新型混棉設備在色紡及差別化纖維混紡上的應用
2021-01-10 07:50:32詹華春
山東紡織科技 2020年6期
關鍵詞:工藝流程
詹華春
(青島宏大紡織機械有限責任公司,山東 青島 266101)
1 引言
隨著人們消費水平的不斷提高,產品附加值相對較高的色紡紗及差別化纖維紗線愈發受到市場的青睞。目前在色紡及差別化紡紗行業,大部分紡織廠對纖維采取傳統的人工混合方式。隨著信息化、智能化不斷的升級完善,亟需研發一種新型的混棉設備來代替傳統的混棉方式,以滿足市場和客戶需求[1]。基于此,本文介紹了一種新型混棉設備JWF1037精細混棉輸送機在色紡及差別化纖維混合中的應用,為相關行業提供技術參考。
2 新型JWF1037精細混棉輸送機
2.1 JWF1037精細混棉輸送機的主要特點
2.1.1結構及機械特點
本機適用對單批次50 kg~300 kg的不同品種、不同顏色纖維進行精細混合,是集自動喂入、開松、輸送、混合、輸出于一體的多功能混棉機,可通過擺動的角釘簾,實現混棉狀態與輸出棉狀態的自由切換,這是該機主要創新點之一[2]。設備通過不斷重復地纖維輸送、提升、剝取、拋射、混合,可實現纖維的均勻混合,混合效果好,同時,運用本機還能縮短工藝流程配置,節約設備、人工及管理成本,達到提質增效的目的[3]。
JWF1037精細混棉輸送機工作初始狀態時,角釘簾處于混棉位置,采用人工稱料,翻斗自動喂入方法,定量地將不同等級或不同顏色的原料放置到液壓翻斗中,翻斗啟動將原料翻至第一平簾,經過開松打手初步開松后,再經由第二平簾輸送到角釘斜簾提升,在原料提升的過程中,剝混打手將原料從角釘簾剝取,利用拋物線原理將原料拋出后經混棉打手依次階梯混合,完成一個混合過程[4]。然后原料再一次落入第二平簾上,重復上述混合過程,直至纖維混合均勻。混合完成后,角釘簾擺動至出棉位置,同時由角釘簾提升,經過均棉羅拉、剝棉羅拉,纖維落入出棉管道輸送至后道設備[5]。JWF1037精細混棉輸送機工作原理如圖1所示,主要結構及作用見表1。
