雙面雙弧焊技術(shù)在轉(zhuǎn)爐三點(diǎn)球面支撐軸耳焊接中的應(yīng)用
2021-01-12 03:19:44張曉東張顯輝王興華陳為斌
機(jī)械制造文摘·焊接分冊(cè) 2021年5期
關(guān)鍵詞:焊接變形
張曉東 張顯輝 王興華 陳為斌





摘要: 在模擬試驗(yàn)基礎(chǔ)上,采用CO2雙面雙弧氣體保護(hù)焊進(jìn)行了轉(zhuǎn)爐三點(diǎn)球面支撐耳軸的焊接。對(duì)焊接接頭進(jìn)行了拉伸、彎曲及沖擊試驗(yàn),試驗(yàn)結(jié)果滿(mǎn)足相關(guān)標(biāo)準(zhǔn)要求。介紹了轉(zhuǎn)爐耳軸支撐厚板的焊接工藝流程。對(duì)比了單弧焊與雙弧焊的焊接時(shí)間與焊接變形,采用雙面雙弧焊方法顯著提高了焊接生產(chǎn)效率,并使焊接變形控制在0.5 mm的有效范圍內(nèi)。該焊接案例為雙面雙弧焊技術(shù)在冶金行業(yè)厚板焊接上應(yīng)用提供了實(shí)踐經(jīng)驗(yàn)。
關(guān)鍵詞: 轉(zhuǎn)爐三點(diǎn)支撐; 軸耳; 雙面雙弧焊; 焊接變形
中圖分類(lèi)號(hào): TG 444
Abstract: Based on the simulation test, the welding of threepoint spherical support trunnion of converter was carried out by CO2 doublesided doublearc gas shielded welding. The tensile, bending and impact tests of welded joints were carried out, and the test results met the requirements of relevant standards. The welding process of thick plates in support trunnion of converter was introduced. The welding time and welding deformation between single arc welding and double arc welding were compared. The welding efficiency was significantly improved by doublesided double arc welding, and the welding deformation was controlled within the effective range of 0.5 mm. The welding case provided practical experience for the application of doublesided double arc welding technology in thick plate welding in metallurgical industry.
Key words: ?threepoint support of converter; trunnion; doublesided double arc welding; welding deformation
