飛機翼盒裝配臨時緊固件自動安裝技術研究
2021-01-12 01:06:54劉航張煒鄭煒何斌
今日自動化 2021年11期
劉航 張煒 鄭煒 何斌

[摘? ? 要]Electroimpact為C919 飛機機翼壁板緊固件的安裝開發了一種新的全自動單側臨時緊固系統,通過自動安裝單側臨時緊固件,在壁板制孔期間滿足臨時的零件夾緊和送釘功能,可以縮短機翼的自動化裝配周期。進給系統將緊固件存儲在靠近安裝點末端執行器的重力進給芯棒中,當有緊固件裝配需求時,首先,拾取和放置機構從芯棒中抓取所需的緊固件,并將其裝入緊固件插入器中;其次,緊固件插入器使用伺服螺母將緊固件安裝到機翼壁板上并旋轉擰緊,直到夾持器以指定的預緊力將夾層拉到一起,同時,在進給過程中可檢查緊固件的直徑、夾緊長度和完整性。緊固件可靠性達到了99.9%。
[關鍵詞]機翼;緊固件;末端執行器
[中圖分類號]V262 [文獻標志碼]A [文章編號]2095–6487(2021)11–000–02
Research on Automatic Installation Technology of Temporary
Fasteners for Aircraft Wing Box Assembly
Liu Hang, Zhang Wei, Zheng Wei, He Bin
[Abstract]Electroimpact has developed a new fully automatic single-sided temporary fastening system for the installation of C919 aircraft wing wall panel fasteners. Through the automatic installation of single-sided temporary fasteners, temporary parts can be met during the wall panel hole making process. The clamping and nail feeding function can shorten the automatic assembly cycle of the wing. The feed system stores the fasteners in the gravity feed mandrel near the end effector of the installation point. When there is a need for fastener assembly, first, the pick and place mechanism grabs the required fasteners from the mandrel , And install it into the fastener inserter; then, the fastener inserter uses a servo nut to install the fastener on the wing wall panel and rotate it to tighten