高效精密電解銑磨加工鈦合金Ti-6Al-4V試驗研究
2021-01-04 11:08:36劉剛強李寒松牛屾林毓濤曲寧松
機械制造與自動化 2020年6期
關鍵詞:溝槽
劉剛強,李寒松,牛屾,林毓濤,曲寧松
(南京航空航天大學 直升機傳動技術國家級重點實驗室,江蘇 南京 210016)
0 引言
Ti-6Al-4V鈦合金由于其密度低,比強度高,耐熱性和耐腐蝕性優良而廣泛應用于航空工業[1]。由于其彈性模量小,導熱系數低,傳統的切削加工切削溫度高,刀具磨損很快,使Ti-6Al-4V成為典型的難加工材料[2]。電化學加工(ECM)是基于電化學陽極溶解的原理,具有無刀具磨損、加工表面無殘余應力的優點,因此特別適合加工難加工材料。
電解銑削[3]加工采用棒狀等簡單形狀的工具陰極,根據電化學陽極溶解的原理對工件進行加工。與傳統的拷貝式電解加工比較,電解銑削的加工范圍更加廣泛并且加工柔性更高。MISHRA K等[4]通過電解銑削加工Ti-6Al-4V鈦合金,采用逐層加工的方式加工了“L”形的溝槽,獲得了0.6 mm的加工深度(每層加工0.2 mm)和2.4 mm/min的進給速度。
電解磨削[5]是一種復合加工的加工方式,它結合了電化學加工和機械磨削加工的優點,具有高的加工精度和良好的加工表面質量。CURTIS D T等[6]研究了通過電解磨削加工鎳基合金,并且加工出表面粗糙度為0.65 μm的葉盤。
為了提高電解磨削的加工柔性,電解銑磨的加工方式被提了出來。電解銑磨加工結合了電解銑削加工和電解磨削加工的特點,通過底部電鍍有金剛石磨粒的棒狀陰極以電解銑削的加工形式對工件進行加工。李寒松等[7]提出了內噴液式電解銑磨加工方法。與傳統的外噴液加工不同,電解液不是通過噴頭從外部噴射入加工區域,而是通過采用中空的棒狀陰極,電解液流過陰極內部,從陰極底部的噴液孔進入加工區域。這種噴液方式能夠形成穩定均勻的流場,提高加工深度和穩定性。曲寧松等[8]采用內噴液電解銑磨的加工方式加工GH4169,獲得了3 mm的切削深度和2.1 mm/min的進給速度。目前,關于Ti-6Al-4V電解銑磨粗、精連續加工的研究很少,因此本文以Ti-6Al-4V為研究對象,通過電解銑磨的加工方法,進行Ti-6Al-4V的粗、精連續加工試驗研究。