0 前言
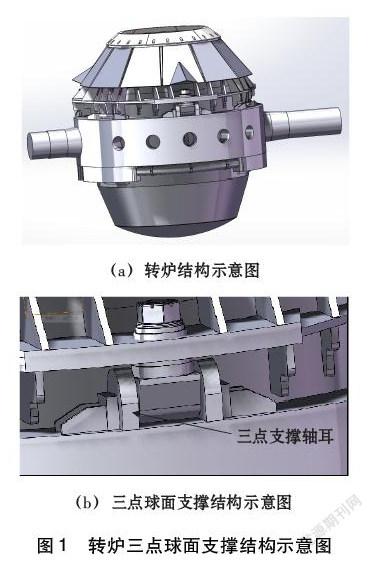
轉(zhuǎn)爐三點(diǎn)球面支撐軸耳是吊掛轉(zhuǎn)爐本體的關(guān)鍵部件,其更換是轉(zhuǎn)爐三點(diǎn)支撐檢修中的關(guān)鍵節(jié)點(diǎn)。以往三點(diǎn)球面支撐大厚度軸耳焊接通常采用雙面坡口常規(guī)焊條電弧焊或氣體保護(hù)焊,焊接順序是:預(yù)熱、單面打底焊、背面碳弧氣刨清根、打磨、磁粉探傷、再預(yù)熱后進(jìn)行背面根焊、反正面交替焊接后進(jìn)行焊后消除應(yīng)力熱處理,最后進(jìn)行焊后無(wú)損檢驗(yàn)。由于軸耳超厚板焊接工序復(fù)雜,厚板封底焊時(shí),由于受軸耳鋼板厚度的影響,對(duì)焊縫缺陷及焊縫反面清根氣刨后表面硬化層無(wú)法采用普通的角向磨光機(jī)進(jìn)行打磨,使氣刨后的坡口氧化皮及氣刨形成的滲碳層無(wú)法徹底清理干凈,只能采用內(nèi)磨機(jī)進(jìn)行打磨,勞動(dòng)強(qiáng)度大、焊接生產(chǎn)效率低,而且很容易出現(xiàn)因打磨不干凈而造成的一次探傷合格率低、返工量大等問(wèn)題;另外,由于三點(diǎn)球面軸孔與銷(xiāo)軸間的間隙僅為0.4 mm,按安裝要求,軸耳孔應(yīng)該在焊接完成后進(jìn)行機(jī)械加工,但由于現(xiàn)場(chǎng)位置狹窄,無(wú)法在焊接完成后進(jìn)行機(jī)械加工,軸耳的機(jī)械加工只能在焊接前完成。因此,要求三點(diǎn)球面支撐在焊接安裝時(shí),安裝精度必須控制在1.0 mm以?xún)?nèi)。如果焊接變形超出標(biāo)準(zhǔn),則螺栓銷(xiāo)軸將無(wú)法安裝。因此控制軸耳焊接變形是取得成功的關(guān)鍵。
雙面雙弧焊是采用兩把焊槍在工件正反兩側(cè)同時(shí)實(shí)施焊接的工藝,包括雙面雙弧打底和雙面雙弧填充兩個(gè)部分。采用該項(xiàng)技術(shù)可以減少反面氣刨清根、打磨清理、磁粉檢測(cè)、再預(yù)熱等工序,由此可以顯著降低工人的勞動(dòng)強(qiáng)度[1];另外,采用雙面雙弧同步焊接可以使焊接熱量平衡分布,利于控制焊接變形,而且,由于前后兩焊道具有預(yù)熱和后熱作用,焊接后的根部熔合良好,焊道組織發(fā)生細(xì)化,因此可以改善焊接接頭的力學(xué)性能[2-5]。
該項(xiàng)目針對(duì)轉(zhuǎn)爐三點(diǎn)球面軸耳的材料及結(jié)構(gòu)特點(diǎn),借鑒其他行業(yè)的經(jīng)驗(yàn),采用雙面雙弧焊接技術(shù)進(jìn)行了轉(zhuǎn)爐三點(diǎn)球面支撐軸耳的現(xiàn)場(chǎng)焊接,結(jié)果表明采用該技術(shù)焊接轉(zhuǎn)爐三點(diǎn)球面支撐軸耳可在保證焊縫質(zhì)量前提下,顯著提高焊接效率、同時(shí)在控制焊接變形方面也具有較大的優(yōu)勢(shì)。
1 軸耳的結(jié)構(gòu)尺寸及材料成分、性能
轉(zhuǎn)爐三點(diǎn)球面支撐結(jié)構(gòu)示意圖如圖1所示。軸耳形狀及坡口尺寸如圖2所示。支撐軸耳厚度220 mm,材質(zhì)為Q345B,軸耳的化學(xué)成分及力學(xué)性能分別見(jiàn)表1和表2。
