E40船板鋼焊接接頭組織性能分析
2020-12-10 07:31:46楊躍輝
唐山學院學報 2020年6期
關鍵詞:焊縫
劉 義,李 敬,楊躍輝
(1.河鋼集團有限公司 科技創新部,石家莊 050023;2.唐山學院 機電工程系,河北 唐山 063000)
在造船業中,熱軋板是廣泛使用的基礎核心材料,其中的高強度船板的使用數量逐年提升,主要是用在船的主體結構上[1]。隨著船舶向大型化、自重輕量化發展,船舶工業對高強度船板鋼的需求也日益增加。同時,伴隨著極地活動的逐漸增加,破冰船大量建造,要求船板鋼具有更高的低溫韌性[2-4]。此外,焊接是船舶行業中主要的生產工藝,其工作量約占整個造船周期的25%左右,成本則占到20%左右,因此焊接工藝對船板鋼焊接后仍具有優良的組織性能至關重要,但由于焊接接頭容易產生各類組織性能缺陷,故對船板鋼焊接性的研究始終是材料研究者重要的工作之一。針對這一問題,很多研究工作通過熱模擬的方式對焊接過程進行模擬,進而分析焊接接頭或熱影響區的組織變化規律[5-8],但這一方法不能直接反映焊接過程對整個接頭組織的影響,同時也限制了對應工藝下性能的檢測。基于此,本文采用多道次焊接方式對E40船板鋼焊接性進行分析,通過觀察焊接接頭不同位置的組織特征,分析其對接頭性能的影響,擬為此類鋼焊接性的研究提供借鑒。
1 試驗材料與方法
1.1 試驗鋼的成分
試驗鋼的化學成分如表1所示。試驗鋼經真空感應爐冶煉澆鑄后鍛造成110 mm×110 mm×100 mm的鋼塊,然后加熱至1 180 ℃保溫2 h,并在北京科技大學350實驗軋機上軋制成15 mm厚鋼板,軋制過程中采用兩階段控軋,精軋開軋溫度為870 ℃,終軋溫度為830 ℃,然后加速冷卻至570 ℃。
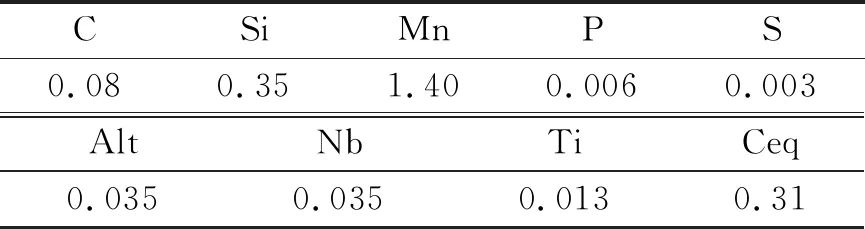
表1 鋼的化學成分 wt%
1.2 焊接工藝
焊接試驗鋼板的尺寸為300 mm×400 mm×13 mm,開V型坡口,如圖1所示。采用手工電弧焊,選擇牌號J506堿性焊條,所用焊機為YK-405FL4交流焊機,進行三道次焊接,焊接工藝參數見表2。
