武器裝備智能化總裝測試制造管理模式研究
2021-01-10 11:49:42蔡亞楠王永明翟磊荊泉中國運載火箭技術研究院
航天工業管理 2020年12期
蔡亞楠、王永明、翟磊、荊泉 /中國運載火箭技術研究院
近年來,數字化技術在社會各領域日益得到大范圍應用,其與制造業的融合催生了制造業數字化技術快速發展,這對于提高產品的生產效率起到了重要作用。以航空領域為例,波音、空客等公司將以基于模型定義(MBD)為代表的數字化技術廣泛應用在飛機制造技術上,大大提高了其自動化水平。中國商用飛機有限責任公司在借鑒國外先進航空企業技術經驗的基礎上,從產品設計到生產的全流程大規模采用數字化技術,取得了C919首飛的巨大成功。同樣,其他制造業企業也越來越多地采用基于數字模型的設計制造體系,推動中國制造水平和產品質量得到大幅提升。
黨的十八大以來,習近平總書記多次提到未來武器裝備必須堅持信息主導、體系建設,這對武器裝備的信息化水平和快速響應能力提出了更高的要求,武器裝備總裝測試制造的高效、智能化水平對于提高質量、縮短研制生產周期具有重要意義。筆者基于某軍工單位武器裝備總裝測試制造水平,分析了國內外航空企業三維數字化設計制造一體化技術發展情況,提出了基于數字模型的武器裝備智能化總裝測試制造管理模式,為未來全方位建立研制、生產和管理的武器裝備總裝測試協同工作平臺,以及全面提高武器裝備綜合性能奠定基礎。
一、國內武器裝備總裝測試制造現狀
為了適應國家對武器裝備性能提出的新要求,某軍工單位積極采用三維工藝成組技術,面向結構殼段產品嘗試建立柔性數字化生產線,取得了一定效果,但是由于信息化、智能化手段還未全面擴展,因此在總裝測試制造生產線建設上與國內航空先進企業以及未來大批量快速研制生產的武器裝備需求相比還有很大的差距。
一是基于統一數字模型的設計制造協同研制水平有待提高。
隨著數字化三維設計軟件應用的普及,在武器裝備型號上某軍工單位的產品設計手段已經基本實現了數字化,但設計與工藝的結合及并行工作相對于傳統設計工藝串行的工作模式尚沒有實現實質性改變。在一些新研項目中,工藝生產準備時間長、設計方案工藝可行性差以及工藝設計方案在生產過程中的反復更改給生產的效率、技術狀態的控制等帶來較多不利因素。由于設計與制造分屬于不同的單位,其所使用的PDM、PLM、CAD 等軟件不同,導致產品設計與工藝無法在同一平臺下有效協同,很難實現航空單位廣泛采用的基于MBD 技術的設計、工藝、物料、工裝等統一模型的協同工作,協同研制水平較低,產品設計與工藝設計串行的工作現狀還無法根本改變,全面實現三維數字化設計制造技術仍然困難重重。
二是自動化制造技術和裝備集成能力需要提高。
近些年,某軍工單位所屬的武器裝備生產單位通過專項技改投入解決了一些生產瓶頸問題,提高了生產能力,但與未來大批量生產能力需求相比,無論是自動化的制造技術還是裝備能力,其數字化、信息化應用水平均差距較大。在生產制造的很多環節,如部段裝配、部段總裝90%以上依靠手工操作,檢測設備和手段明顯落后,缺乏基于數字化的部段柔性自動對接系統、基于信息化的精確物料配送系統和基于統一模型的在線三維檢測、采集系統等,急需突破部分手工作坊式的落后生產方式。