2 模擬焊接試驗(yàn)
2.1 焊接工藝
在轉(zhuǎn)爐軸耳現(xiàn)場(chǎng)焊接實(shí)施前,首先采用和轉(zhuǎn)爐三點(diǎn)支撐軸耳材質(zhì)一致的40 mm厚Q345B鋼板進(jìn)行模擬焊接試驗(yàn),以確定軸耳現(xiàn)場(chǎng)雙面雙弧焊接工藝參數(shù),并對(duì)焊接質(zhì)量進(jìn)行評(píng)定。
焊接采用CO2氣體保護(hù)焊,焊機(jī)型號(hào)為OTC-CPVE-500,焊絲采用ER50-6,焊絲直徑1.2 mm。
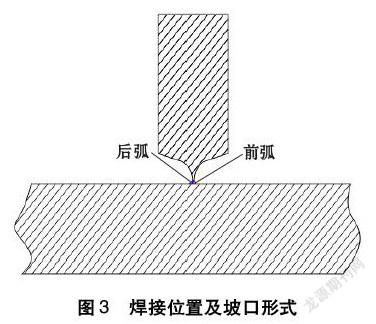
模擬轉(zhuǎn)爐三點(diǎn)支撐現(xiàn)場(chǎng)更換工況,采用橫焊位置施焊,坡口形式如圖3所示。
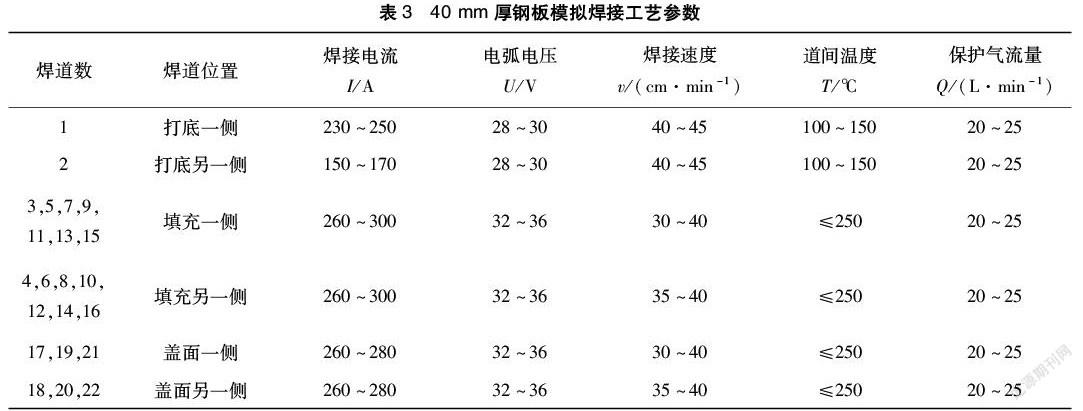
由于現(xiàn)場(chǎng)轉(zhuǎn)爐軸耳支撐鋼板厚度為220 mm,球面支撐鋼板開(kāi)設(shè)雙面坡口,模擬現(xiàn)場(chǎng)情況以40 mm厚度鋼板進(jìn)行橫焊全熔透的方式進(jìn)行了無(wú)反變形雙弧焊模擬焊接。通過(guò)多次摸索試驗(yàn),確定橫焊位置雙面雙弧CO2氣體保護(hù)焊工藝參數(shù),見(jiàn)表3。模擬打底焊正反面焊縫成形情況如圖4所示。
2.2 模擬試板焊接接頭力學(xué)性能
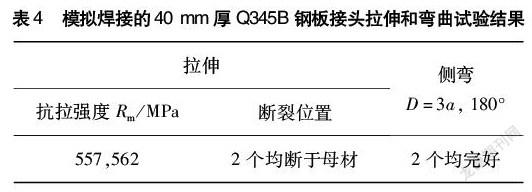
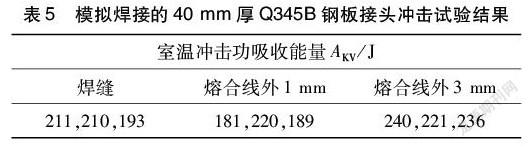
焊接完成24 h后,對(duì)40 mm厚焊接試板橫向切割后對(duì)焊縫根部進(jìn)行檢查,檢查結(jié)果表明采用雙面雙弧焊接焊縫根部熔合情況良好。按照GB/T 2650~GB/T 2654,對(duì)采用雙面雙弧焊接的40 mm厚Q345B鋼板焊接接頭力學(xué)性能進(jìn)行了測(cè)試,拉伸、側(cè)彎沿材料面以焊縫為中心厚度20 mm、長(zhǎng)度81 mm進(jìn)行取樣。沖擊焊縫表面沿焊縫熔合線(xiàn)1 mm,3 mm處進(jìn)行試驗(yàn),結(jié)果分別見(jiàn)表4和表5,可見(jiàn),采用雙面雙弧焊接的Q345B鋼板焊接接頭綜合力學(xué)性能優(yōu)良、均達(dá)到母材標(biāo)準(zhǔn)要求。
3 轉(zhuǎn)爐軸耳支撐厚板的焊接
3.1 軸耳加固
如圖5所示,在軸耳定位安裝中,為保證軸耳找正后的位置固定,在軸耳的內(nèi)側(cè)靠爐體側(cè)安裝定位板,定位板厚度30 mm,長(zhǎng)寬尺寸300 mm×400 mm。定位板與托圈及軸耳焊接焊縫長(zhǎng)度為150 mm,焊腳高度為25 mm的焊縫進(jìn)行固定,然后拆除為保證二軸耳同心度使用的假軸。
3.2 焊前預(yù)熱
軸耳定位完成后由專(zhuān)業(yè)熱處理工用加熱片對(duì)焊縫進(jìn)行全覆蓋。加熱寬度為板厚的2倍,采用熱電偶進(jìn)行溫度監(jiān)控,溫度設(shè)定為120 ℃并保溫2 h。
3.3 軸耳焊接質(zhì)量控制措施
在焊接前,應(yīng)對(duì)二片的軸耳重新進(jìn)行尺寸復(fù)核,經(jīng)確認(rèn)無(wú)誤后以一片軸耳為基準(zhǔn)尺寸作為另一片軸耳在焊接過(guò)程中的尺寸復(fù)核點(diǎn)。
