基于織物圖案的轉杯紡多彩紗逆向設計
2021-01-10 07:50:32楊繡夷張鳳莉陳巧愛徐恩熙楊瑞華
山東紡織科技 2020年6期
楊繡夷,張鳳莉,張 英,陳巧愛,徐恩熙,楊瑞華
(江南大學 紡織科學與工程學院,江蘇 無錫 214122)
1 引言
色紡紗是將染色后的纖維均勻混和后紡制而成的色紗,是色彩藝術與紡紗技術相結合的產物。色紡紗能實現白坯染色所不能達到的朦朧的立體效果和質感。多色纖維交錯并置的效果類似油畫,觀賞距離遠近變化會產生夢幻效果,近看色彩豐富,遠觀色調統一,風格獨特,廣受消費者喜愛[1,2]。目前色紡技術中,色纖維的混合與細紗成形在不同工序完成,纖維混合在先,紡紗成形在后,前紡工藝復雜,車間管理困難,且色纖維的混合比例不能隨意調控,色紡紗色彩、花型單一,產品開發受到一定限制[3]。
數碼轉杯紡是一種新型紡紗技術,其將數控耦合式復合紡紗理論應用于轉杯紡,打破了傳統紡紗單根棉條喂入、紗線結構單一的局限性,主要依靠可編程邏輯控制器(PLC)控制程序和異步喂入裝置實現紗線結構的在線可控。機構對3個喂入羅拉獨立控制,可在細紗工序調整混色比,設置三原色纖維喂入速度就可實現預期色彩,能夠紡制多色彩、多組分、多線密度的色紡紗,大大豐富了紗線品種,滿足現代人個性時尚的生活需求[4,5]。
數碼轉杯色紡紗利用轉杯紡特殊的成紗機制將混色與成紗同步進行[6],采用“先染色、后紡紗”的加工模式,改變了“先紡紗、后染色”的傳統生產方式,其織成的織物無需再進行染整加工,與傳統的筒子紗染色及織物染色相比,既縮短了加工工序又減少了環境污染[7],有著很好的發展前景。但是色紡紗也具有可供選擇色彩少、混色不均、品種單一等劣勢。因此,在此基礎上擴大配色范圍并設計圖案,實現織物圖案一體成型,是多彩紗的重要發展方向。本文通過先設計織物圖案,再根據圖案設計紗線,實現了多彩紗逆向設計,提高了設計生產效率,具有積極意義。
2 紡紗流程
