自動焊在國際熱核聚變試驗堆LCTS管組安裝中的應用
2021-01-12 03:19:44房云龍馬曉鋒劉麗麗陳遠庭武海燕
機械制造文摘·焊接分冊 2021年5期
房云龍 馬曉鋒 劉麗麗 陳遠庭 武海燕



摘要: 為了滿足現場下部杜瓦冷屏管組焊接要求,針對規格為60.3 mm×2.77 mm和73 mm×3.05 mm奧氏體不銹鋼管道開發了2種焊接工藝。工藝評定的無損及理化檢驗結果顯示,焊接工藝能夠滿足ASME及歐盟壓力容器標準的要求。結合模擬試驗,從開發的工藝中選用了開放式機頭自熔式焊接方法,并加以適應性改進,滿足了產品同材質管道焊接需求。引入預制概念,在地面上焊接距離冷屏僅有51 mm的管道焊縫,后在冷屏板上合環焊接,解決了焊接空間狹小問題。通過對管道水平度、坡口準備、充氬時間、充氬壓力等環節進行嚴格控制,現場自動焊無損檢驗一次合格率達98.5%,自動焊技術在冷屏管組安裝中得到成功應用。
關鍵詞: 不銹鋼管道; 自動焊; 無損檢驗
中圖分類號: TG 444
Abstract: ?In order to meet the welding requirements of Thermal Shield Manifolds, two welding processes were developed for austenitic stainless steel pipes with sizes of 60.3 mm ×2.77 mm and 73 mm ×3.05 mm.The non-destructive and physical and chemical testing results of the process evaluation showed that the welding process parameters met the requirements of ASME and EU Pressure Equipment Directive. Considering the simulation tests, the open welding head with self-melting welding method was selected from the developed process, and adaptively improved to meet the requirements of production pipeline welding. The concept of prefabrication was introduced, and the distance from the thermal shield to the pipeline weld was only 51 mm on the ground, and then the ring was closed on the cold screen plate to solve the problem of small welding space. By strictly controlling the levelness, welding groove, argon filling time and argon filling pressure, the first pass rate of the nondestructive inspection for automatic welding reached 98.5%, and the automatic welding technology was successfully applied in the installation.