2.1.2電氣系統特點
整個系統電氣一體化控制;從原料喂入、輸送、混棉、輸出全自動控制生產;各個關鍵點均有傳感器檢測保護,其參與自動控制各相關旋轉件的運行;生產過程中,整個系統全面保護;光電監控原料在各工序的實時狀態變化;單獨操作可視化顯示屏,在線調整各類參數設置;配方存儲功能。
2.2 JWF1037精細混棉輸送機的應用實踐
我公司從2015年開始研究適合小批量、小訂單色紡紗及差別化纖維紡紗混合用設備,并于2016年將新型混棉設備推向市場。據調研,大部
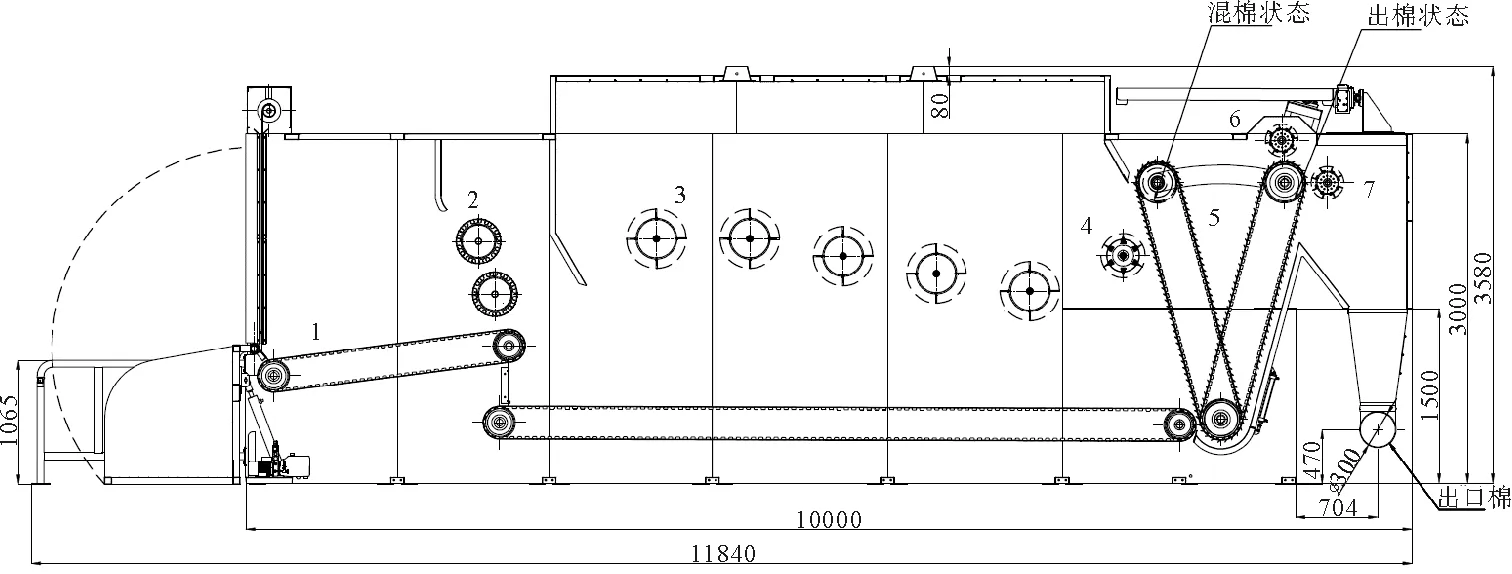
圖1 JWF1037精細混棉輸送機工作原理圖
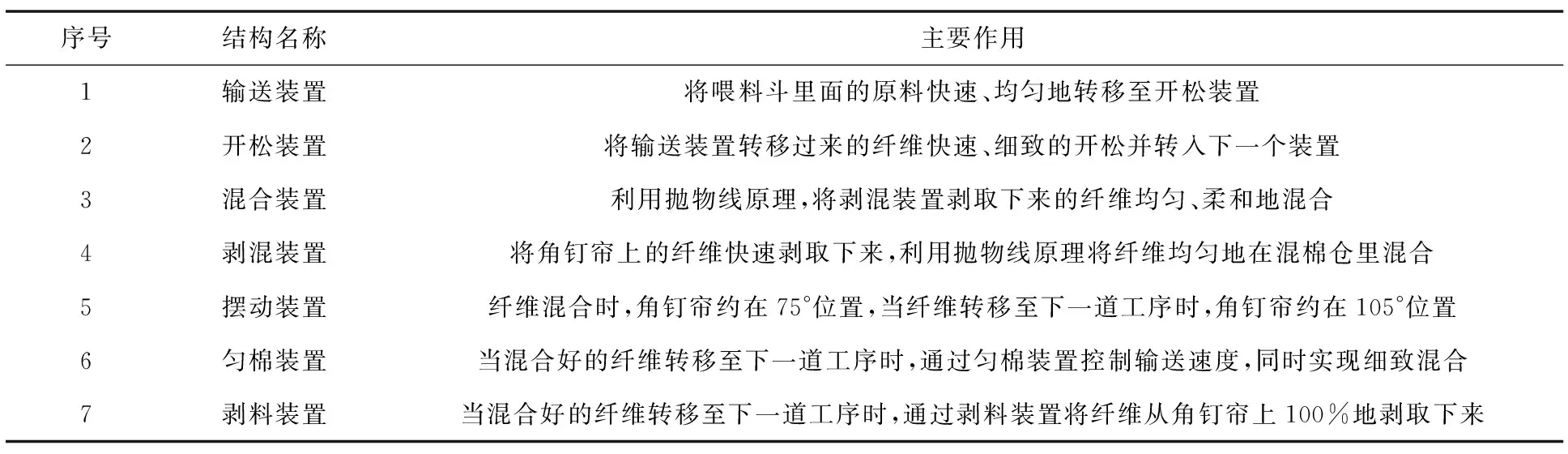
表1 JWF1037精細混棉輸送機主要結構及作用
分紡紗廠色紡紗或差別化纖維紗訂單約80%的產量在300公斤以內,且對混合工序的要求非常高。因此,通過對色紡中顏色差別最大、比例差別最大的實際應用情況進行介紹,彰顯JWF1037精細混棉輸送機的優勢。
2.2.1工藝流程一
以廣西某廠為例,其工藝流程為:JWF1037精細混棉輸送機→A054凝棉器+A035E混棉機→FA1112開棉機→A186G梳棉機→FA306并條機→條卷機→E66精梳機→D45并條機→粗紗機→細紗機→絡筒機。其中配棉工藝參數見表2,JWF1037精細混棉輸送機主要技術參數見表3,經JWF1037精細混棉輸送機混合前、混合后原料狀態見圖2、圖3,成條狀態見圖4。
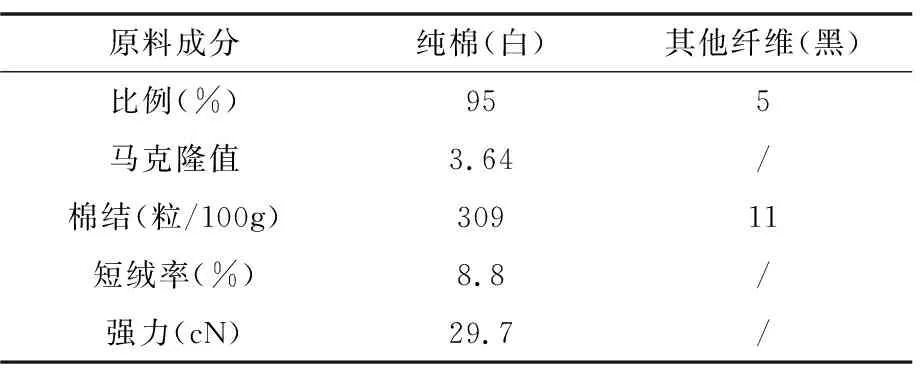
表2 配棉工藝參數
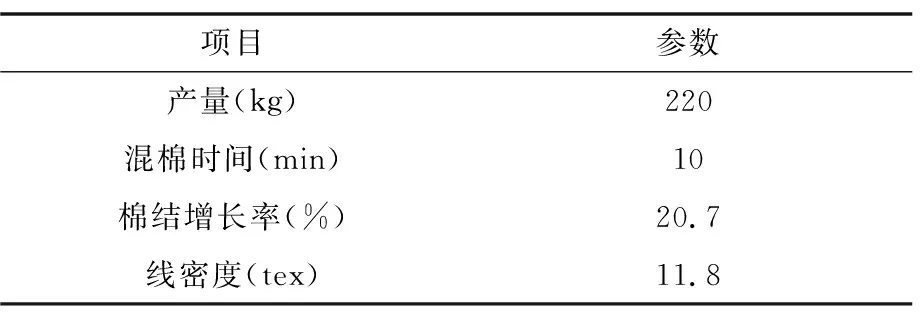
表3 技術參數
2.2.2成紗質量
精梳11.8 tex成紗質量指標見表4,成紗質量按FZ/T 12014—2014《針織用棉色紡紗》考核,所測指標均達到優等。