1 實驗原理及設備
1.1 實驗原理
如圖1所示,電解銑磨加工的工具磨輪以中空的金屬棒為基體,側壁開有噴液孔,底端電鍍有金剛石磨粒。在加工過程中,磨輪與電源的負極連接,工件與電源的正極連接,電解液從磨輪內部由通液孔噴入加工區域,參與電化學反應并且及時帶走加工產物和焦耳熱。磨輪在計算機程序的控制下一邊作高速旋轉,一邊作進給運動,完成對工件的加工。
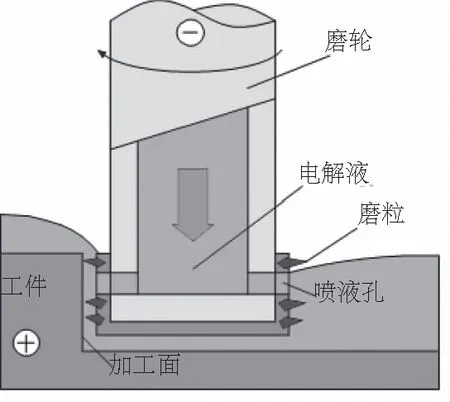
圖1 電解銑磨加工原理示意圖
1.2 實驗設備
圖2是試驗使用的電解銑磨加工系統的示意圖,該加工系統主要由機床主體、運動控制系統、數據采集系統、電解液系統和電源組成。運動控制系統由計算機、伺服電機、伺服驅動器和運動控制卡組成,用于控制X、Y十字滑臺和主軸的運動。數據采集系統由計算機、數據采集卡和霍爾電流傳感器組成,用于監控和記錄加工過程中的加工電流。調壓閥和壓力表用于調節和監測管道中的電解液壓力。
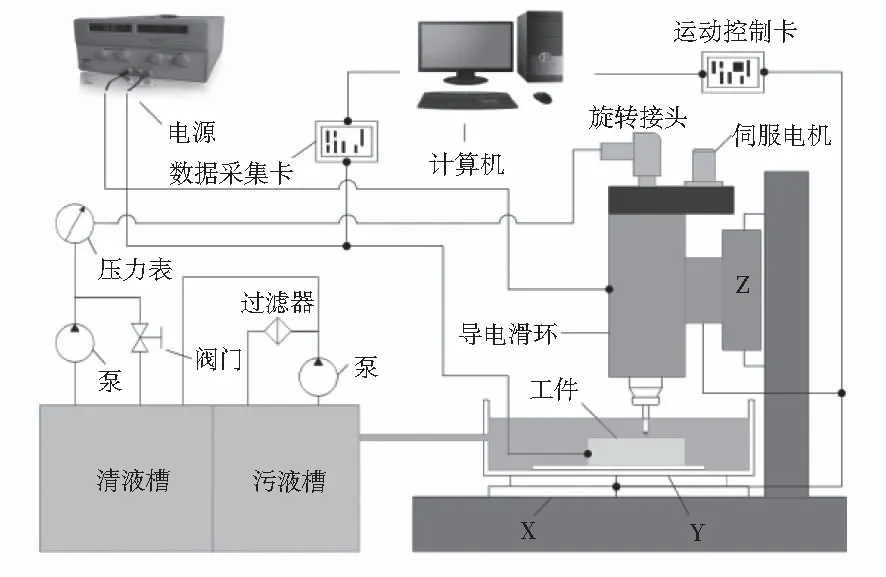
圖2 電解銑磨加工系統示意圖
2 實驗方法和材料
為了選擇合適的電解銑磨加工參數,采用電化學工作站測量Ti-6Al-4V的陽極極化曲線。試驗前先使用砂紙將棱長10 mm的Ti-6Al-4V正方體的一個面進行研磨和拋光處理,再使用無水乙醇進行超聲清洗,其余表面用樹脂覆蓋。試驗采用三電極裝置,鉑電極和甘汞電極分別作為對電極和參比電極。試驗時,將電解質溶液水浴加熱至30 ℃并且在-2 V~16 V電壓范圍內進行動電位測試,掃描速率為10 mV/s。
試驗采用的陰極磨輪的基體材料為45號鋼,外徑為6 mm,內徑為4 mm,徑向距離底面1.5 mm的側壁均勻分布有6個直徑1 mm的通液孔,底端側壁和底面電鍍有金剛石磨粒,金剛石磨粒的粒徑為75~90 μm。
