粗軋R2上主電機現場抽芯檢查的實踐
2020-12-22 08:46:30秦振興艾矯健王文忠張立晨
設備管理與維修 2020年22期
關鍵詞:施工
秦振興,艾矯健,王文忠,張立晨
(首鋼京唐鋼鐵聯合有限責任公司,河北唐山 063000)
0 引言
首鋼京唐鋼鐵公司粗軋主電機已連續運行10 年,電機定子及轉子線圈未進行過深度檢查,為了避免粗軋主電機在長期運行過程中出現阻尼環開裂、轉子極包緊固件松動等異常問題,計劃利用年修選擇R2 粗軋主電機進行抽芯檢查。通過此次抽芯施工既能根據檢查結果來評估其他軋機主電機的內部運行狀態,也為后續其他主電機抽芯檢查積累施工經驗。目前同行業多數鋼廠施工抽芯大都采用定轉子整體吊裝的方案,要求必須具備150 t 以上的天車以及寬敞的施工場地才能完成吊裝就位[1],然而在實際施工過程中,粗軋R2 上主電機所在區域沒有配備150 t 以上的行車,而且受場地空間的限制,傳統的吊裝方案無法實施。考慮到實際條件的制約,只能采用液壓提升裝置起吊轉子同時利用千斤頂同步提升定子的施工方案。
1 施工前準備
由于R2 上主電機定、轉子間的氣隙很小,抽芯過程中極容易發生定、轉子磕碰,造成線圈絕緣層損傷,因此必須制定完善的施工抽芯方案,確保萬無一失。R2 上主電機所在區域沒有行車,只有一個載重量10 t 的電葫蘆,按照電機的技術數據,電機功率為7500 kW,定子重量約為60 t,轉子重量約為80 t,利用載重量270 t 的液壓提升裝置起吊電機轉子,4 臺載重量合計200 t 的千斤頂同步提升定子[2]。施工前需要根據現場空間布局進行相應的準備,具體內容包括拆除R2 上主電機的廠房隔離板,鋪設用于液壓小車行走的軌梁,液壓提升裝置主要包括4臺液壓小車、2 根吊裝橫梁、1 套液壓站以及配套的液壓管路等。施工前需要制作用于定子同步提升的U 形墊塊以及轉子抽芯停放的支撐件,同時準備一根連接電機輸出軸的假軸。
2 施工過程
粗軋R2 主電機為上下電機垂直布置,此次只針對R2 上主電機抽芯檢查,考慮到液壓提升裝置吊裝轉子的起升高度受到限制,需提前拆除電機與軋線的隔離板。為了保證轉子在橫移過程中順利進入停放區域,根據施工方案,R2 上、下主電機冷卻器及其進出水管,R2 上主電機兩側護罩以及滑環室護罩、碳刷支架、負荷側上支撐瓦、非負荷側推力瓦以及支撐瓦等需全部拆除。抽芯檢查采取轉子整體抽走,而定子提升指定高度留在原工位的施工方案(圖1),整個抽芯檢查施工過程大致分3 個環節,即抽芯、檢查以及穿芯環節。

圖1 轉子抽芯施工方案
2.1 抽芯環節
在拆除R2 上主電機定子兩側護罩后,需測量記錄定轉子兩端的原始氣隙、定轉子線圈的電阻及絕緣值、定子原始位置、后軸承座定位位置等數據。原始數據測量記錄完成后,開始在電機轉子出力端連接假軸,在定子的4 個邊角位置擺放鐵凳、墊塊以及千斤頂,并將液壓提升裝置與液壓泵站之間的油管以及液壓小車之間的連桿安裝完畢。使用專用吊繩,分別懸掛于液壓提升裝置的兩根吊裝橫梁的機械鞍座上,再用兩根吊繩分別懸掛在轉子軸身的后軸瓦臺內側以及假軸端部,使用卡環將上、下吊繩連接,上述步驟完成后,一邊使用液壓提升裝置開始起吊轉子,另一邊利用千斤頂加墊塊的方式提升定子,定子每提升一段距離就用一塊U 形墊塊墊在定子下方[3],提升過程要求保持定轉子之間的氣隙不發生大的改變,決不能發生定子、轉子磕碰。當定子起升高度達到830 mm 時,停止起升,準備抽芯作業,抽芯流程如圖2 所示。利用4 條2 t 的吊鏈分別掛在液壓小車及轉子軸身兩側的對應位置,目的是調整定轉子左右氣隙,緩慢推動液壓小車向非負荷側移動,避免轉子產生大的晃動,時刻注意轉子的上下氣隙,隨時調整,當負荷側假軸上的吊繩將要接觸定子時,轉子鐵芯已完全移出定子線圈,此時停止移動液壓小車,將轉子放置在預先墊好的枕木上,施工人員重新調整吊繩位置,將負荷側假軸上的吊繩改掛在轉子軸身的前軸瓦臺內側,此時吊繩處于非負荷側同側,重新起吊轉子并繼續向非負荷側移動,直至將轉子停放在指定區域。

