模具材料RMD545電弧增材制造工藝
2021-01-19 15:34:46何旺韓慶璘張廣軍
焊接 2020年10期
何旺, 韓慶璘, 張廣軍
(哈爾濱工業(yè)大學(xué), 先進(jìn)焊接與連接國家重點實驗室,哈爾濱 150001)
0 前言
熱作模具受到高溫和較大載荷作用,相比于其它的冷作模具和塑料模具更容易發(fā)生失效[1]。失效形式包括:磨損、變形、冷熱疲勞裂紋和斷裂,其中磨損和裂紋占據(jù)失效情況的比例超過了70%[2-3]。國內(nèi)熱鍛模具的壽命通常不到國外的1/3[4],這大大增加了生產(chǎn)制造的成本。與更換新制造的模具相比,以舊模具為基礎(chǔ)進(jìn)行修復(fù)再制造,可以提高材料的利用率,降低制造成本,延長了模具的使用壽命,并且也符合循環(huán)利用、可持續(xù)發(fā)展的理念[5]。
當(dāng)前,模具修復(fù)的方法主要有冷加工和熱加工,冷加工需要對模具表面整體降低一定尺寸后翻新制造,導(dǎo)致材料利用率降低、可修復(fù)次數(shù)有限[6]。而熱噴涂、電刷鍍、增材制造等熱加工方法可以提高材料利用率,節(jié)約成本,得到廣泛的應(yīng)用[7-10]。增材制造作為一種自下而上、逐層累積的材料加工方法,可以制造出大型且形狀較為復(fù)雜的結(jié)構(gòu)件,在航空、航天、醫(yī)療、汽車等領(lǐng)域得到越來越多的應(yīng)用,正成為各大國爭先發(fā)展的關(guān)鍵前沿技術(shù)。