Key words: ? stainless steel pipe; automatic welding; nondestructive test
0 前言
核聚變能源是未來理想能源,其大規模商業化應用從長遠來看可從根本上徹底解決能源問題[1-2]。2020年7月28日,國際熱核聚變試驗堆(International thermonuclear experimental reactor,ITER)計劃正式邁入裝配階段[3-4]。目前,ITER現場正在開展下部杜瓦冷屏(Lower cryostat thermal shield,LCTS)的裝配工作,該部件作用是降低高溫部件對低溫超導磁體的熱輻射。LCTS冷屏管組 (Thermal shield manifolds,TSM)將氦氣分配到各處鍍銀面板,以降低冷屏環境溫度,是冷屏功能實現的重要途徑之一,其焊接和安裝質量意義重大[5-6]。
自動焊近年來已經發展為一種較為成熟工業焊接方法,在長輸管道、核工業、汽車、制藥工業等方面得到了應用[7-10]。該方法通過計算機控制,可以存儲各種焊接參數并根據需要隨時調用,可以有效保證焊接質量一致性,大幅降低勞動強度,改善焊接作業環境[11-12]。現場結合項目實際情況,通過優選焊接工藝,優化施工邏輯,將自動焊技術成功應用于TSM管組焊接作業,順利完成了安裝任務。
1 LCTS冷屏TSM管道簡介
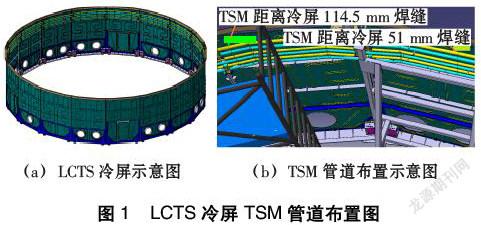
LCTS冷屏上需要安裝6層直徑約20 m的TSM管路,分為TSM8,TSM7和TSM6 3組,每組均包含進氣環路和出氣環路,如圖1所示。每個TSM環路均有11道焊縫,焊縫距離冷屏距離分別為114 mm及51 mm,交替分布。TSM管路有2種規格,分別是60.3 mm×2.77 mm和73 mm×3.05 mm,材質為304L奧氏體不銹鋼。
嚴苛的質量要求使得應用TIG自動焊技術的必要性十分突出,但龐大的管道環路、狹小的施焊空間等因素也給自動焊應用造成了較大困難。特別是對于壁厚2.5 mm以上不銹鋼管道,自動焊方法一般選用帶有送絲機構的填絲自動焊方法,但是該方法將占用更多空間,難以滿足現場需求[13]。
2 焊接工藝的準備
為滿足焊接在質量、外觀、清潔度等方面嚴苛的要求,并適應現場狹小施工環境,項目初期確定了不使用焊絲而依靠電弧能量使管口熔化連接的自熔TIG自動焊焊接思路。在工藝評定階段,針對不同的管道規格,分別利用開放式機頭和封閉式機頭開發了兩套自熔焊接工藝,以備現場選用。
2.1 封閉式機頭60.3 mm×2.77 mm焊接工藝
針對60.3 mm×2.77 mm管道,文中開發了利用封閉式機頭進行自熔焊接的工藝,該管道焊接分為8個階段,具體焊接工藝參數見表1。封閉式機頭及焊接工藝評定試件照片(焊后表面未處理)如圖2所示。
2.2 開放式機頭73 mm×3.05 mm焊接工藝
針對73 mm×3.05 mm管道,利用開放式機頭開發了自熔焊接工藝(圖3a)。管道焊接分為6個階段,具體參數見表2。焊接工藝評定試件照片如圖3b所示。
3 工藝評定試驗結果及分析
按照ASME B31.3,ASME IX及歐盟壓力容器(Pressure equipment directive,PED )的要求,工藝評定檢驗項目包含理化和無損檢驗2類,其中無損檢驗含目視檢驗、液體滲透檢驗、射線檢驗;理化檢驗含宏觀金相、拉伸試驗和彎曲試驗[14-16]。
3.1 封閉式機頭60.3 mm×2.77 mm焊接工藝
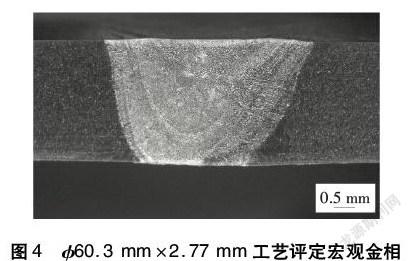
目視檢驗、滲透檢驗及射線檢驗均未發現缺陷。宏觀金相檢驗如圖4所示;抗拉強度要求值490~690 MPa,試驗平均值547 MPa,斷裂位置為焊縫;面彎和背彎未發現缺陷。試驗結果證明焊接工藝滿足技術要求。