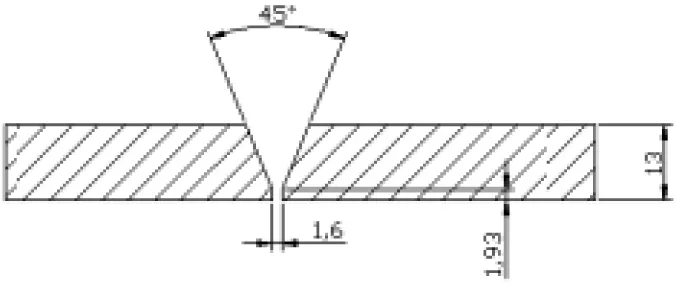
圖1 焊接坡口尺寸
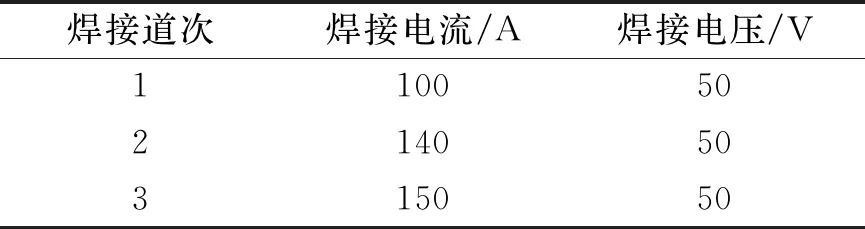
表2 焊接工藝參數
沖擊試樣開V型缺口,并按試驗要求分別開在焊接接頭的不同位置,即在焊縫中心、偏移6 mm處和偏移12 mm處,缺口軸線位置垂直于焊縫表面,如圖2所示。在-40 ℃的低溫下沖擊試樣,并測定沖擊功,每個位置測定三次。
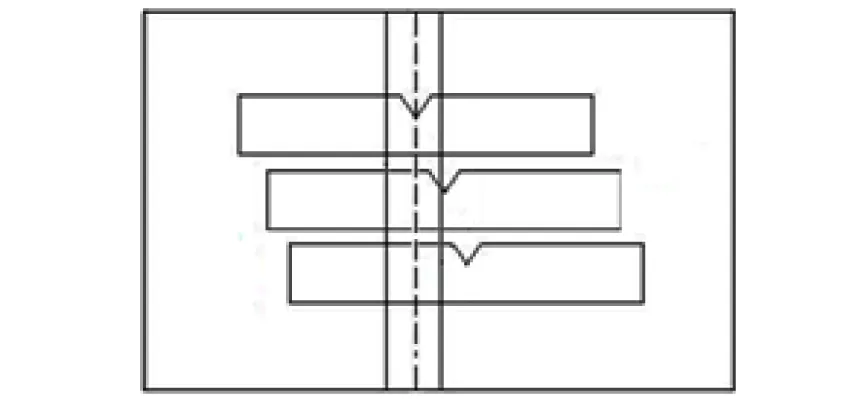
圖2 試樣沖擊位置選取示意圖
1.3 組織的觀察與硬度的測定
沿圖2中垂直于焊縫方向取金相試樣,經過研磨、拋光后,采用4%的硝酸酒精進行侵蝕,然后在奧林巴斯BM41光學顯微鏡下觀察接頭不同區域的顯微組織;使用HV1000顯微硬度計測定接頭不同位置的硬度,測試點的分布如圖3所示。測定范圍為焊縫中心至一側16 mm,相鄰兩個測點的距離為2 mm。

圖3 硬度測試點的位置
2 試驗結果與分析
2.1 母材的組織與性能
試驗鋼母材的力學性能如表3所示。從表3可以看出,試驗鋼具有良好的綜合力學性能,-40 ℃下沖擊功仍保持在200 J左右。在顯微鏡下觀察(如圖4所示),試驗鋼的組織為少量的先共析鐵素體+針狀鐵素體,此種組織構成保證了試驗鋼具有良好的強韌性匹配。

表3 母材的力學性能
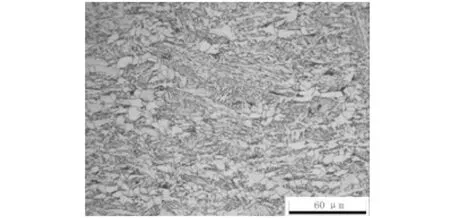
圖4 試驗鋼母材的顯微組織
2.2 焊接接頭的組織與性能
焊縫及熱影響區的沖擊功見表4。由表4可知,接頭不同位置的韌性有明顯的變化,距焊縫中心越遠測得的沖擊功越高,距焊縫中心12 mm處,沖擊功穩定在200 J以上,甚至高于母材的沖擊功。在焊縫中心處和距焊縫中心6 mm處測得的沖擊功均較低,其平均值分別為66.6 J和81.6 J,且存在單值明顯較低的現象。
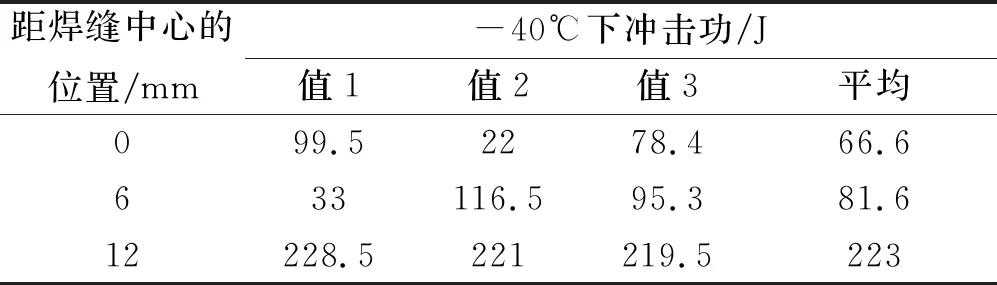
表4 焊縫不同位置處的沖擊功