而電弧增材制造設(shè)備簡單、生產(chǎn)效率高,熔敷金屬致密性好,力學(xué)性能優(yōu)良,在金屬材料加工方面具有很大的優(yōu)勢,因而可以作為理想的模具修復(fù)方法。
應(yīng)用于曲軸、汽輪機葉片等零件生產(chǎn)的熱鍛模具采用具有良好強度、熱性和耐磨性的5CrNiMo鋼,模具表面容易發(fā)生磨損和熱疲勞等失效形式,需要對其進(jìn)行修復(fù)[11]。RMD545作為一種耐磨堆焊藥芯焊絲,塑韌性、耐磨性好,焊后硬度可達(dá)45 HRC,適用于5CrNiMo,H13鋼等材質(zhì)制造的中、小型錘鍛模具的整體增材制造和大型機鍛模具型腔底部的修復(fù)制造,但目前針對該焊絲電弧增材修復(fù)的研究工作還很少。
文中提出采用電弧增材制造的方法,探究RMD545耐磨堆焊藥芯焊絲的成形工藝、組織性能,為5CrNiMo模具鋼修復(fù)提供技術(shù)支持,推動金屬材料電弧增材制造的實際應(yīng)用。
1 試驗過程
1.1 試驗材料與方法
試驗材料選用直徑1.2 mm的RMD545耐磨堆焊藥芯焊絲,化學(xué)成分見表1。基板選用Q235鋼板,尺寸為300 mm×150 mm×10 mm。

表1 RMD545焊絲化學(xué)成分 (質(zhì)量分?jǐn)?shù),%)
文中采用熔化極氣體保護(hù)電弧增材制造的方法,保護(hù)氣體成分為95%Ar+5%CO2,保護(hù)氣體流量為18 L/min,噴嘴到工件的距離為15 mm,熔敷電壓按照經(jīng)驗公式U= 14+0.05I與熔敷電流進(jìn)行匹配。