3 實驗結果和分析
3.1 Ti-6Al-4V的電化學特性
圖3是Ti-6Al-4V在10%NaNO3溶液中的極化曲線。可以看到,當電解質溶液的溫度為30 ℃時,Ti-6Al-4V的分解電壓約為11 V。電位越大,電流密度也越大,電化學溶解作用越強。
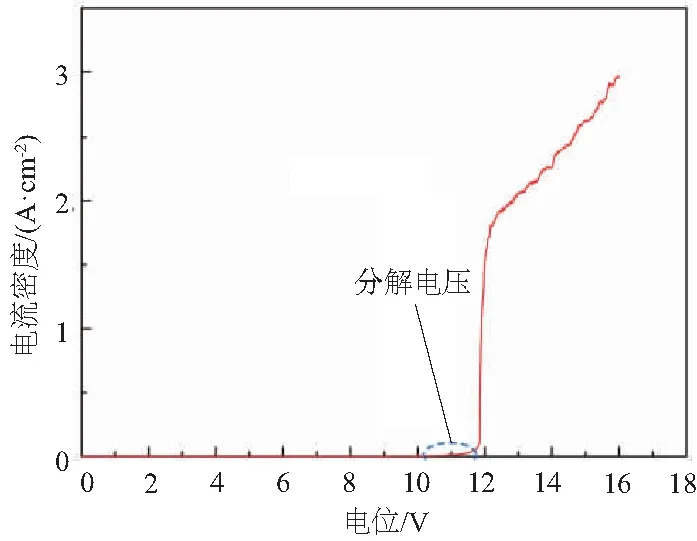
圖3 Ti-6Al-4V的陽極極化曲線
3.2 電解銑磨溝槽加工試驗
根據電化學特性試驗的結果,Ti-6Al-4V在30 ℃的10%NaNO3溶液中的分解電壓約為11 V,因此加工電壓要高于11 V,并且電流密度隨加工電壓的增大而增大。為了提高電解銑磨加工Ti-6Al-4V的效率,試驗選擇20 V作為加工電壓,電解液壓力為0.6 MPa,主軸轉速為1 000 r/min,具體的加工參數如表1所示。
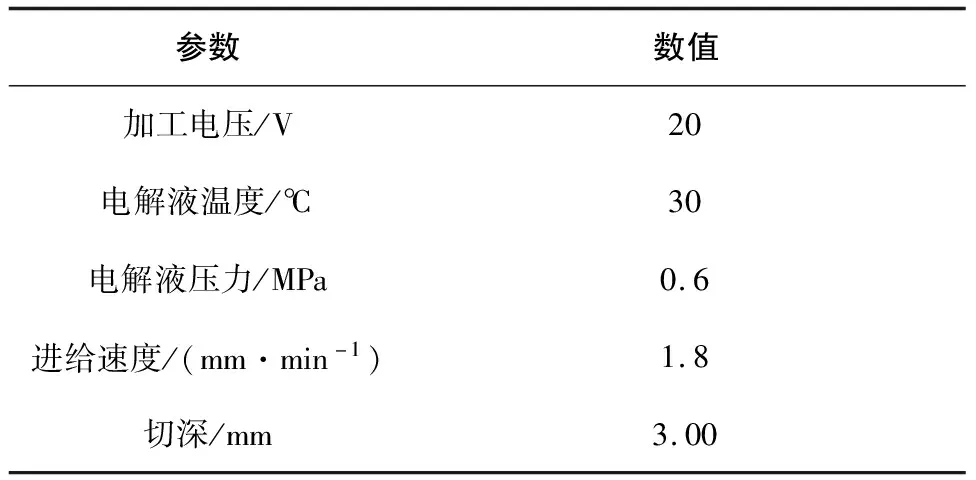
表1 電解銑磨溝槽粗加工試驗參數
盡管粗加工階段具有很高的加工效率,但是加工后的溝槽表面不平整,表面殘留有一些難溶產物,表面粗糙度值很高,難以滿足精加工的要求。因此,在粗加工后還需要進行精加工,以提高加工表面的平整度,降低表面粗糙度。電解銑磨加工方法具有粗、精加工連續進行的優點,只需要選擇合適的精加工參數而無需更換工具陰極。但與粗加工不同,精加工階段只需要去除較少的材料,主要目的是提高加工表面的質量,因此應選擇低的加工電壓、小的切削深度、低的電解液壓力和大的進給速度,目的是提高加工過程中的機械磨削作用,減少電化學溶解造成的雜散腐蝕。具體的加工參數如表2所示。
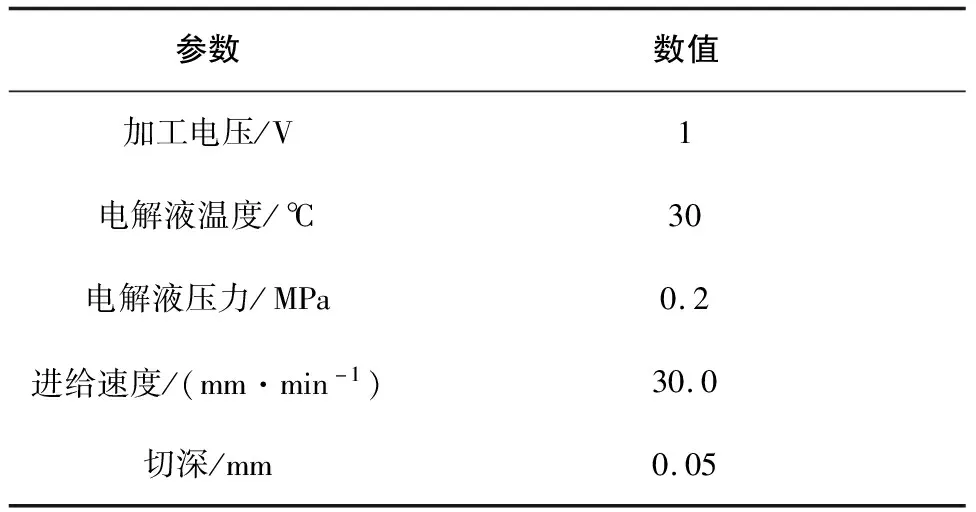
表2 電解銑磨溝槽精加工試驗參數
通過電解銑磨粗加工和精加工得到的溝槽其截面照片如圖4所示。可以觀察到,只經過粗加工的溝槽側壁不平整,并且由于雜散腐蝕[9]的原因,實際的加工深度要大于切削深度。同時由于溝槽底面中間部分受到的雜散蝕除時間較長,而靠近兩側壁處受到的雜散蝕除時間較短,因此底面形成了中間深、兩邊淺的凹弧。在精加工后,這一現象得到改善,溝槽側壁和底面變得平整。
