一種改善電纜接線端子組裝質量的工裝設計
2021-01-05 03:26:58柴紅珍靳志軍艾士娟柴繼森郭理中吳麗娜
設備管理與維修 2020年21期
關鍵詞:設計
柴紅珍,靳志軍,艾士娟,柴繼森,郭理中,吳麗娜
(1.航天先進電纜網制造中心,北京 100076;2.北京航天拓撲高科技有限責任公司,北京 100176)
0 引言
電纜與接線端子焊接與組裝在大型航天設備中應用非常廣泛,并且是保障航天設備質量的重要工序之一(圖1)。在多品種小批量的生產過程中,傳統工藝往往依靠小型傳統臺鉗作為工裝來預緊接頭處的線束,但通用臺鉗的結構與預緊螺栓的擰緊動作發生干涉,不便于裝配工人的擰緊動作(圖2)。為此需要設計一款可應對直徑16~40 mm 的電纜接線端子焊接組裝的新型專用工裝。
1 傳統工裝的不足
該種電纜接線端子焊接組裝的傳統工裝采用通用小型臺鉗,通用臺鉗的結構比較簡單,但針對電纜接頭焊接組裝存在顯著弊病:①操作空間被臺鉗夾板占用,與改錐操作存在干涉,造成電纜接頭無法在臺鉗夾緊的情況下擰緊,只能松開臺鉗憑借接線端子卡箍上螺栓的拉力來緊固接頭處的電纜線束,往往出現接頭處電纜預緊力不足的情況,造成電纜使用的耐久性不足;②使用通用臺鉗進行電纜焊接組裝時,由于不同大小的接線端子卡箍位置高度不同,為了保證卡箍部位處于臺鉗的夾板處,需要根據接頭的高度選擇若干種墊板,特別是外場焊接組裝時需要攜帶許多不同厚度的墊板,給生產帶來不便。
2 新型工裝的設計
2.1 工裝需求
由于以上傳統工裝存在的線纜焊接組裝時線束預緊不方便以及質量、效率較低等問題,特別需要設計一款專用工裝解決該問題。按照生產工藝技術需求,該新型工裝需要滿足以下3 點要求:①應滿足直徑范圍在15~45 mm 不同電纜接線端子焊接組裝的工藝需求;②在夾緊狀態下便于工人用工具擰緊螺栓;③在夾緊的過程中保留臺鉗夾緊部位水平直線運動的特征,夾緊部位不能存在轉動。