圖1為部分多通道喂入機構示意圖。數碼轉杯紡紗機的喂入機構含有3個組合式給棉羅拉4、5、6,3個給棉羅拉繞同一軸心轉動,但每個給棉羅拉都有獨立的伺服電動機驅動,可單獨控制每個給棉羅拉的喂給速度,從而改變混紡纖維的混紡比。喂入的不同顏色的纖維經過分梳輥的開松、梳理作用,分梳成單纖維狀并在輸棉通道得到均勻混合,在轉杯的高速運轉下,不同顏色的纖維得到再一次均勻混合。利用異步喂入及轉杯紡成紗特性,可以紡制出任意比例的轉杯混色紗與變色紗[8],其中漸變色紗的色彩沿著紗線長度方向產生連續漸變效果,可與織物圖案實現雙向設計生產。
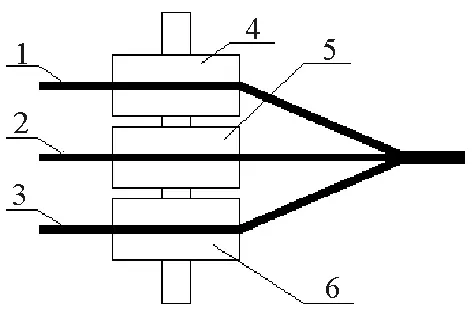
圖1 轉杯紡給棉機構示意圖
3 針織圖案設計及工藝探究
帽子設計圖見圖2,選用粉黃兩種顏色,這兩種顏色能夠讓人聯想到植物初生的嫩芽與花苞,整體設計簡潔大方,輕快柔和。每一圈為一個顏色,由紅色漸變過渡到黃色,再由黃色漸變過渡到紅色。設計采用鉤針實現圖案的編織,所用鉤針見圖3。帽子的圈數與每圈針數見表1,試制樣品見圖4。
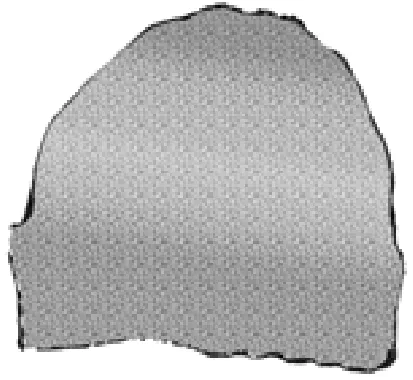
圖2 帽子設計圖
圖3 鉤針示意圖

圖4 試制樣品圖
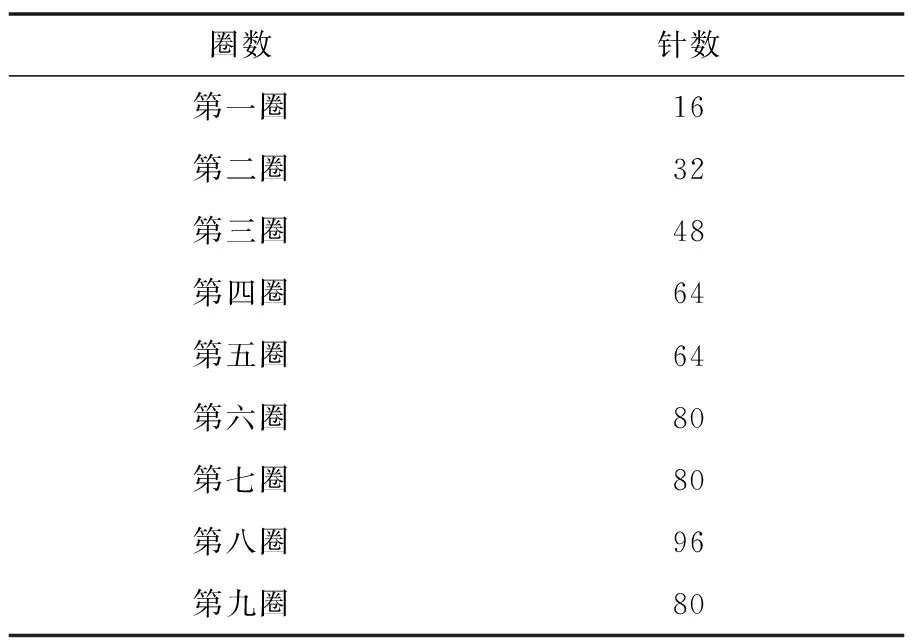
表1 試制樣品的圈數與每圈針數表
線圈成型示意見圖5。完成一個線圈所需紗線平均長度為3 cm,試制樣品每圈紗線長度及顏色見表2。
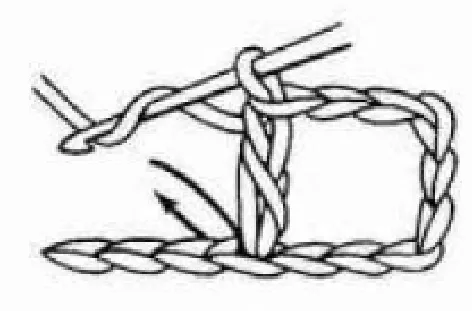
圖5 線圈圖示
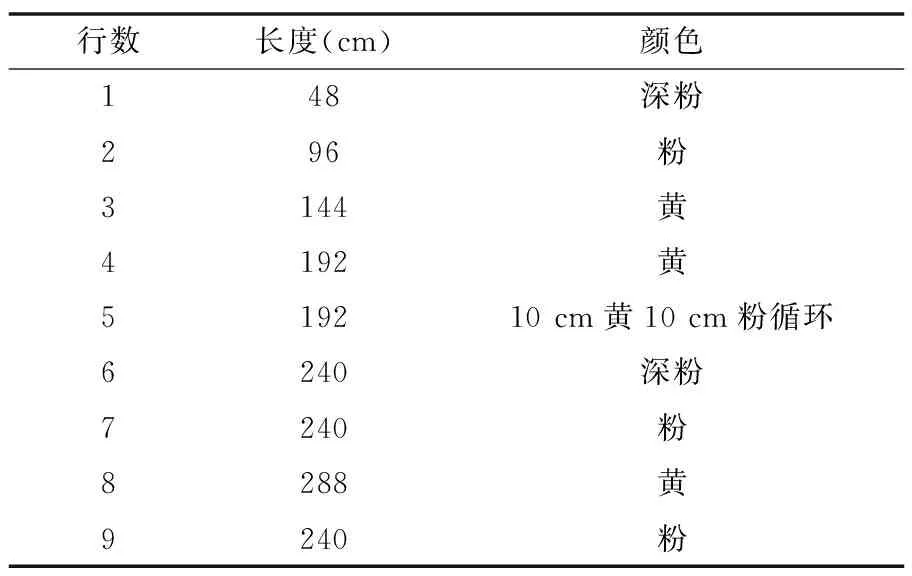
表2 紗線色彩要求與長度規格表
4 成紗工藝與成品制作
