木質素酶在生態洗絨炭化工藝中的應用
2020-12-18 02:11:10申保雷魏玉娟陳名洋肖永和
印染助劑 2020年11期
關鍵詞:工藝
申保雷,趙 尚,魏玉娟,陳名洋,肖永和
(河北科技大學紡織服裝學院,河北石家莊 050000)
目前,環境問題越來越受到人們的重視,減少污染、保護環境已成為重要任務。傳統的洗絨炭化方法是利用酸使植物性雜質降解,此方法不僅對羊絨纖維有損傷,還會造成環境污染。需要進一步研究高效、環保的生態洗絨炭化工藝以減少環境污染,并以此來響應保護環境的號召。生物酶是一種高效、環保、可再生、可降解的產品,因而可以嘗試用生物酶取代傳統工藝中有毒、污染環境、不可再生的化學制劑。生物酶是一種高效、專一、反應條件溫和、對人體無害、不污染環境,具有許多優良性能的生物制劑[1]。
原絨中有植物性雜質,而組成植物細胞壁的成分有木質素、果膠、纖維素等[2]。生物酶是具有催化功能的蛋白質,具有專一性,能有針對性地去除羊絨中的雜質而不損傷纖維[3]。木質素酶主要對植物性雜質起作用,以合適的條件處理羊絨,能夠達到去雜而不損傷羊絨物理化學性能的效果。
1 實驗
1.1 材料和儀器
材料:原羊絨,木質素酶(分析純,河南億昌食品配料有限公司),98%濃硫酸(工業級,上海佳余化工有限公司)。
儀器:HH-4 恒溫水浴鍋(常州國宇儀器制造有限公司),WSB-Ⅱ白度儀(溫州儀器儀表有限公司),101-3AB 型電熱恒溫鼓風干燥箱(天津市泰斯特儀器有限公司),YG(B)008E 型電子單纖維強力機(溫州市大榮紡織儀器有限公司)。
1.2 工藝流程
傳統酸炭化工藝:稱絨(0.5 g)→室溫水浸漬(20~30 min)→軋水(或脫水)→配液(酸60 g/L)→浸酸(室溫,10~15 min,浴比1∶30)→烘干(60~70 ℃,30~45 min)→焙烘(100 ℃,30~45 min)→水洗→烘干(70~80 ℃,3 h)[4]。