3.2 開放式機頭73 mm×3.05 mm焊接工藝
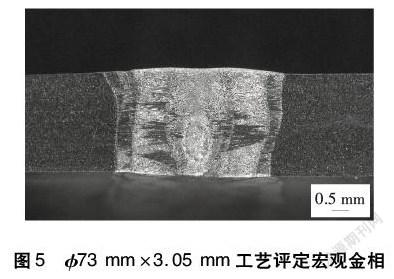
目視檢驗、滲透檢驗及射線檢驗均未發現缺陷。宏觀檢驗如圖5所示;抗拉強度要求值515~690 MPa,試驗平均值563 MPa,斷裂位置為焊縫;面彎和背彎未發現缺陷。試驗結果證明焊接工藝滿足技術要求。
3.3 熔透效果比較
通過對2種不同工藝焊縫宏觀金相進行比較可知,采用開放式機頭73 mm×3.05 mm焊接工藝所獲得焊縫焊道較寬且均勻,熔透效果要優于封閉式機頭60.3 mm×2.77 mm焊接工藝。
4 現場焊接方法的選擇
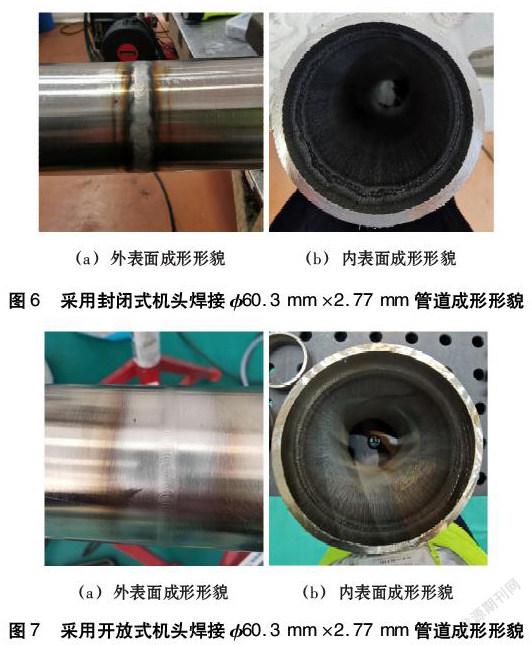
在現場實施自動焊之前,基于工藝評定焊接參數,采用現場產品304L奧氏體不銹鋼管道余料進行了模擬試驗。模擬試驗結果顯示,因工藝評定管道與產品管道材質在化學元素及熱處理方式上存在差異,現場焊接能量需要提高約10%。采用開放式機頭焊接73 mm×3.05 mm管道成形良好,但是采用封閉式機頭焊接的60.3 mm×2.77 mm成形不均勻,如圖6所示。為此,改用開放式機頭焊接60.3 mm×2.77 mm管道,焊縫成形如圖7所示。
通過模擬試驗可知,封閉式機頭由于散熱性較差,在提高焊接能量時,焊接電流的增加存在較為突出的限制,焊縫外表面焊道成形不均勻,焊縫內部熔透效果不佳,與宏觀金相結果相吻合;開放式機頭散熱效果好,模擬試驗較為成功。因此,現場選用了開放式機頭自熔式焊接方法,作為TSM產品管道的焊接工藝。
5 TSM管道自動焊現場及注意事項
5.1 TSM管道自動焊現場實施
現場焊接分為2個階段。首先將距離冷屏51 mm的焊縫在地面組對并實施自動焊,檢測合格后,將其吊裝至冷屏支撐,焊接距離冷屏114 mm的管道。TSM管道安裝自下而上進行,現場施工以及焊后照片如圖8所示。針對吊裝后在冷屏支撐上組裝焊接的部分,現場將整環TSM管道進行點焊固定后再實施自動焊,有效提升了工作效率。
5.2 TSM管道自動焊焊縫無損檢驗情況
TSM管道焊接無損檢驗的基本標準要求是ASME B31.3,在此基礎上,現場技術要求每條焊縫需經100%目視檢驗、射線檢驗及氦檢漏檢驗。其中,氦檢漏檢驗前,需要對TSM管道焊縫進行-103 ℃的冷沖擊,然后再將本底信號降至10-10 ?Pa·m3/s進行氦檢漏。無損檢驗的種類多,質量控制要求高,但現場除一條焊口因內凹未能合格外,其余焊縫質量全部合格,無損檢驗一次合格率高達98.5%。
5.3 TSM管道自動焊技術現場應用注意事項
管道支撐應處于同一水平,且焊縫兩端管道應保證水平度相同,以免管道上支管方位出現偏差。
管道I形坡口應處理干凈,不應有毛刺及不平整之處,而后采用丙酮或酒精進行清潔。
管道組對直接影響現場焊接質量。管道組對應保證錯變量不大于0.3 mm,并采用點焊將焊口固定。
充氬時間。TSM管環直徑約20 m,排氣后和焊接前應進行充分充氬,應采用4 L/min流量充氬1.5 h及以上,以防止焊縫內部氧化、發渣。
氬氣保護壓力,特別是應有效監控內部充氬。現場采用數顯壓差表,測量、調整并保持管道內部壓力和大氣壓力之差,以避免出現焊縫外表面下塌或內表面凹陷的缺陷。
6 結論
(1) 針對TSM管路規格為60.3 mm×2.77 mm和73 mm×3.05 mm奧氏體不銹鋼管道,開發的2種自熔焊接工藝,能夠滿足ASME及歐盟壓力容器PED標準的要求。
(2) 經過工藝評定及模擬試驗發現,開放式機頭自熔式焊接,散熱效果好,熔透能力強且均勻,有利于焊縫成形,現場采用該方法焊接。
(3) 引入預制概念,在地面上焊接距離冷屏僅有51 mm管道焊縫,有效解決了空間狹小問題。