圖5為距焊縫中心不同位置處測得的維氏硬度。從圖5可以看出,在焊縫中心處硬度相對較低,為130.1 HV,遠低于母材的硬度156 HV。向母材偏移過程中,硬度在距焊縫中心4 mm和10 mm處出現了兩個峰值,偏移焊縫中心14 mm后硬度基本不再變化,其值與母材基本相同,這證明在該試驗條件下熱影響區的范圍約為距焊縫中心12~14 mm處。
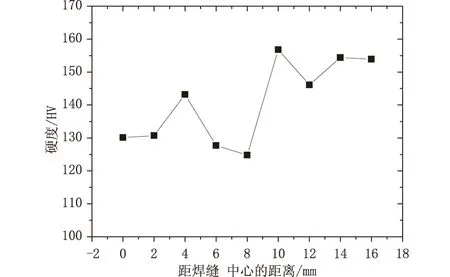
圖5 焊接接頭不同位置處的硬度變化
2.3 討論
圖6為焊接接頭不同位置的顯微組織。
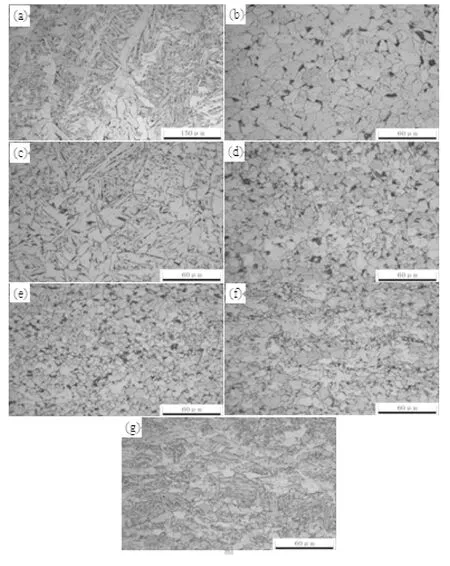
(a)焊縫表面;(b)距焊縫中心2 mm;(c)距焊縫中心4 mm;(d)距焊縫中心6 mm;(e)距焊縫中心8 mm;(f)距焊縫中心10 mm;(g)距焊縫中心12 mm圖6 焊接接頭不同位置處的組織
從圖6可以看出,在焊縫上表面最后凝固的區域,其組織為粗大的柱狀晶。由于晶粒較為粗大,組織中出現了魏氏組織;由于采用了多道焊,在后續的焊接過程中,前面道次生成的組織受到反復加熱,多次發生相變,導致焊縫內部其他位置上的組織為等軸的鐵素體和珠光體,如圖6(b)所示,其為焊縫內部偏離中心2 mm處的組織,由于焊縫內部組織相對粗大,且表面附近存在大量柱狀晶與魏氏組織,導致此處韌性降低[9]。偏離焊縫中心4 mm處的組織中出現了大量的魏氏組織,如圖6(c)所示,此處應為熱影響區的過熱區,由于距焊縫較近,加熱溫度高,因此冷卻之前生成的奧氏體晶粒更為粗大,促進了魏氏組織的形成,導致過熱粗晶區的硬度顯著增加。隨著偏離焊縫的距離增加,母材受到的焊接熱影響變小,熱循環過程中的峰值溫度降低,組織相應發生變化。6 mm處的組織轉變為細小的鐵素體晶粒與少量的珠光體,如圖6(d)所示,此位置應為熱影響區的正火區。偏移8 mm的位置則呈現出大小鐵素體晶粒相間的組織,如圖6(e)所示,表明熱循環過程中峰值溫度處于此鋼種兩相區范圍,部分晶粒在加熱和冷卻過程中發生兩次相變,進而顯著細化,但以等軸鐵素體為主的組織構成使得測定硬度均明顯較低。