1.2 單層單道熔敷成形試驗
熔敷電流設(shè)定在100~250 A之間,熔敷速度設(shè)定在2~12 mm/s,采用控制變量的方法進(jìn)行熔敷試驗。將熔敷電流分為小熔敷電流區(qū)間(100~140 A)、中等熔敷電流區(qū)間(160~200 A)和大熔敷電流(200~250 A)進(jìn)行研究。3個區(qū)間內(nèi)具有代表性的成形照片如圖1所示。
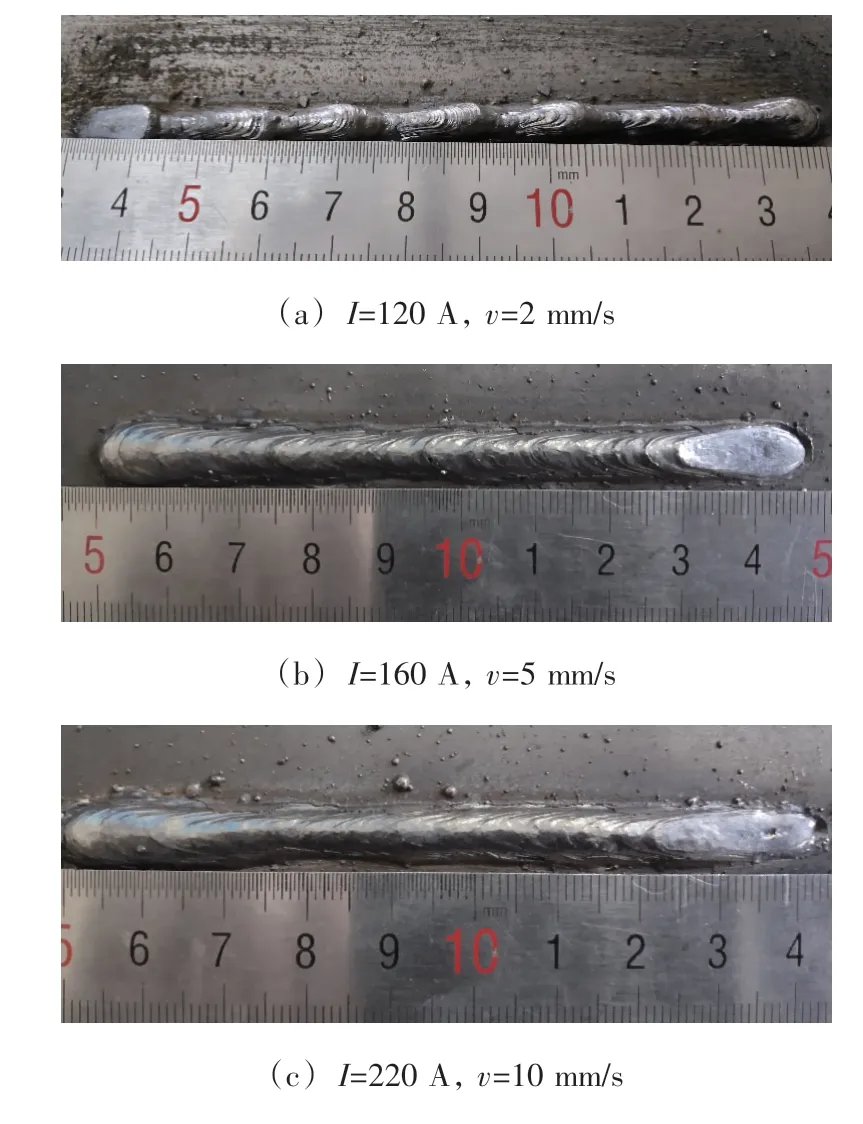
圖1 單層單道成形
當(dāng)電流較小時,熔敷道容易出現(xiàn)嚴(yán)重駝峰現(xiàn)象,如圖1a所示,這是因為此時熱輸入較小,熔池金屬冷卻速度較快而凝固,尾部大量液態(tài)金屬來不及回流,凝固后形成駝峰。在中等和大熔敷電流下,熔敷道成形良好,如圖1b和圖1c所示,無明顯缺陷。由此得到了單層單道良好成形工藝參數(shù)區(qū)間,如圖2所示。在進(jìn)行RMD545單層單道熔敷試驗時,盡量選擇較大熔敷電流,在合適堆積速度下,可以獲得良好熔敷道成形。
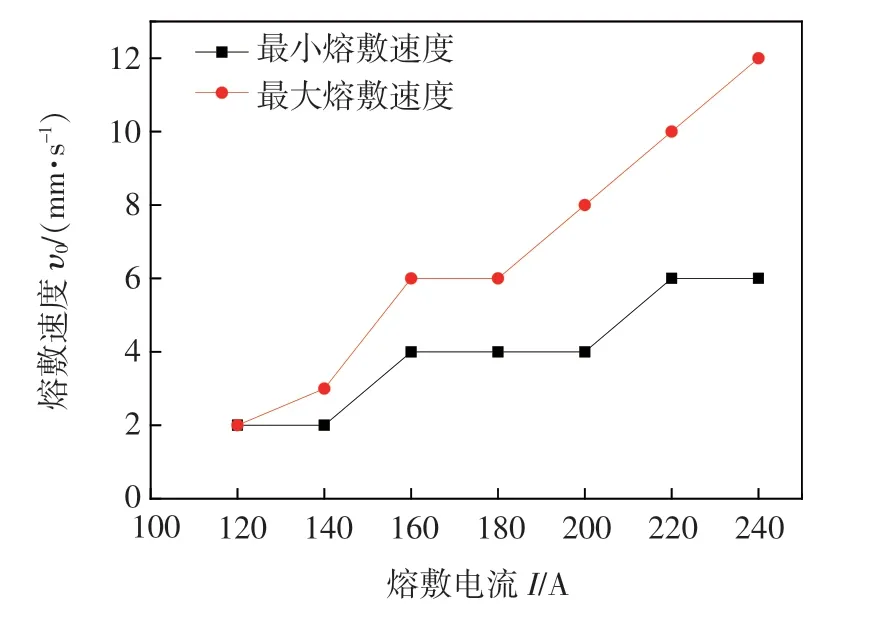
圖2 單層單道良好成形工藝參數(shù)區(qū)間
1.3 多層單道熔敷成形試驗