until the clamper sandwiches the layer with the specified pre-tightening force Pull together, and at the same time, the diameter, clamping length and integrity of the fastener can be checked during the feed process. The reliability of fasteners has reached 99.9%.
[Keywords]wing; fastener; end effector
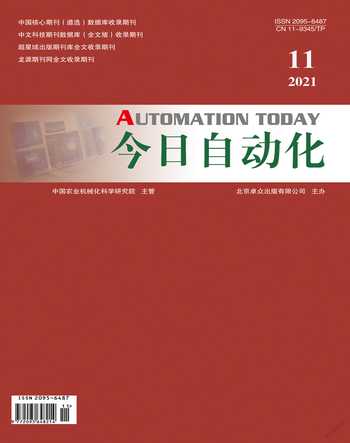
該緊固件安裝系統應西飛C919飛機機翼裝配的自動臨時緊固要求而開發,并用于自動制孔設備(LTD)上。LTD設備用于在立式裝配型架中對機翼上、下壁板進行精確制孔、孔位檢測和臨時緊固件的安裝。通過使用這些臨時緊固件,LTD設備能夠完成全尺寸制孔和緊固件安裝操作,同時可保證制孔過程中機翼壁板定位準確、夾緊牢靠。該系統能夠在3~51 mm的夾層厚度中安裝直徑為4.76~12.7 mm的臨時緊固件,如圖1所示。
1 單側臨時緊固件
單側臨時緊固件(SSTF)通常用于在裝配操作期間提供夾緊和定位功能。本系統采用LISI航空公司生產的CLYTM-61s型SSTF。與其他類型的SSTF相比,CLYTM-61s型SSTF能夠提供較大范圍的夾緊力。頭部由外花鍵和驅動螺母組成,驅動螺母用于驅動緊固件,如圖2所示。該型SSTF具有類似于傳統臨時緊固件的夾持器,在松夾狀態下,夾持器比撐桿小,當驅動螺母擰緊時,夾持器在撐桿作用下脹開,如圖3所示。
2 芯棒組件
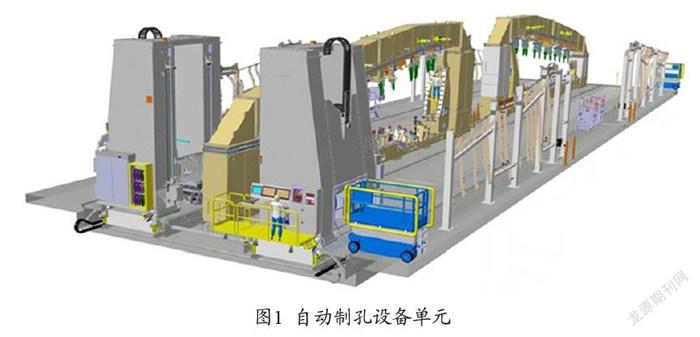
SSTF安裝在芯棒中,芯棒則裝入緊固件插入器旁邊的接收器組件中。每根芯棒均有一個理論直徑,芯棒的每一個導向槽對應一個特定類型的緊固件,緊固件類型(全尺寸緊固件或小尺寸緊固件)取決于夾持長度。當從底部的定位出口點拉出緊固件時,緊固件在重力作用下通過導向槽下落,在出口處,緊固件通過下方的磁鐵固定在V形塊上,如圖4所示。
3 芯棒上架和下架
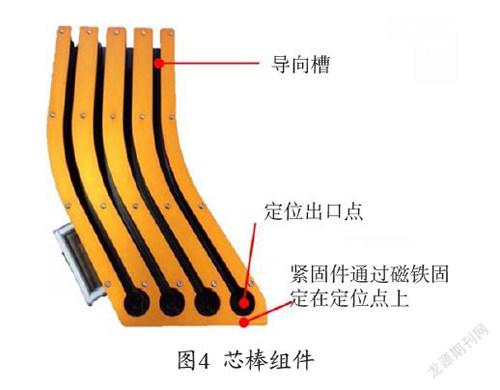
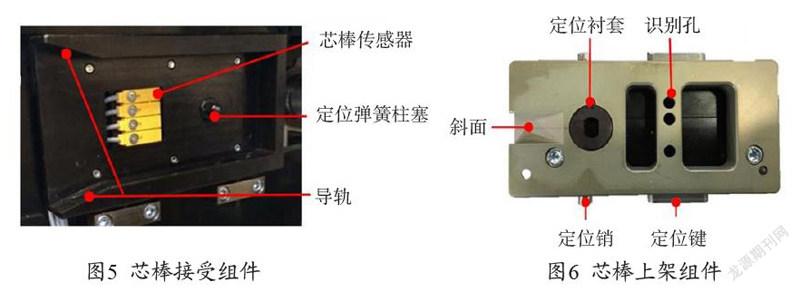
在壁板制孔過程中,需多次更換刀具,并準確保證緊固件孔徑。為保證制孔過程連續進行,必須將芯棒在同一位置進行快速安裝和拆卸。本次設計的芯棒是在Electroimpact設計基礎上迭代改進而來的,芯棒接收器組件有兩個導軌,以允許芯棒水平滑入和滑出,一旦滑入準確位置,彈簧柱塞就會落在襯套中,將芯棒固定到位,4個傳感器用于讀取上架裝配代碼,以辨別所安裝的芯棒,通過拉動彈簧柱塞上的手柄將其縮回并將芯棒滑出,對芯棒進行快速解鎖和拆卸,如圖5所示。在芯棒一側,起吊組件通過定位銷和鍵槽的滑入、滑出來接收組件,彈簧柱塞通過斜面推入其縮回位置,直至到達定位襯套處,芯棒傳感器使用孔模式創建二進制代碼供設備讀取,如圖6所示。
4 緊固件插入組件