生物酶洗絨炭化工藝:稱絨(0.5 g)→洗絨→軋水(或脫水)→配液(浴比1∶30)→水浴加熱→清水洗→烘干(80 ℃,3 h)。
1.3 測試
白度:按照GB/T 8424.2—1997《紡織品相對白度的儀器評定方法》進行測試。
單纖維斷裂強力:按照FZ/T 98009—2011《電子單纖維強力儀測定實驗》進行測試。每組樣品測4 次求平均值,以減小實驗誤差。
失重率:原羊絨在果膠酶處理前用電子天平稱質量為m0,用果膠酶處理的羊絨烘干后在實驗臺上擱置30 min,再在空氣中回潮充分后用電子天平稱質量為m,計算失重率=(1-m/m0)×100%。
2 結果與討論
2.1 傳統酸炭化的缺點
羊絨中的草雜去除不凈將給后道工序帶來不少麻煩,如造成紗線條干不均勻、斷頭增加,染色時不吸色造成染疵,影響成品外觀質量等[5]。傳統酸炭化工藝是一種利用羊絨與草雜對酸穩定程度不同來去除草雜的加工方法,即草雜本質是纖維素等物質,吸收酸液后,在高溫作用下,糖苷鍵斷裂,整體結構遭到破壞而脆化,加之機械作用易于粉碎去除[6]。傳統酸炭化工藝有污染環境、纖維損傷大等缺點[7],處理后羊絨纖維的單纖維斷裂強力為7.34 cN,白度為25.0%,失重率為53.3%。由此可知,傳統酸炭化工藝的去雜效果較好,但單纖維斷裂強力損傷較大;此外,在酸炭化過程中,羊絨浸酸后進行高溫焙烘,導致羊絨泛黃,白度不高。
2.2 生物酶洗絨炭化工藝優化
影響酶催化反應的因素有木質素酶用量、溫度、時間、pH 等[8]。隨著木質素酶用量的增加、溫度的升高、處理時間的延長,羊絨纖維受到的損傷越嚴重;而且在溫度較高時,pH 對羊絨纖維損傷程度的影響比處理時間大[9],本實驗采用稀硫酸調節pH。
2.2.1 木質素酶用量