三是生產線針對產品的通用化水平有待提高。
武器裝備具有市場化程度高、全要素競爭異常激烈、派生型號多、生產任務急等特點,一個項目有可能在2 年內集中供應產品,而后續幾年就可能隨任務需求暫緩生產,因此對生產組織管理和生產線的快速轉換提出了更高的要求,生產線建設需要統籌考慮各類產品之間的能力轉換、生產柔性以及相互兼容。
四是制造單位分散,制造總體抓總作用不明顯。
對于武器裝備產品而言,由于競爭擇優、生產雙定點等原因,還未能做到對所有產品的制造全過程抓總,生產單位各自為戰,分別將制造任務大量再次外協到不同的外包單位的情況還存在,這就造成同一項目在生產終端管控力度不同,且在數字化、自動化設備的資源匹配度上也會出現較大的不一致,使得產品的質量和生產效率參差不齊。
二、基于MBD的武器裝備智能化總裝測試制造管理模式
基于數字模型的總裝測試制造管理模式框架如圖1 所示。
1.設計—工藝協同工作模式
作為設計與制造之間重要的橋梁,先期要建立數字化協同工作平臺,實現設計源頭、生產工藝實現性、生產線設置、工藝仿真在同一平臺下并行工作,提高工作效率,有效縮短研制周期,其主要內容如圖2 所示。
協同工作平臺要求。基于同一數字化設計平臺開展設計—工藝協同設計工作,設計與生產單位采用同一數字化設計軟件平臺,從而保證數字模型的唯一性、協同性。
工藝設計技術狀態控制要求。根據產品的結構樹構建工藝設計結構樹,在工藝設計過程中可引用非凍結、固化狀態的數據,在產品設計文件完成最終狀態發布后,校核設計數據與工藝設計文件數據的一致性。
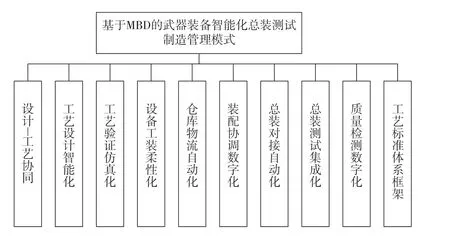
圖1 基于數字模型的總裝測試制造管理模式框架
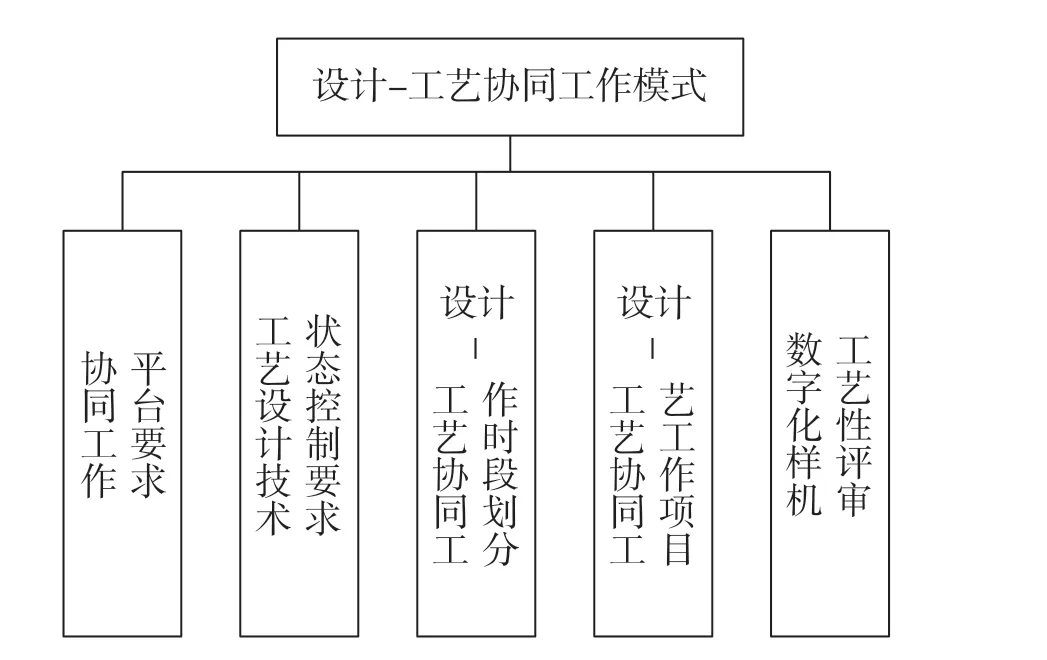
圖2 設計—工藝協同工作模式內容
設計—工藝協同工作時段劃分。協同工作分為方案產品協同設計時段、主結構產品協同設計時段、非主結構產品協同設計時段、裝配產品協同設計時段4 個時段。
設計—工藝協同工藝工作項目。按照協同工作時段劃分,在4個時段分別開展結構方案產品工藝性審查、工裝方案規劃、設計數據工藝性審查、物資選型梳理及產品備料、開展工裝詳細設計、裝配產品工藝性審查、編制相應的工藝文件;結合工位/工裝/工具開展裝配過程分析及仿真分析等。
數字化樣機工藝性評審。按照項目計劃要求,開展數字化樣機工藝性審查,主要包括方案數字化樣機工藝性審查、主結構數字化樣機工藝性審查、非主結構數字化樣機工藝性審查、裝配產品數字化樣機工藝性審查。
2.工藝設計智能化
搭建工藝知識庫系統,內容包括工藝方法庫、制造資源庫、規則庫、典型產品庫等,將專家的工藝設計經驗知識進行機構化存儲,實現知識的積累和復用,并基于此實現工藝設計快速和智能化決策,顯著提升工藝設計的規范化水平,提高工藝設計效率和產品研制質量。
3.工藝驗證仿真化