采用CO2氣體保護(hù)焊進(jìn)行雙弧焊接,整個(gè)焊接過(guò)程一次完成,在焊接過(guò)程中嚴(yán)格控制層間溫度在200 ℃左右。
打底焊接時(shí),第一道是關(guān)鍵,要保證第一道與母材熔合良好,同時(shí)又要防止出現(xiàn)焊接缺陷,考慮到對(duì)熱輸入的要求,雙電弧保持一定弧間距,若弧間距過(guò)大,雙面熔池保護(hù)氣體不夠,易出現(xiàn)根部氧化,并且弧間距過(guò)大熱輸入過(guò)小,會(huì)增大淬硬傾向,但弧間距過(guò)小,易產(chǎn)生過(guò)熱,熔池容易坍塌,焊縫組織粗大,并且弧間距過(guò)小,雙電弧之間易發(fā)生干擾,因此,前后焊槍保持一定的弧間距,同時(shí)打底采用小熱輸入焊接,弧間距為2~3 mm為宜。此外,在打底焊接中必須要對(duì)接頭進(jìn)行打磨處理,未經(jīng)處理的接頭容易出現(xiàn)未熔合現(xiàn)象;在填充和蓋面過(guò)程中,必須對(duì)上一層焊縫進(jìn)行清理,避免氧化物、飛濺及焊縫與坡口的夾角存在,以免出現(xiàn)夾雜和未熔合等缺陷產(chǎn)生。
焊工在焊接過(guò)程中,要嚴(yán)格進(jìn)行自檢,發(fā)現(xiàn)缺陷,必須及時(shí)進(jìn)行打磨處理。嚴(yán)禁對(duì)發(fā)現(xiàn)的缺陷采用融熔的方式進(jìn)行處理。
在焊接時(shí),焊工應(yīng)在焊縫二端加設(shè)引弧板,待正面焊接完成后進(jìn)行割除并打磨焊接。
焊接過(guò)程控制層間溫度時(shí),采用風(fēng)鏟對(duì)焊縫的飛濺物或氧化物等雜物進(jìn)行鏟除,敲擊焊縫使焊縫的應(yīng)力盡量能得到均布。
在更換導(dǎo)電嘴時(shí),應(yīng)該盡量采用加長(zhǎng)型,以滿(mǎn)足大電流及短弧焊的工藝要求。
焊絲伸出長(zhǎng)度宜控制在15~18 mm,焊絲過(guò)長(zhǎng)時(shí)容易出現(xiàn)熔池保護(hù)不佳,從而導(dǎo)致出現(xiàn)氣孔。
協(xié)助配合工種在焊工焊接過(guò)程中應(yīng)該及時(shí)用千分尺掌握軸耳的垂直度及變形情況,如發(fā)現(xiàn)變形超過(guò)0.5 mm及時(shí)向焊接技術(shù)人員進(jìn)行匯報(bào)變形情況,由技術(shù)人員進(jìn)行處理。切勿采用錘擊或強(qiáng)力矯正的方式進(jìn)行矯正。
3.4 焊后熱處理
在焊接完成后馬上使用Z120型加熱器對(duì)焊縫進(jìn)行覆蓋加熱,采用保溫棉將加熱片嚴(yán)密覆蓋,架設(shè)好熱電偶,進(jìn)行焊后熱處理。升溫速度不超過(guò)120 ℃/h,加熱至620 ℃,保溫3 h,然后按100 ℃/h速度降溫,至300 ℃時(shí)維持保溫棉,關(guān)機(jī)后自然冷卻。冷卻至室溫后拆除加熱裝置,對(duì)焊縫進(jìn)行打磨清理。
3.5 焊后無(wú)損檢測(cè)
熱處理完成24 h后由第三方進(jìn)行無(wú)損檢測(cè),結(jié)果磁粉探傷“MT”I級(jí)和超聲波“UT”II級(jí)一次探傷全部合格,滿(mǎn)足JB/T 6061—2018及GB 11345—2013檢測(cè)標(biāo)準(zhǔn)要求。