由表1 可知,隨著木質素酶用量的增加,羊絨纖維的斷裂強力降低,白度和失重率先升高后趨于平穩。原因是木質素酶用量較低時,羊絨中的雜質去除不充分,因此白度和失重率均較小;隨著木質素酶用量的不斷增加,羊絨中的雜質去除越來越充分,因此白度和失重率逐漸增大;但當木質素酶用量達到一定程度時,羊絨中的雜質基本被分解完全,繼續增加木質素酶用量,羊絨白度和失重率基本不發生變化,但對羊絨纖維的損傷越來越大。木質素酶的適宜用量為2.0%(omf)。
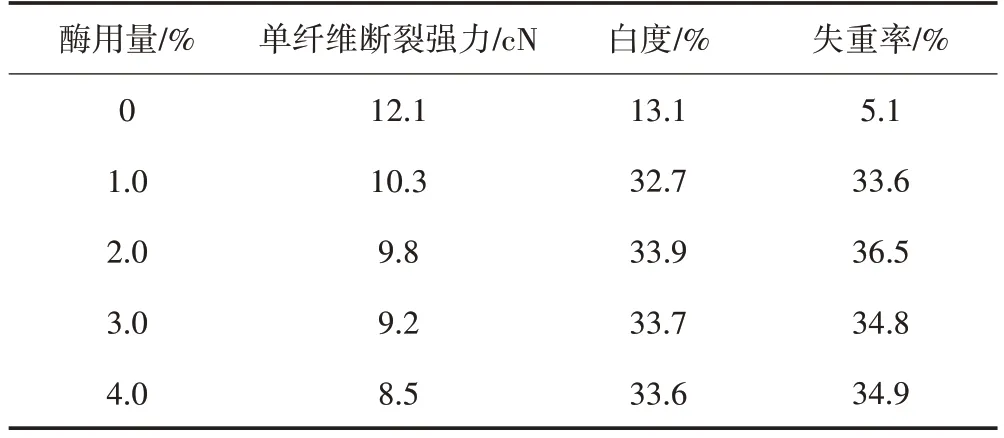
表1 木質素酶用量對羊絨性能的影響
2.2.2 溫度
由表2 可以看出,隨著溫度的升高,羊絨纖維的斷裂強力降低,白度和失重率先升高后降低。說明當溫度較低時,羊絨中的雜質去除不充分,因此白度和失重率均較小;隨著溫度的升高,木質素酶的活性不斷增加,對羊絨中雜質的去除效果不斷增強,此時羊絨白度和失重率不斷增大;但溫度過高會使木質素酶活性受到抑制甚至變性,羊絨雜質去除效果也越來越差,白度和失重率逐漸降低,而且羊絨纖維受到的損傷也在逐漸增大,因此斷裂強力不斷降低。綜合考慮羊絨的各項性能,確定木質素酶的適宜處理溫度為50 ℃。

表2 溫度對羊絨性能的影響
2.2.3 時間
由表3 可知,隨著時間的延長,羊絨纖維的斷裂強力降低,白度和失重率先增加后趨于平穩。原因是隨著時間的延長,除雜效果逐漸變好,羊絨的白度和失重率逐漸增大;當雜質基本去除完全后,隨著時間的延長,羊絨的白度和失重率不再增加,但羊絨纖維受到的損傷越來越大,因此斷裂強力不斷降低。綜合考慮羊絨的各項性能,確定木質素酶處理的適宜時間為40 min。
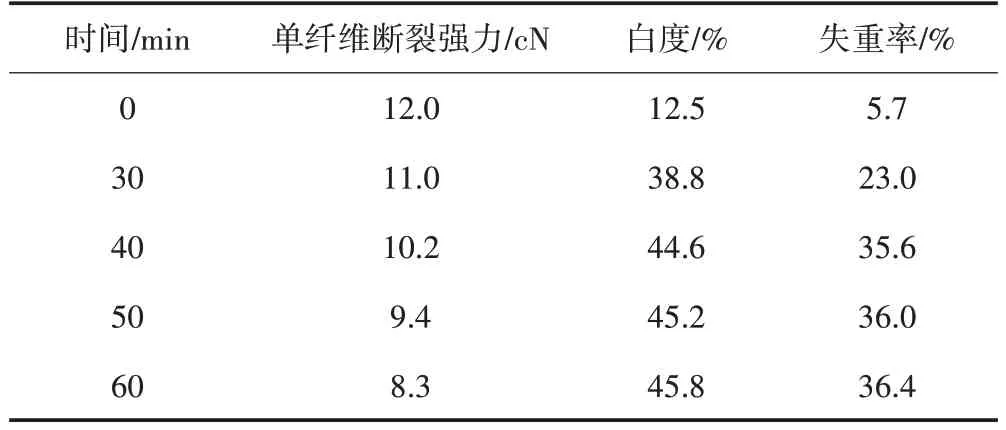
表3 時間對羊絨性能的影響
2.2.4 pH