基于三維數字化工藝設計及產品、工裝等數字模型,開展生產線布局仿真、工藝過程仿真、裝配偏差仿真、人機工程仿真等,通過虛擬仿真驗證,實現對生產線布局、裝配過程等可視化評估和優化,以大幅減少實物生產驗證,如傳統的工藝試驗和實物模裝等。
4.設備工裝柔性化
基于武器裝備的型譜規劃,通過“三化”設計,加裝柔性調節裝置,實現裝配定位夾具、吊具、架車的模塊化、通用化、系列化,以兼容更多的產品規格,進而壓縮設備和工裝的種類,縮短工藝和生產準備時間。
5.倉儲物流自動化
通過搭建自動化立體倉庫、AGV 智能小車、物料跟蹤系統與制造執行系統(MES)的集成平臺,實現原材料/工量具/成品件/半成品件在立體倉庫、裝配工位、檢測工位等的自動化儲存和智能化配送,真正實現精益化生產。
6.裝配協調數字化
基于MBD 技術開發數字化部段與部段之間、部段與工藝裝備之間的接口協調技術,通過采用數字化測量定位和接口數字量協調技術,配合數字化裝配生產線,代替模線樣板、標準鉆模等實物模擬量協調方式,以大幅減少協調工裝的使用和維護。
7.總裝對接自動化
通過建設部段自動對接裝配生產線,設置尾艙與發動機、發動機與儀器艙、頭部與體部等自動化裝配站位(由若干個數控定位器和激光跟蹤儀組成),實現部段與部段之間、大部段之間對接站位的自動化測量、調姿與對接裝配,實現產品總裝對接的自動化和柔性化,從而取代傳統的地面導軌+對接架車人工調整總裝對接方式。
8.總裝測試集成化
通過建設總裝移動生產線和數字化集成測試系統,減少人員在總裝測試過程中操作和測試的頻次,實現系統的自動判讀和預警,最終達到智能總裝測試,減少人員操作帶來的安全風險。
9.質量檢測數字化
在產品MBD 模型中集成測量工藝,采用激光跟蹤儀、照相測量、激光掃描測量等先進數字化大尺寸測量設備,在產品入廠接收檢驗站位、總裝工序站位等方面對進廠大部段結構以及裝配過程中設計關注的關鍵特征進行測量,并通過自動化的數據采集系統實現質量測量數據的數字化自動收集與存儲。通過與供應商交付數據進行對比,分析變化趨勢,積累產品制造裝配偏差趨勢,為穩定批生產積累數據。
10.建立工藝標準體系框架
設置科學合理的工藝標準體系架構也是總裝測試智能化的基礎建設手段之一,通過不同層級、不同專業工藝標準的建立,達到工藝管控通暢、有效。某武器裝備總裝測試的工藝標準體系框架如圖3 所示。
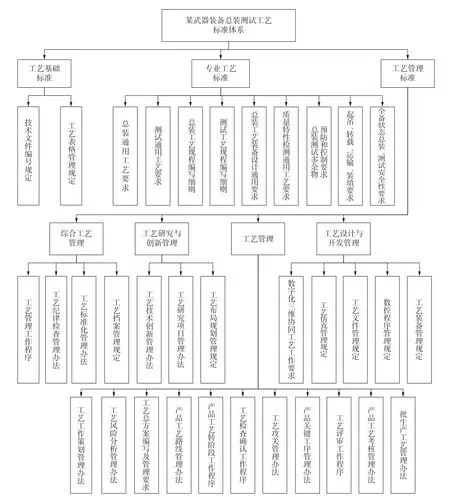
圖3 武器裝備總裝測試工藝標準體系框架圖
基于三維模型的智能化總裝測試集成體系已經得到廣泛應用,有效推動了軍工單位研制模式的轉型,成為其提高制造規模、效率和質量的重要手段。但同時,該技術的應用是一個長期而復雜的系統工程,目前國內外先進企業的應用程度和水平參差不齊,即便是成功的案例也難以照搬來用,需要軍工單位結合自身信息化現狀、產品特點進行不斷的研究和探索,找到適合的模式不斷推進武器裝備產品從傳統制造向科學制造的轉變,大幅提高武器裝備性能,進而適應未來的信息化作戰模式。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
