使用電子標準作業指導書縮短作業轉換時間
2020-12-15 02:30:46張紅,科里·布朗
上海質量 2020年11期
編者按
許多制造商將縮短作業轉換時間視為提高運營效率和減少浪費的黃金機會。因為縮短作業轉換時間可以增加產量、減少庫存并提高對客戶需求的響應能力。本文通過分析作業轉換的過程,介紹了減少作業轉換時間的最有效方法——標準作業指導書,以及為作業轉換過程創建標準作業指導書的步驟。文章原載于2019年11月的Dozuki博客,作者科里?布朗(Corey Brown)是制造資源網站Dozuki.com的首席研究員和編輯,擁有工程和技術背景,擅長質量管理、標準化工作和精益制造。
許多制造商將減少作業轉換時間視為提高操作效率和減少浪費的黃金機會。這樣做有充分的理由:單純地減少作業轉換時間可以增加產量、減少庫存、縮減正在進行的工作,并提高對客戶需求的響應能力。
然而,標準化和減少作業轉換時間的最有效方法往往是被忽視的標準作業指導書。
減少作業轉換時間的好處
假設你當前的作業轉換需要1個小時,每星期需要進行5~7次作業轉換,那么你每星期就有近1天的時間花在這項工作上面,每年至少要浪費32天的作業轉換時間。想象一下,如果你拿回一半浪費的時間可以做多少工作?
那些熟悉精益制造概念的人知道,作業轉換時間就是機器停機時間,它是一個非增值過程或稱浪費。減少作業轉換時間的好處不僅是直接節省時間,而且可以帶來靈活性,容易實現更敏捷和更可靠的生產周期。
當你能夠更容易地在生產運行之間切換時,就可以生產更多種類的零部件,交貨時間也更容易預測——這意味著更低的庫存、更短的生產運行時間和更高的客戶滿意度。
作業轉換時間的定義
作業轉換是為滿足你的生產要求而進行的一系列過程,這個概念適用于所有行業。在大多數情況下,作業轉換時間被定義為從上一次運行的最后一個良好階段到下一次運行的第一個良好階段所需要的時間。
在這個定義中,重要的是“良好”這個限定詞。因為在新部件的生產達到質量標準之前,沒有所謂的“成功的”作業轉換。畢竟,萬一最終的結果很糟糕,那么快速地轉換并沒有多大價值。
作業轉換時間與設置時間
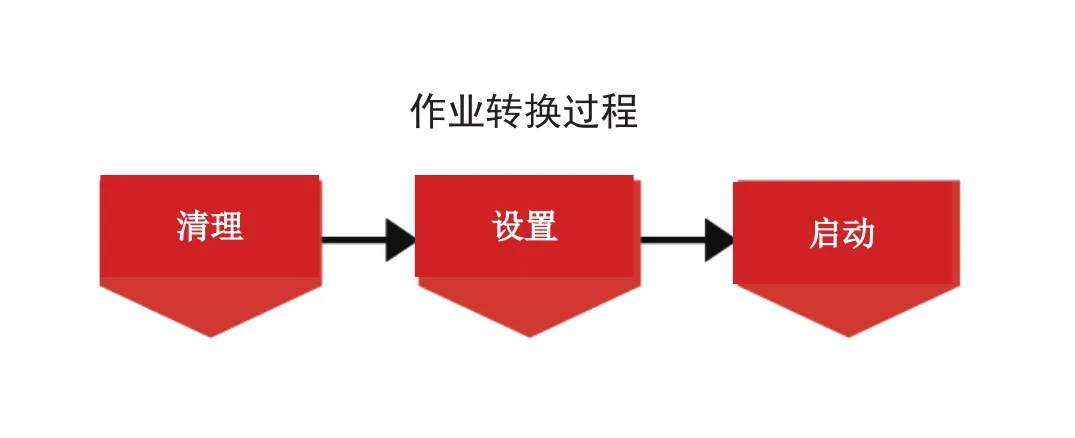
“作業轉換時間”和“設置時間”這兩個術語經常互換使用,但它們不是同一件事。設置時間只是作業轉換過程的一個組成部分。整個作業轉換時間還包括前一運行環節的清理程序,以及下一運行環節的啟動程序。
快速換模法(SMED)和標準化工作
豐田體系的主要設計者大野耐一以實施標準化工作極大縮短作業轉換時間而聞名——有時可以縮短到原來的二十分之一。在新鄉重夫的幫助下,他們徹底改變了汽車制造業和其他行業提高效率的方式。
新鄉重夫將標準化工作與快速換模法作為減少換模時間的兩種策略加以推廣。快速換模法是指把作業轉換時間減少到不足10分鐘,此方法的基礎是盡可能多地將作業轉換步驟轉移到“外部”,或者在前一個運行環節仍然處于活動狀態時就開始進行作業轉換,并盡可能簡化剩余的步驟。“外部”是指在當前作業轉換過程之外。
快速換模法的核心是標準化和改進。通過作業指導書來規范作業轉換過程,是減少作業轉換時間和持續培訓新員工的有效方法。

如何創建作業轉換過程標準作業指導書
在改進作業轉換過程的任何一個部分之前,最好對當前的狀態進行檢查。通過使用標準工作程序來記錄當前的最佳實踐,你可以創建一個基線來度量效率收益并進行改進。
1. 分解:首先將作業轉換過程分解為三個主要部分——清理、設置和啟動。