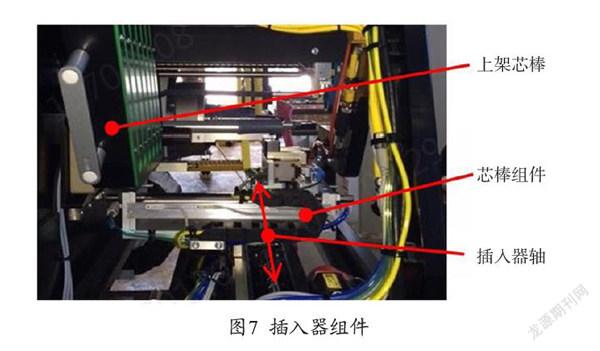
緊固件插入組件由芯棒接收組件、抓取組件、插入器軸和緊固件廢料箱組成。插入器設計有一個拾取和放置機構,通過使用抓取組件沿插入器軸將緊固件從芯棒運輸到送料口。抓取組件可通過導向無桿油缸實現伸縮。插入器軸由單載波伺服驅動,可沿軸到達不同位置,如圖7所示。
5 緊固件插入過程
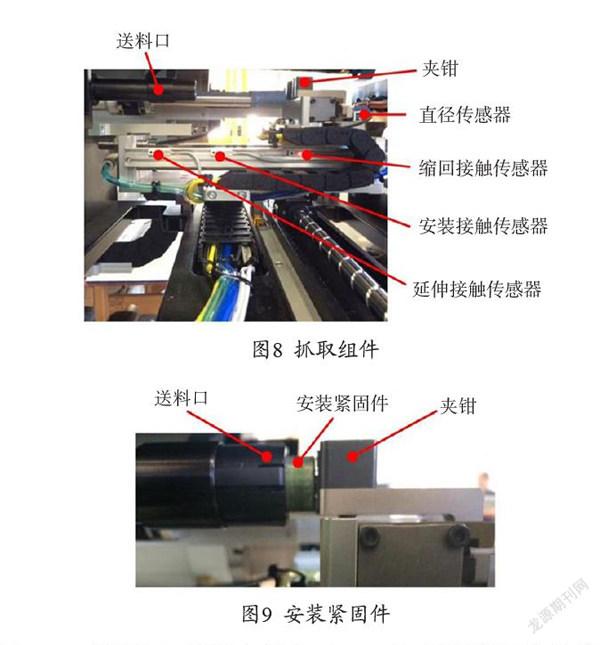
插入過程根據設備正在制孔的孔徑大小和夾層厚度而開始,以確定從芯棒中抓取哪個緊固件,當抓取組件移動到準確位置并伸到底部打開夾鉗后,夾鉗將關閉緊固件柄并縮回,從而拉動緊固件,然后抓取組件再移動到安裝位置,將緊固件安裝到送料口上,并使用測量夾鉗位置傳感器測量緊固件直徑,未通過直徑檢測的緊固件也會被安裝到送料口,因為不合格的緊固件將從送料口輸送到廢料箱,如圖8所示。緊固件插入器上的送料口也將在此時移動到安裝位置,抓取組件隨后跟進,將緊固件裝入進料口,進料口被壓緊并轉動使花鍵錯位。在成功安裝的情況下,抓取組件將延伸至接觸傳感器,進料口會縮回到其未壓緊狀態,轉動螺母即可確保緊固件接合,此時,夾鉗將打開抓取組件將縮回,如圖9所示。
6 螺母轉輪控制器
末端執行器的背面是螺母轉輪控制器,此控制器與CNC連通并控制SSTF的緊固,編程參數集(PSets)明確緊固件的擰緊過程,參數集包括多種因素的目標范圍,如旋轉角、速度、扭矩等。在安裝過程中,通過監控參數值來完成錯誤檢查,如果數值保持在限定范圍內,控制器會向CNC發送一個確認信號以使擰緊過程繼續。
7 安裝前檢查
若緊固件插入器已發送完成安裝的信號,而緊固件仍在緊固件插入夾鉗口和進料口中時,則運行接合PSet,緊固件插入器在等待制孔和探針循環結束時,運行多次PSet檢查緊固件是否正常工作。安裝緊固件時,將緊固件插入器往返復位,并測量緊固件,以確保其正確的夾持長度。如果任何預安裝測試均失敗,則啟動拒絕循環,緊固件插入器通過內置氣缸將緊固件彈出到廢料箱中來拒收緊固件。
8 安裝緊固件
緊固件通過初步檢查并完成制孔循環后,開始進入安裝環節。首先,緊固件插入器與孔對齊;其次,緊固件插入器向前驅動至壁板位置,從而將緊固件插入孔中。限位開關用于確保緊固件完全插入,擰緊時不會損壞工件。如果緊固件成功安裝到工件上,機器將通知控制器運行安裝PSet,控制器監控過程參數并確認已擰緊。最后,緊固件插入器縮回,緊固件與工件安裝完成。
9 結束語
SSTF能夠縮短機翼裝配周期,但由于尺寸復雜,SSTF的自動化安裝具有挑戰性,安裝過程可能導致其自身損壞且需要頻繁維護進料系統。Electroimpact通過簡化LISICLYTM-61緊固件的進給系統,解決了上述問題。該系統將助力于中國閻良新型C919機翼的生產制造。
參考文獻
[1] 常家輝,祁萌,李良琦.裝配機器人在國外國防領域的應用進展[J].國防制造技術,2018(4):10-19.
[2] 范興瑞.飛機輕型自動化制孔系統及關鍵技術[J].科技創新導報,2017(4):40-42.
[3] 陳智勇,李妙玲.工裝數字化測量安裝技術研究[J].洛陽理工學院學報(自然科學版),2017(3):125-130.