圖2 轉子抽芯流程
2.2 檢查清理環節
轉子抽芯完成后停放在指定區域,施工人員開始逐一檢查轉子各部件,包括極間支架徑向緊固螺栓是否松動、極靴鐵內阻尼有無熔斷燒損痕跡、阻尼條與阻尼環焊接處是否開焊、阻尼環Ω 連接片是否正常、極包外觀及連接線是否存在變形或局部過熱現象,轉子前后兩端三段軸螺栓是否存在松動痕跡等,利用吸塵器清理轉子極包區域的積塵;同時檢查定子線圈直線段及端部有無松動過熱痕跡,定子鐵芯槽內及端部線圈是否完好,匯流環絕緣及絕緣支撐塊有無松動等,利用氣泵噴灑干冰的方式對定子線圈進行清理除塵。
2.3 穿芯環節
當完成定、轉子的檢查清理工作后,開始組織回裝轉子,即進入轉子穿芯環節,此過程與抽芯環節步驟剛好相反,控制要點仍然是調整定、轉子四周氣隙量,確保穿芯過程中定轉子不發生磕碰剮蹭,穿芯流程如圖3 所示。當轉子鐵芯完全穿入定子后,繼續使用千斤頂及液壓提升裝置同步下落定轉子,定、轉子每下落一段距離就各撤出一塊四個邊角的墊塊,直到將定、轉子恢復至原工位為止。按照施工前記錄的標記及數據,組織回裝后軸承座及精調定轉子氣隙,直到滿足要求后才將T 型地腳螺栓緊固安裝到位。
3 氣隙測量
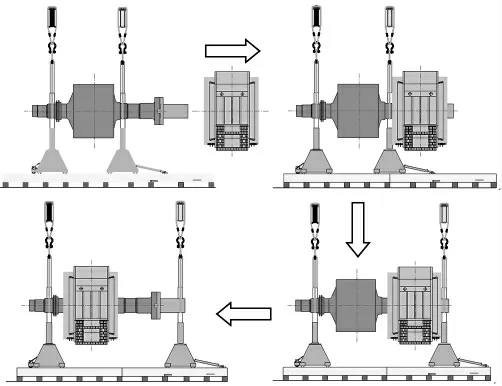
圖3 轉子穿芯流程
為了保證電機抽芯檢查后的安裝質量滿足使用要求,對于定轉子氣隙偏差值的測量至關重要。氣隙調整是為了保證定、轉子間的氣隙在圓周上均勻分布,避免電機在運行期間出現異常振動。通過調整定子來保證氣隙符合標準要求,粗軋R2 主電機的氣隙偏差按照出廠標準為不大于5%,氣隙偏差值的計算公式如式(1)所示,式中δ 為直徑方向的氣隙實測平均值,e 為圓周上3 點氣隙實測值的最大偏差值。

將式(2)、式(3)的結果代入式(1)計算可知,R2 上主電機兩端的定轉子氣隙偏差值分別為3.9%及4.6%,符合氣隙偏差要求,具體測量值及偏差計算結果如圖4 所示。

圖4 定轉子氣隙測量
4 結束語
介紹粗軋R2 上主電機現場抽芯檢查的施工過程,針對該電機所在區域不具備大型行車起吊的情況,采用液壓提升裝置進行轉子抽芯及穿芯作業,對于抽芯檢查的施工控制要點做了詳細描述,特別是對轉子回裝后的氣隙嚴格按照電機出廠標準進行控制,電機回裝后對其軸瓦油量、緊力以及頂升值進行測量,結果完全符合相應標準,電機投入運行后各項性能指標均處于合理范圍內,圓滿完成了此次抽芯檢查的施工任務。通過對粗軋R2 上主電機的抽芯檢查,為評估產線其他軋機主電機的內部狀態提供了依據,為下一步開展其他軋機主電機的抽芯檢查積累了寶貴的施工經驗,對于同行業的大型軋機主電機現場抽芯檢查具有一定的參考價值。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48