(4) 采用先合環再焊接的施工方式,焊前保持4 L/min流量充氬1.5 h及以上,既提升了施工效率,也實現了背部良好的氬氣保護效果。
(5) 通過對管道水平、坡口準備、充氬時間、充氬壓力等環節進行嚴格控制,有效保證了焊接質量,TSM管道自動焊技術應用經過嚴苛的無損檢驗,焊接一次合格率98.5%,實現了成功應用。
參考文獻
[1] 潘傳紅.國際熱核實驗反應堆(ITER)計劃與未來核聚變能源[J].物理,2010,39(6):375-378.
[2] 張傳坤,牛文東,趙舒銘,等.全球能源短缺調查及思考[J].國網技術學院學報,2019,22(2):36-38.
[3] 李國青,李昱昉,吳姝琴,等.國際熱核聚變實驗堆標準體系研究[J].核標準計量與質量,2019(3):2-9.
[4] 伍浩松,張焰.ITER計劃正式啟動重大工程安裝[J].國外核新聞,2020(8):10.
[5] Her Namil, Hur Junyoung, Kang Kyoung-O, et al. Progress on the manufacturing of ITER thermal shields[J]. Fusion Engineering and Design, 2020, 160:1-4.
[6] Noh C H , Chung W, Lim J, et al. Optimization of the outer support in the ITER lower cryostat thermal shield[J]. Fusion Engineering and Design,2016,103:85-92.
[7] 勒巍. X100高強管線鋼CRC全自動焊接工藝技術研究[J].焊接, 2017(2): 48-53.
[8] 馬軍, 王學朋, 戚延澤, 等. 軌道式自動焊在核電安裝中的應用研究[J]. 焊接, 2021(2): 42-45.
[9] 熊曉萍, 金權東.汽車車身制造中的自動焊接技術[J].焊接,2006(11):44-47.
[10] 占元, 代國斌, 郝榮文.全數字化焊接技術在醫藥行業中的應用[J].安裝,2012(10):56-57.
[11] 姚亞軍. 工藝管道自動焊工作站研發及工藝推廣應用[D].西安:西安石油大學,2016.
[12] 陳璨, 王軍民, 楊昌樂, 等. 基于OpenMV的螺旋管內焊縫自動跟蹤系統[J]. 焊接, 2019(1): 12-15.
[13] 劉運生. 大口徑管道自保護藥芯焊絲自動焊技術[J]. 焊接, 2018(2): 54-57.
[14] ASME.Qualification standard for welding, brazing, and fusing procedures; welders; brazers; and welding, brazing, and fusing operators: ASME BPVC Section IX[S].2019.
[15] ASME.Code for pressure piping: ASME B31.3[S].2012.
[16] Pressure equipment directive (2014/68/EU). The harmonization of the laws of the Member States relating to the making available on the market of pressure equipment. European Parliament and the Council of the European Union[S].2014.