為避免在小電流下熔敷成形不良,同時避免大熔敷電流下多層堆積由于過熱發(fā)生流淌現(xiàn)象,綜合考慮選取中等熔敷電流160 A,熔敷速度5 mm/s,采用往復(fù)熔敷的方式進(jìn)行多層單道熔敷試驗,成形件熔敷長度200 mm,層間溫度控制在150 ℃,總共熔敷10層,每層工藝參數(shù)均保持相同,多層單道熔敷試驗結(jié)果如圖3所示,可以看出成形件表面光滑,無明顯流淌現(xiàn)象。成形件橫截面宏觀形貌如圖4所示,橫截面無裂紋和氣孔等缺陷,熔敷層金屬冶金結(jié)合良好。
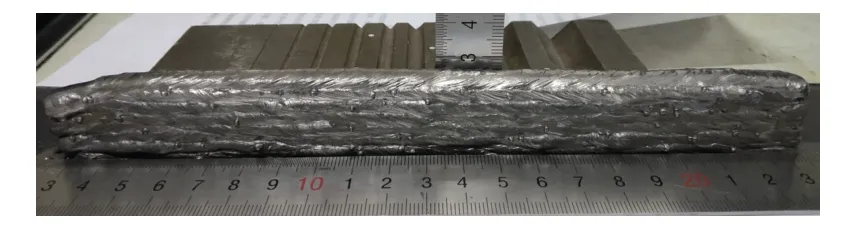
圖3 多層單道成形件
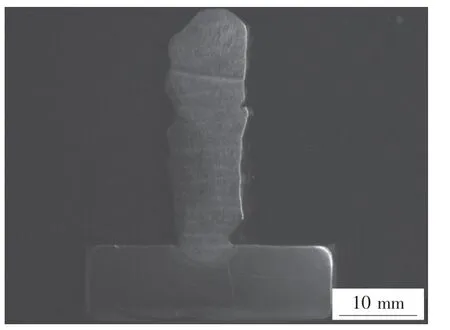
圖4 多層單道橫截面
2 增材制造組織性能研究
2.1 單層單道組織及性能
為研究不同熱輸入下熔敷金屬組織變化情況,選擇在5 mm/s的熔覆速度下,利用金相顯微鏡對熔敷電流在160 A,180 A,200 A,220 A下的單層單道熔敷金屬組織進(jìn)行觀察,如圖5所示。
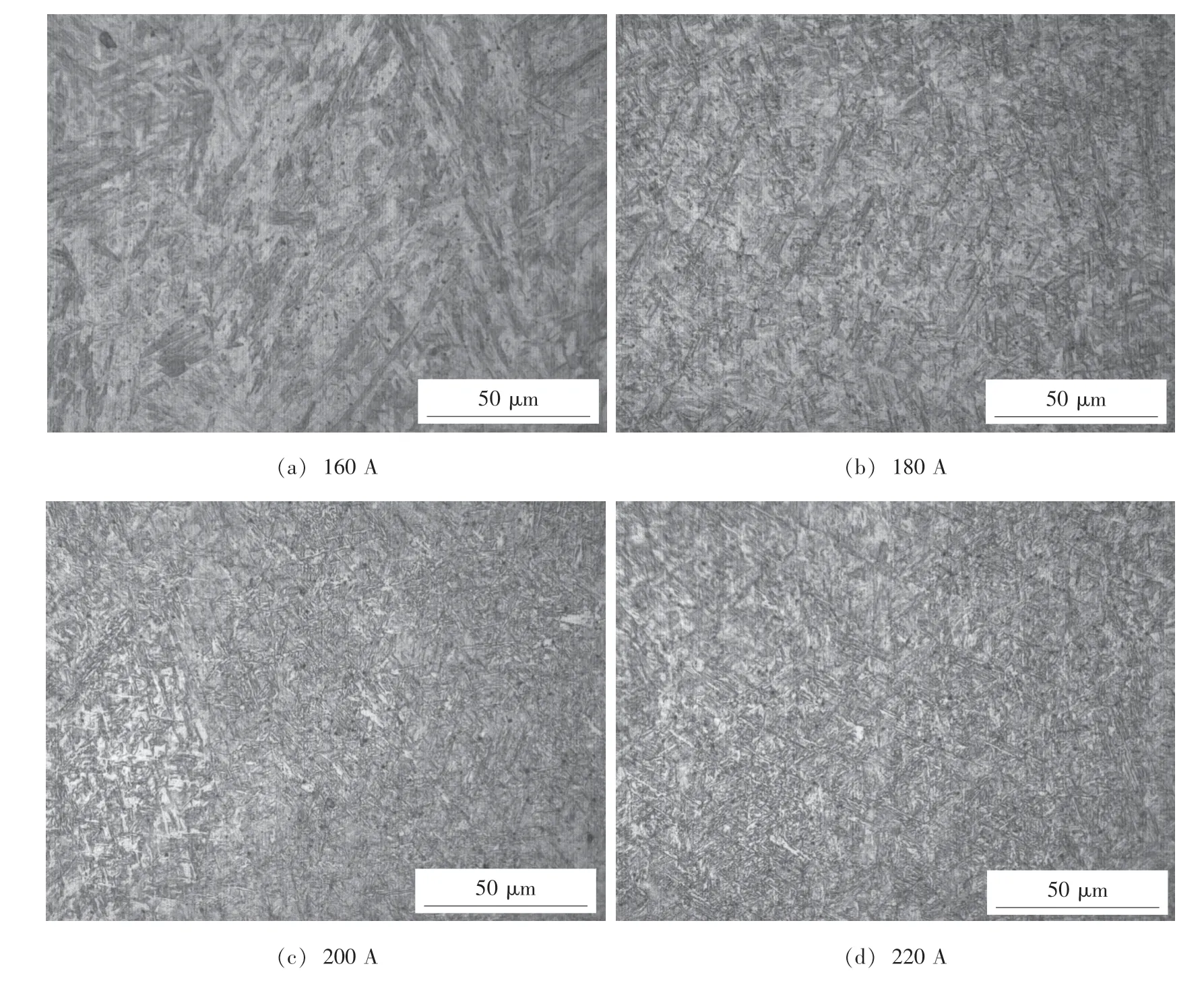
圖5 不同熔敷電流下單層單道組織
熔敷電流為160 A時,熔敷金屬組織為板條馬氏體和少量的針狀馬氏體和上貝氏體。當(dāng)熔敷電流增大到180 A時,熔敷金屬組織為上貝氏體、較均勻分布的針狀馬氏體和少量貝氏體,如圖5b所示。當(dāng)熔敷電流增大到200 A時,針狀馬氏體減少,粒狀貝氏體增多,組織以上貝氏體為主,如圖5c所示。