由表4 可以看出,隨著pH 的增大,羊絨纖維斷裂強力先不發生變化后逐漸降低,白度和失重率先升高后降低。原因是羊絨纖維耐酸不耐堿,因此在弱酸性條件下處理,羊絨纖維損傷較小,斷裂強力基本不發生變化;但是隨著堿性逐漸增強,羊絨纖維受到的損傷越來越大,斷裂強力逐漸降低。此外,pH 會影響木質素酶的活性,不同pH 條件下木質素酶活性不同,酶活性越高除雜效果越好,白度和失重率越大,反之亦然。pH 為6.0 時,羊絨的白度和失重率相對最大,斷裂強力也較大,因此確定木質素酶處理的適宜pH 為6.0。
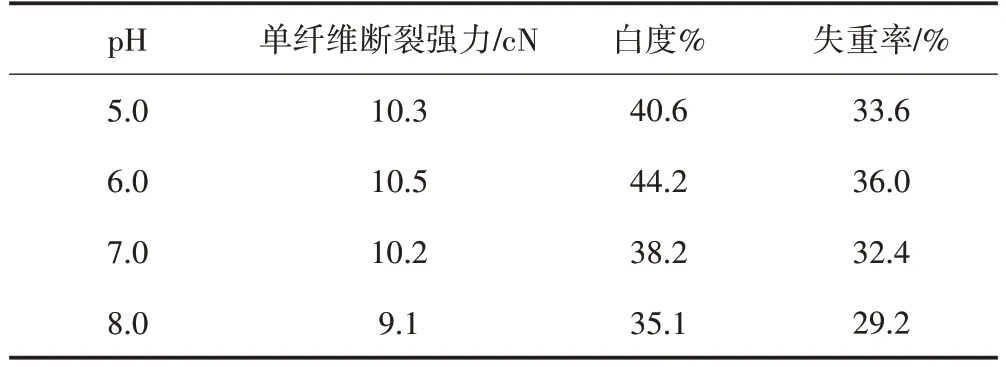
表4 pH 對羊絨性能的影響
2.3 正交實驗
由單因素實驗得出木質素酶洗絨炭化的適宜工藝:木質素酶用量2%(omf)、溫度50 ℃、時間40 min、pH 6.0。為進一步找出主次因素及優化洗絨炭化工藝,設計了4 因素3 水平L9(34)正交實驗[10]。由表5 可知,羊絨失重率影響因素的主次順序為:木質素酶用量、時間、溫度、pH;白度影響因素的主次順序為:木質素酶用量、溫度、時間、pH;單纖維斷裂強力影響因素的主次順序為:pH、溫度、木質素酶用量、時間。綜合考慮,優化處理工藝為:木質素酶用量1.5%(omf),溫度45 ℃,時間35 min,pH 5.5。
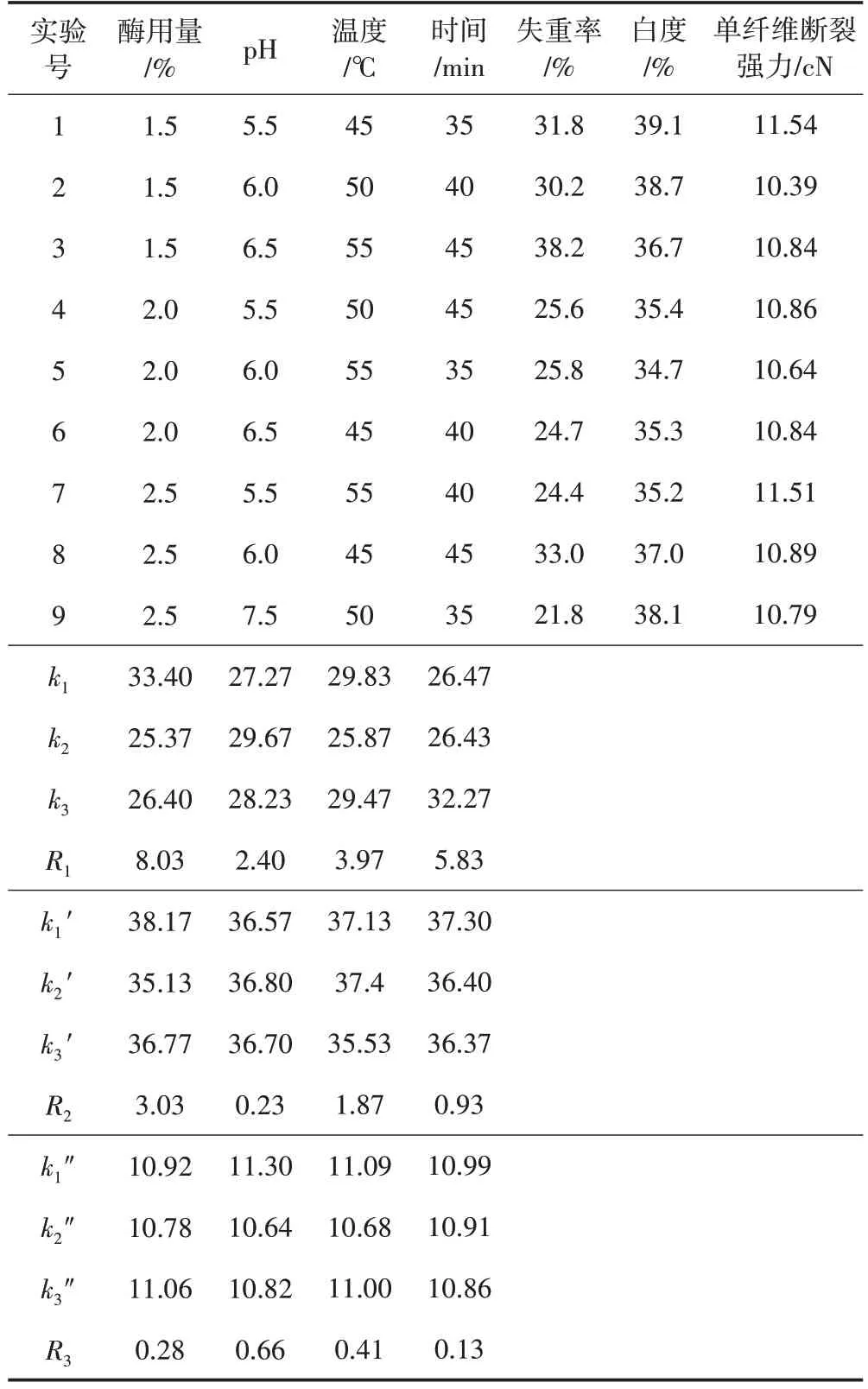
表5 木質素酶洗絨炭化工藝正交實驗表
3 結論
(1)對羊絨失重率和白度影響最大的因素均為木質素酶用量;對羊絨纖維斷裂強力影響最大的因素為pH。
(2)木質素酶洗絨炭化的優化工藝為:木質素酶用量1.5%(omf),溫度45 ℃,時間35 min,pH 5.5。與傳統的酸炭化工藝相比,木質素酶洗絨炭化優化工藝處理后單纖維斷裂強力和白度分別提高68.94%和68.8%,失重率下降26.8%。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52