圖2 混合前原料狀態

圖3 混合后原料狀態

圖4 成條狀態

表4 精梳11.8 tex成紗質量指標
2.2.3工藝流程二
以山東某廠為例,其工藝流程為:JWF1037精細混棉輸送機→FA055纖維分離器+JWF1115精開棉機→梳棉機→并條機→條卷機→精梳機→并條機→粗紗機→細紗機→絡筒機。其中配棉工藝參數見表5,JWF1037精細混棉輸送機主要技術指標見表6,經JWF1037精細混棉輸送機混合前、混合后原料狀態見圖5、圖6,成條狀態見圖7。

圖5 混合前原料狀態

圖6 混合后原料狀態

圖7 成條狀態
2.2.4成紗質量
精梳9.8 tex成紗質量指標見表7,成紗質量按FZ/T 12014—2014《針織用棉色紡紗》考核,所測指標均達到優等。
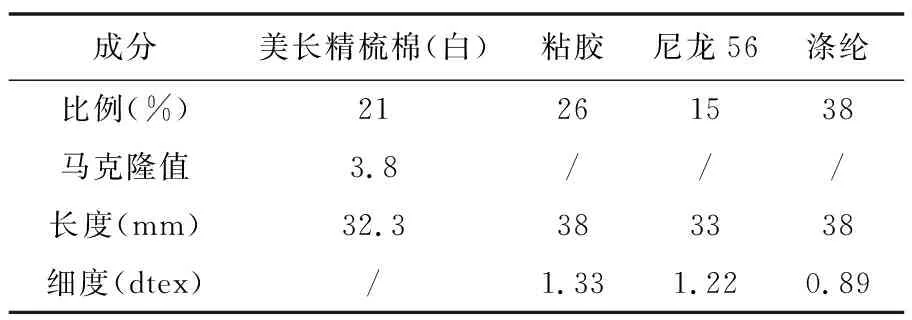
表5 配棉工藝參數

表6 技術參數

表7 精梳9.8 tex成紗質量指標
3 結語
紡織廠的實際使用效果證明,JWF1037精細混棉輸送機智能化程度較高,成紗質量好,解決了色紡、差別化纖維混合難的問題,可以有效降低人力成本,提高勞動生產率。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學生數理化(高中版.高考數學)(2020年2期)2020-04-21 07:51:18
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
當代化工研究(2016年7期)2016-03-20 16:21:56
求學·理科版(2016年1期)2016-02-29 15:34:46
現代制造技術與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(2014年5期)2014-02-27 14:01:38
