清根時必須將底層全部清除,應注意修正根部坡口形狀,不能存在死角或者折角,造成施焊不便和探傷時不合格。
2?角鋼與錨板焊接引起的板面變形修正措施
埋件錨筋均為角鋼,數(shù)量較多,與錨板底板連接均是坡口焊接,錨板上有部分錨筋,此部分需要與錨板塞焊,需要鉆錐形孔。這樣勢必會對錨板板面施加過多熱能,隨著溫度的冷卻,板面出現(xiàn)撓曲變形,最大達到5mm,甚至更大。
由于埋件的尺寸較大,使用火焰對厚板進行矯正。火焰矯正按形狀分有點狀加熱、條狀加熱和三角加熱三種。條狀加熱多用于變形量大、剛度大的結構件,加熱時,火焰沿直線移動,薄板通常為多條加熱,對于中厚板,在直線移動的同時增加橫向擺動,要求形成一定寬度的加熱帶。據(jù)此本工程采用條狀加熱法。
選擇的加熱位置必須使它產(chǎn)生的變形方向與焊接殘余變形的方向相反,以起到抵消焊接殘余變形的目的。埋件產(chǎn)生撓曲變形的原因是由于在鋼板底部焊接角鋼產(chǎn)生大量熱能,一邊產(chǎn)生收縮變形而另一邊保持不變而引起的。要矯正這種變形,加熱位置一般必須選取最大撓曲變形處,本工程由于焊接角鋼時是從四周向中心焊接的,故厚板變形不會是一個點,而是覆蓋了整個面,所以我們加熱時,要在板面上劃一條通過中心的線,然后再用板尺或粉線垂直此線測量最大變形處,做好加熱記號。加熱時,沿著所作記號直線擺動成加熱帶形狀后,隨著溫度的冷卻,各個板塊就會產(chǎn)生變形,抵消了由于焊接角鋼引起的殘余變形。板面趨于平整。由于本工程鋼板材質(zhì)為Q345B,為了保證材料的力學性能,冷卻速度不可過快,矯正過程中不可澆水驟冷,盡量不要矯正焊縫處,第一次加熱后仍無法達到要求,則可繼續(xù)選擇最大點加熱,直至檢測時符合規(guī)范要求。同一部位加熱不宜超過兩次。
另外,通過選取合理的裝配焊接順序,可以起到使焊接變形互相抵消,達到降低變形的目的。由于錨板的面積比較大,焊接時不宜沿一個方向進行施工,應從四周向中心焊接施工方法。
3?結束語
實踐證明,焊接反變形和火焰矯正能夠有效地防止和減少厚板的焊接變形,在矯正機具無法施工的條件下,使用此種方法是切實可行的。經(jīng)過我們嚴把質(zhì)量關,使得我們的構件驗收全部合格,為鳳凰衛(wèi)視工程實現(xiàn) “北京結構長城杯”和獲得 “首批綠色施工示范工程”奠定了堅實的基礎,為我們公司贏得了榮譽。
參考文獻
[1]?張連生.金屬材料焊接[M].機械工業(yè)出版社,2004.
[2]?李亞江.焊接冶金學[M].機械工業(yè)出版社,2007.
[3]?鄒增大.焊接材料、工藝及設備手冊[M].化學工業(yè)出版社,2011.
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機械制造文摘·焊接分冊(2016年2期)2016-12-23 21:02:08
科學與財富(2016年18期)2016-12-22 18:18:55
中國高新技術企業(yè)(2016年30期)2016-12-20 04:00:34
中國科技博覽(2016年18期)2016-10-19 08:43:03
科技視界(2016年21期)2016-10-17 17:06:18
商(2016年27期)2016-10-17 05:41:05
大眾理財顧問(2016年9期)2016-10-11 17:10:17
科技視界(2016年20期)2016-09-29 13:07:14
大眾理財顧問(2016年8期)2016-09-28 14:00:43