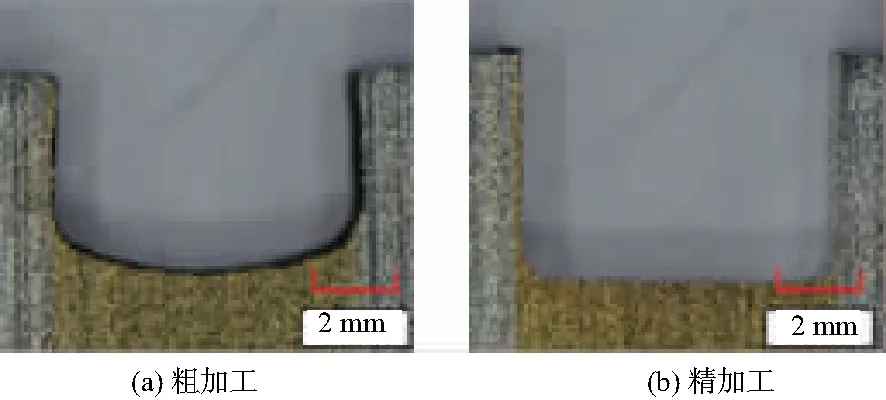
圖4 電解銑磨粗、精加工溝槽的截面圖片
采用掃描電子顯微鏡觀察加工溝槽底面的微觀形貌,結果如圖5所示。可以觀察到,粗加工后的底面質量很差,存在著明顯的點蝕凹坑,而精加工后表面平整,無點蝕特征。實驗結果表明通過精加工可以有效地消除由雜散腐蝕對粗加工的影響,改善加工表面的質量。
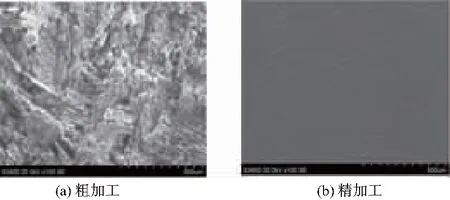
圖5 加工溝槽底面的表面形貌SEM圖
采用激光共焦顯微鏡測量加工溝槽底面的表面粗糙度,結果如圖6所示。相較于粗加工,精加工后的溝槽底面更加光滑。測量結果顯示,粗加工后底面的表面粗糙度Ra=5.144 μm,而精加工后底面的表面粗糙度Ra=0.596 μm,底面表面粗糙度值減小了88.4%。試驗結果表明,通過精加工可以有效地降低加工底面的表面粗糙度。
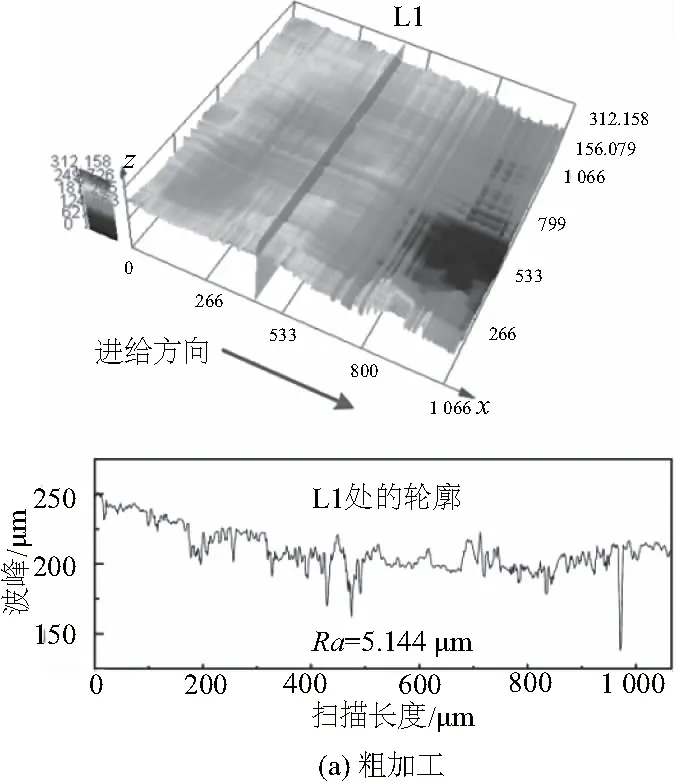
圖6 電解銑磨粗、精加工的表面
通過對比粗、精加工的試驗結果,精加工后加工底面的表面質量得到了明顯的改善,說明電解銑磨適用于連續的粗、精加工。這也為電解銑磨加工技術在航空領域的進一步發展提供了支持。
4 結語
采用平頭陰極電解銑磨粗、精加工Ti-6Al-4V,根據電化學特性測量試驗和溝槽粗、精加工試驗的結果,可以得到以下結論:
1)溫度為30 ℃時,Ti-6Al-4V鈦合金在10%NaNO3溶液中的分解電壓為11 V。
2)粗加工后溝槽底面和側壁不平整,通過選擇合適的加工參數進行精加工,可以改善粗加工后溝槽截面輪廓不平整的問題。
3)粗加工后溝槽底面具有明顯的點蝕凹坑,表面粗糙度為Ra=5.144 μm,精加工后溝槽底面表面粗糙度降低至Ra=0.596 μm。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