偏移10 mm后,熱循環峰值溫度進一步降低,受到熱應變失效脆化影響,該處的硬度顯著升高,組織中則出現了部分粗化的針狀鐵素體,同時出現了一定量的準多邊形鐵素體,如圖6(f)所示,由于準多邊形鐵素體可以分割顯微組織并細化有效晶粒尺寸,進而增加大角度晶界比例[9],因此促進了硬度的升高。偏移12 mm后,焊接熱循環的影響基本消失,組織類型與母材一致,如圖6(g)所示。偏移至14 mm后硬度基本不變。
由圖5可以看出,12 mm處的硬度有明顯的降低。為確定其原因,觀察了偏移4 mm,8 mm,12 mm處壓痕區域的組織,如圖7所示。從圖7可以看出,4 mm處的壓痕處于魏氏組織上,8 mm處的壓痕則處于鐵素體區域,而12 mm處的壓痕則恰好處于針狀鐵素體間的少量鐵素體上,這是導致4 mm處硬度較高、8 mm和12 mm處硬度較低的主要原因。
雖然在試驗鋼成分設計中添加了微量的Ti和Nb元素,但從上述結果來看其對焊縫組織的細化效果并不明顯,并且在焊接熱循環作用下靠近焊縫區域的晶粒也有明顯的長大。文獻[10]研究發現,TiNC的析出對晶界遷移的阻礙作用并不明顯,因此開發新的技術對于提高船板鋼的焊接性有著重要的意義。
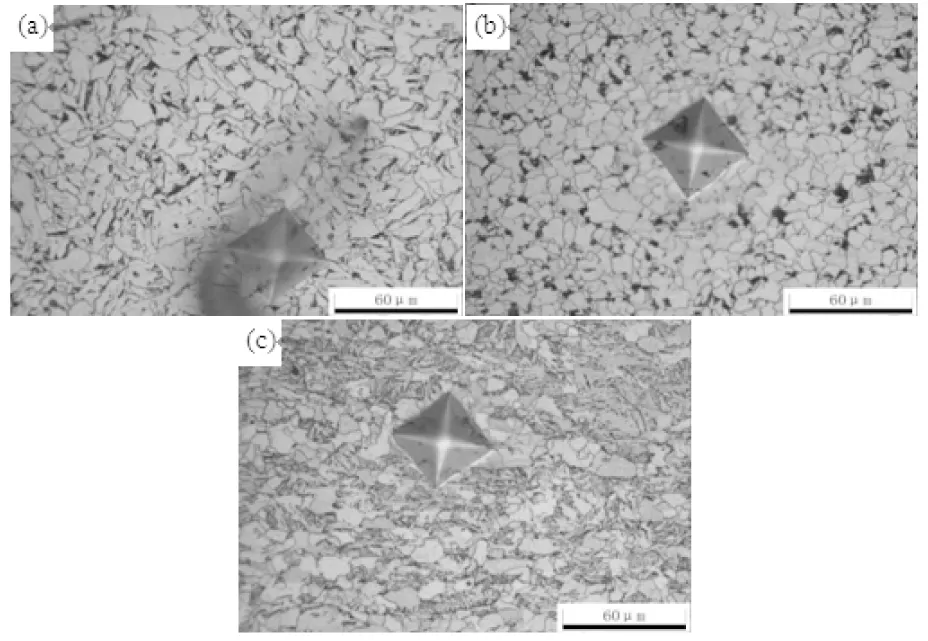
(a)距焊縫中心4 mm;(b)距焊縫中心8 mm;(c)距焊縫中心12 mm圖7 焊接接頭不同位置處的壓痕形貌
3 結論
(1)E40船板鋼焊接后,其焊縫內晶粒較為粗大,特別是焊縫表面附近為粗大的柱狀晶,導致此處的韌性較差,存在單值較低的現象,而熱影響區的過熱區則出現了大量的魏氏組織,也不利于獲得高的低溫韌性。
(2)試驗鋼焊接接頭不同位置的硬度存在明顯的變化規律,分別在熱影響區的過熱區和熱應變失效脆化區出現了硬度的峰值,這是由于過熱區組織中出現了大量的魏氏組織,而熱應變失效脆化區生成了較多的準多邊形鐵素體和粗化的針狀鐵素體。
(3)試驗鋼中雖然添加了少量的Ti和Nb元素,但其對焊縫及過熱區組織的細化作用并不明顯。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