2. 記錄:觀察并記錄整個過程。就像進行時間觀察一樣,要保證結果的客觀,盡可能清晰和簡潔地記錄工作。
小貼士:除了親自觀察外,還要把整個過程錄像。當你需要澄清某一步驟或幫助描述某一特定技術時,視頻片段可以提供幫助。這也有助于抵制在作業轉換過程中“采訪”操作員的誘惑,因為這會打斷作業轉換過程并夸大你的時間分析。
3.分解步驟:一旦確定了作業轉換的三個主要過程,請將每個過程分解為單獨的步驟。與此類似,快速換模法也是從分解過程為單個要素開始的。分解步驟或要素的最佳方式是將其明確為單個的動作。一個典型的作業轉換過程大約有30~50個步驟(要素),可以根據你的生產需求而變化。
4. 跟蹤周期時間:記錄每個過程的周期時間以及整個作業轉換過程。這一步對于理解改進的影響至關重要。要記住,計時開始于上一個環節的最后一個良好階段,結束于下一個環節的第一個良好階段。
5. 改進、記錄、復制:現在你的過程已經被記錄并標準化,可以開始進行改進了。首先考慮過程的哪些步驟可以移到作業轉換過程的“外部”。然后,頭腦風暴哪些步驟可以被簡化和防錯。在進行這些改進時,確保將工藝變更記錄下來,并將更新情況傳達給車間的工人。
指導書對作業轉換過程的好處
電子作業指導書(EWI)是快速記錄作業轉換過程的理想工具,因為它們更容易獲得,更容易使用,并能夠促進持續改進的文化。
1.合理化過程改進
利用傳統的、通過電子郵件和PowerPoint文件進行標準協作的方式是雜亂無章且效率低下的。電子作業指導書使文檔的編寫和修改變得更容易,并實現審批過程自動化。
2.增加可訪問性
當作業轉換過程只存在于紙質文本上時,引用和使用標準就成為一種負擔。電子作業指導書可以在平板電腦或智能手機上使用,安裝了堅固的保護外殼后,這些設備幾乎可以在任何環境中使用。沒有了紙質文本的阻礙,移動平板電腦能夠鼓勵工人在作業轉換過程中使用標準,從而促進了一種持續改進的文化。
優點:使用二維碼,操作員可以掃描機器,立即訪問相關的設置程序。
3.標準化的文檔控制
與紙質作業指導書不同的是,電子作業指導書能確保標準的及時更新,確保操作人員按照當前的最佳實踐操作你的作業轉換過程。
4.內置周期測時和數據收集
電子作業指導書允許你拋棄秒表,創建更詳細的時間觀察報告。數字表單可以在過程中捕獲數據,以確保操作遵循標準。
對于較長的作業轉換過程,可以在整個過程中插入數字簽名,以便在過程中進行質量檢查。使用這些數據,你可以評估流程中的瓶頸并進行合理化,或者將步驟轉移到外部。
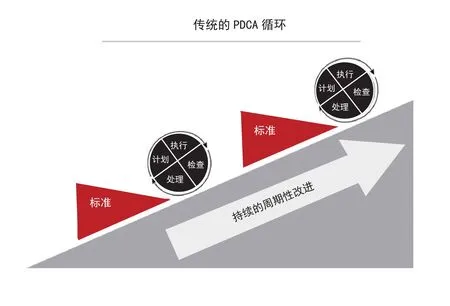
5.規范、改進重復
減少作業轉換時間類似于其他過程改進策略,因為任何“計劃-執行-檢查-處理(PDCA)”方法都是建立在標準化基礎上的。標準作業指導書是最好的方法,不僅可以減少作業轉換時間,而且可以改進整個操作過程。

猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
口腔護理用品工業(2021年4期)2021-11-02 08:22:56
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中國公路(2017年9期)2017-07-25 13:26:38
故事大王(2016年7期)2016-09-22 17:30:08
專用汽車(2016年4期)2016-03-01 04:13:43
汽車維修與保養(2015年8期)2015-04-17 03:32:51
中國質量與標準導報(2014年9期)2014-02-28 22:25:45