當(dāng)熔敷電流繼續(xù)增大到220 A時,馬氏體基本消失,熔敷金屬組織由上貝氏體和粒狀貝氏體組成。可見熱輸入對組織的變化有重要影響,這是由于隨著母材熱輸入的增大,熔敷金屬的冷卻速度下降,馬氏體轉(zhuǎn)變量逐漸減少,而貝氏體轉(zhuǎn)變量逐漸增多。
對RMD545單層單道金屬組織的硬度進(jìn)行測量,結(jié)果如圖6所示。可以看出,在不同熔敷電流下,試樣的硬度分布規(guī)律基本一致,硬度按照熔敷層金屬、熱影響區(qū)和母材呈階段性下降趨勢。熔敷層金屬的硬度在375~500 HV范圍,隨著熔敷電流的增大,熔敷層金屬的硬度逐漸減小,這與上文的組織變化剛好吻合。
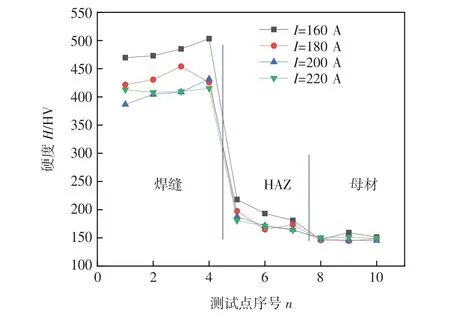
圖6 不同熔敷電流下單層單道熔敷道的硬度分布
2.2 多層單道組織及性能
在多層單道成形件熔敷過程中,不同位置的熔敷金屬經(jīng)歷的熱過程不同,其中最底層金屬只經(jīng)歷后熱沒有預(yù)熱,中部金屬既有預(yù)熱也有后熱,頂部金屬只有預(yù)熱而沒有后熱,由此可推知成形件組織在高度方向上存在差異。
圖7為多層單道底部金屬的組織形貌。在進(jìn)行第一層熔敷時,多層母材上的部分金屬加熱被熔化,與熔化的焊絲金屬一起形成多層單道成形件的第一層。當(dāng)停留適當(dāng)時間后進(jìn)行第二層熔敷,第一層金屬再次被電弧加熱,按照加熱程度的不同可將其分為兩部分:未熔化區(qū)域和重熔區(qū)。