基于試制樣品編織參數,進行紗線設計生產及帽子樣品制作。設置引紗速度參數為0.265 m/min,紅色/黃色粗紗定量4.3 g/10 m。通過控制粗紗喂給速度來實現混紡比例的變化和紗線色彩的改變。紗線色彩周期變化所需的混紡比例與生產時間見表3,表中段數11~28重復18個循環。
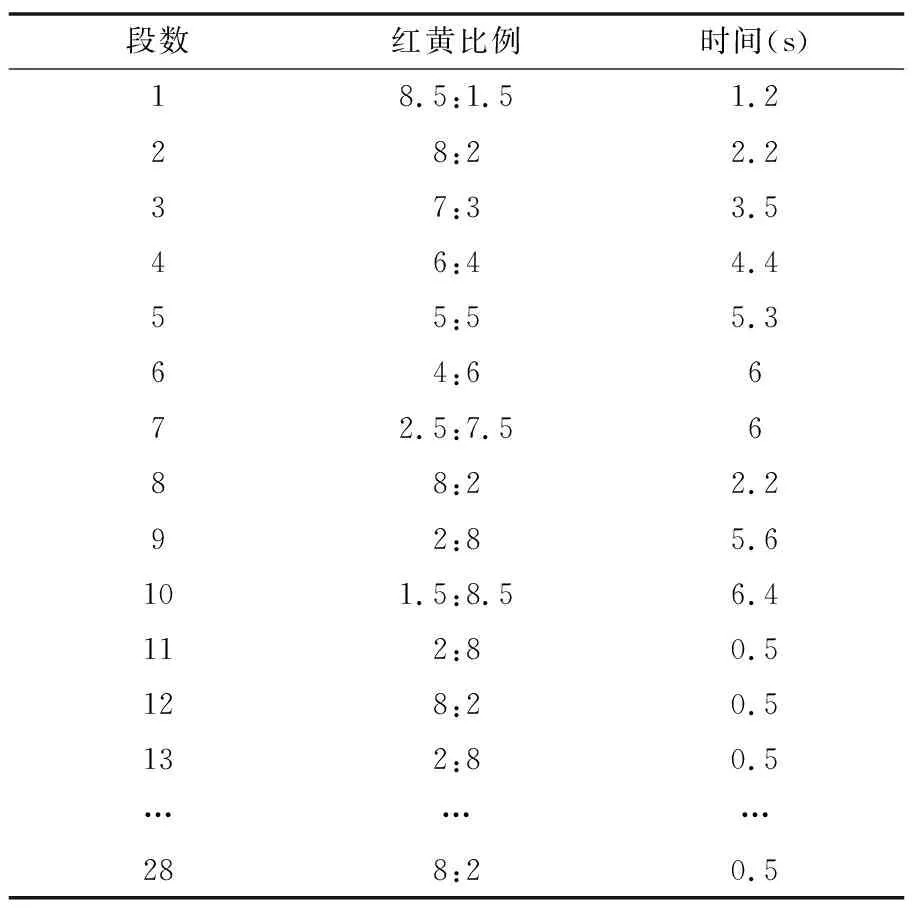
表3 紡紗色彩生產參數
采用該單根漸變色紗所織成的帽子成品見圖6、圖7,可見該帽子顏色由紅色漸變到黃色再漸變到紅色,色彩柔和。
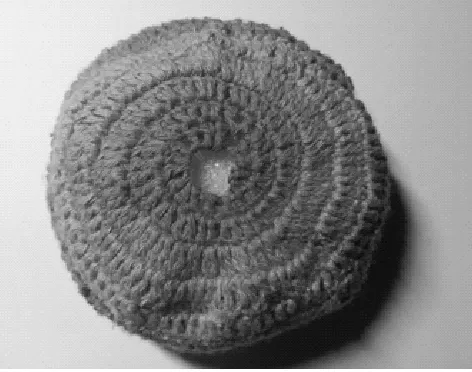
圖6 成品帽子正面圖

圖7 成品帽子側面圖
5 結語
本文采用逆向設計方法,即先設計一頂帽子,然后確定帽子每段顏色紗線所占長度,再通過數碼轉杯紡生產出對應紗線,最后完成鉤織。通過單根變色紗線實現了織物整體圖案設計,省去了織物的染整步驟,縮短了工藝流程,減少了消耗與污染,簡便快捷。但也需解決由于每部分所需紗線長度存在差異,成品帽子中部分片段顏色位置偏移,轉杯紡生產出的顏色與預設有所差異等原因,造成的織物圖案與設計不能完全相符的問題,實現由織物圖案到轉杯紡多彩紗逆向設計的進一步發展。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
小天使·一年級語數英綜合(2018年11期)2018-11-23 09:47:26
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小資CHIC!ELEGANCE(2018年24期)2018-08-13 03:31:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
軍事文摘·科學少年(2017年1期)2017-04-26 18:30:13
環球人物(2016年9期)2016-04-20 03:03:30
Coco薇(2015年5期)2016-03-29 23:18:25