圖1 接線端子

圖2 常用傳統臺鉗
2.2 工裝方案
分析以上設計要求,擬定解決方案:①針對第1 個要求,需要新型工裝有一個可升降的臺面,便于不同高度的線纜接線端子卡箍處線束都可以被工裝夾緊(圖3、圖4);②針對第2 個要求,需要新型工裝夾緊的部位在滿足強度的前提下厚度尺寸要小,以便給擰緊電纜接線端子卡箍螺栓的動作留出操作空間;③針對第3 個要求,需要新型工裝提供預緊力的部件具有直線運動的特征,參考臺鉗的運動特點,用手輪旋轉螺桿,螺母固定于工裝上,將回轉運動轉為直線運動,在螺桿的端部設計1 個限制回轉的部件,把螺桿帶有回轉的直線運動轉化為純粹的直線運動(圖5、圖6)。
2.3 工裝結構
新型工裝由底座、左側板、右側板組件、左側手柄、右側手柄組件、可升降小臺面、防動板、橡膠支腳等零部件構成。
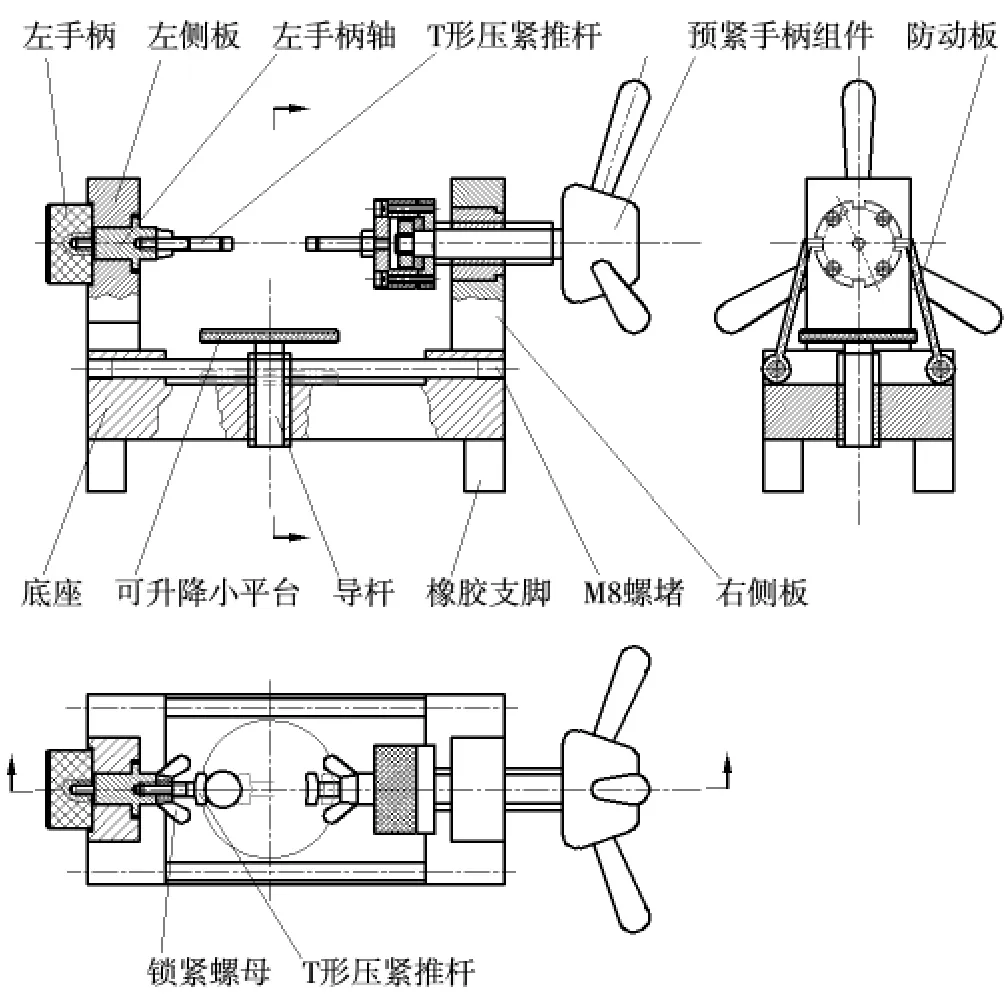
圖3 新工裝設計
(1)可升降小臺面。該部件設計為上部直徑55 mm、厚度5 mm 的平臺,用于線纜連接器的垂向支撐,下部設計有M16×1 的細牙螺紋,旋合于底座的螺紋孔,可通過螺紋旋合靈活調整小臺面高度,其距離工裝底座上平面的間隙可在0~50 mm 調整,可以適應不同高度的連接器的焊接組裝需求。該部件的設計目標是解決工件支撐及支撐面高度調整的問題。
(2) 帶弧度T 形壓緊推桿。該部件為頂部帶有弧度的T 形推桿,弧度的設計是考慮接線端子卡箍處存在弧度,在預緊壓縮時保持工件穩定,而不會向側面滑動;該T 形推桿尾部為M5 外螺紋,可旋合于左右手柄軸或組件上,再通過蝶形螺母鎖緊在左手柄軸或右手柄組件的復合螺母上。蝶形螺母便于手工操作,擰緊時不需要扳手等工具,蝶形螺母的作用就是“背母”,通過蝶形螺母鎖緊的特點是可以調整T 形推桿伸出的長度,同時也可以保證T 形推桿“T”形部分處于水平狀態時鎖緊。相較于傳統臺鉗,由于T 形推桿較平面型夾板釋放了操作空間,便于工人操作螺栓擰緊動作。
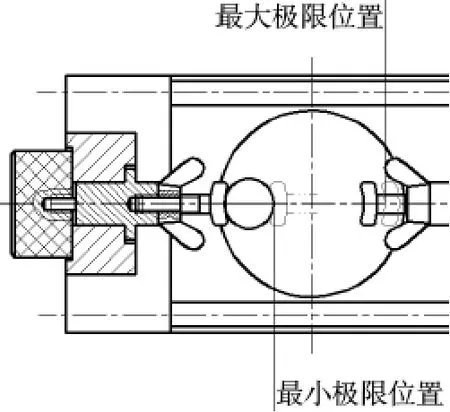
圖4 帶弧度T 形壓緊推桿
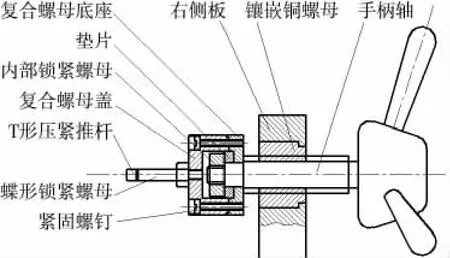
圖5 預緊手柄組件

圖6 防動板與預緊手柄組件
(3)預緊手柄組件。包含了帶手輪的手柄軸、復合螺母等零部件。手柄軸為M20×2 的螺桿,旋合于右側板組件上銅螺母的M20×2 內螺紋,通過螺紋副將旋轉運動轉為直線運動。安裝在組件末端的復合螺母,與手柄軸同軸并可以自由回轉于手柄軸上的組件,該復合螺母組件外周間隔90°設計了4 條徑向深度為3 mm 的矩形槽,在防動板部件的限位作用下,預緊手柄的螺桿回轉加直線運動轉變為該組件上復合螺母組件單純的直線運動,而T形壓緊推桿通過鎖緊螺母連接緊固于復合螺母端部,由此就可以通過扭轉手柄向電纜連接器提供壓緊力。防動板在導桿上可以左右滑動,當工件直徑不同時可根據復合螺母所處的位置左右滑動,并繞導桿回轉卡入復合螺母的軸向槽中,起到限位防止復合螺母旋轉的作用。
3 結論
通過對工藝技術需求的分解以及對既有工裝使用問題的分析,梳理得到了新型專用工裝的設計需求,開展針對性的分析與構思設計了一種新型的單件小批量生產用電纜接線端子焊接組裝專用工裝。經實際應用對比分析,產品生產效率提高30%以上,產品一次檢驗合格率達到99.7%,較原工裝提高了2.1%,可靠而適用的工裝設備對提高產品生產效率及產品質量具有非常重要的意義。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