4 焊接效果
表6為采用單弧與雙弧焊節(jié)轉(zhuǎn)爐軸耳支撐厚板的焊接時(shí)間與焊接變形對(duì)比。采用單弧焊方法完成全部焊縫時(shí)間為32 h,采用雙面雙弧焊接僅需要26.2 h,可節(jié)省5.8 h,特別是打底焊完成時(shí)間有原來(lái)3 h縮短至0.6 h;焊后對(duì)轉(zhuǎn)爐支撐軸耳支撐鋼板進(jìn)行尺寸復(fù)核,通過(guò)使用千分尺對(duì)軸耳與爐體參照物測(cè)量,3組支撐軸耳焊后尺寸和原始安裝尺寸誤差在0.20~0.5 mm以?xún)?nèi),較單弧焊顯著提高焊接變形精度。
5 結(jié)論
采用采用CO2雙面雙弧氣體保護(hù)焊焊接轉(zhuǎn)爐三點(diǎn)球面支撐超厚板,可以顯著提高焊接生產(chǎn)效率和焊接質(zhì)量,而且還有利于控制焊接變形。該焊接案例為雙面雙弧焊技術(shù)在冶金行業(yè)厚板焊接上應(yīng)用提供了實(shí)踐經(jīng)驗(yàn)。
參考文獻(xiàn)
[1] 李綠葉, 吳松林. 雙面雙弧焊對(duì)高強(qiáng)鋼焊接效率和質(zhì)量影響分析[J]. 材料開(kāi)發(fā)與應(yīng)用, 2019, 34(3): 59-62.
[2] 劉殿寶, 李福泉, 譚財(cái)旺, 等. EH36鋼厚板雙面雙弧打底焊焊縫組織及性能[J]. 焊接學(xué)報(bào), 2011, 32(1): 81-84.
[3] Liu Liming, Zhou Yanbin. Mechanism analysis of free formation of backing weld by the pulsed MAG-TIG double arc tandem welding [J]. China Welding, 2019, 28(4): 8-15.
[4] 張華軍, 張廣軍, 王俊恒, 等. 低合金高強(qiáng)鋼雙面雙弧焊熱循環(huán)對(duì)組織性能的影響[J]. 焊接學(xué)報(bào), 2007, 28(10): 81-84.
[5] 馮曰海, 周方明, 蔣成禹, 等. 雙弧焊接工藝研究現(xiàn)狀及發(fā)展[J]. 焊接, 2002(1): 5-9.
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機(jī)械制造文摘·焊接分冊(cè)(2016年2期)2016-12-23 21:02:08
科學(xué)與財(cái)富(2016年18期)2016-12-22 18:18:55
中國(guó)高新技術(shù)企業(yè)(2016年30期)2016-12-20 04:00:34
科教導(dǎo)刊·電子版(2016年8期)2016-06-27 19:02:14
北極光(2016年2期)2016-04-29 22:39:00
中國(guó)科技博覽(2016年9期)2016-04-25 20:31:19
中國(guó)科技博覽(2016年7期)2016-04-25 15:41:57
哈爾濱理工大學(xué)學(xué)報(bào)(2015年3期)2015-09-21 10:37:19
科技與創(chuàng)新(2015年17期)2015-09-11 05:41:15