未熔化區(qū)域又可分為兩部分:熱影響區(qū)和非熱影響區(qū)。如圖7a所示,可觀察到明顯的組織分層。其中A1位置處于第一層金屬上半部分,此處金屬受第二層電弧加熱被重新熔化,冷卻后為正常焊縫組織,而B1位置為第二層熔敷金屬的熱影響區(qū)域,組織發(fā)生了變化。當(dāng)進(jìn)行第三層熔敷時,A2位置則為第二層的重熔區(qū),而B2則為第三層的熱影響區(qū)域。之后的熔敷層金屬組織形成規(guī)律以此類推,但是不同的加熱冷卻過程會導(dǎo)致組織上的差異。A1位置組織主要是大量雜亂無序交錯分布的針狀鐵素體和少量貝氏體,如圖7b所示。B1位置金屬經(jīng)過后熱相當(dāng)于回火作用,可以看到大量的黑色碳化物,組織主要為回火馬氏體和少量貝氏體, 如圖7c所示。
多層單道中部和上部熔敷層顯微組織如圖8所示。隨著熔敷層數(shù)的增加,金屬散熱條件變差,在同樣的工藝參數(shù)和層間溫度下,熔敷金屬的冷卻速度變慢,在高溫區(qū)域停留時間變長,中部熔敷層組織以馬氏體和貝氏體為主,中間夾雜少量針狀鐵素體,如圖8a所示。而上部金屬未受后熱作用,金屬冷卻速度較快,最終組織幾乎全部為粗大的板條馬氏體,如圖8b所示。利用維氏顯微硬度儀,對多層單道成形件從底部金屬向上部金屬進(jìn)行顯微硬度的測量,每個打點位置垂直距離1 mm,共計30個點,顯微硬度測量結(jié)果如圖9所示。
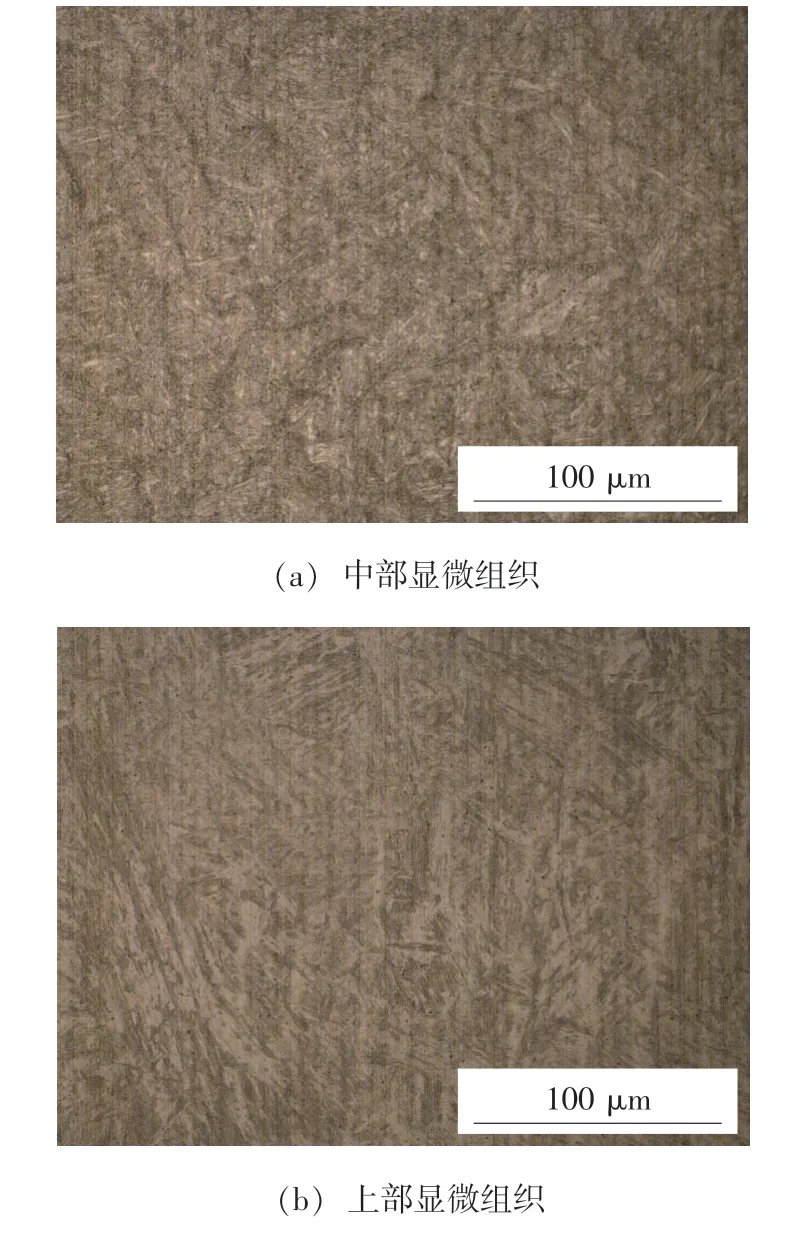
圖8 多層單道中、上部熔敷層顯微組織
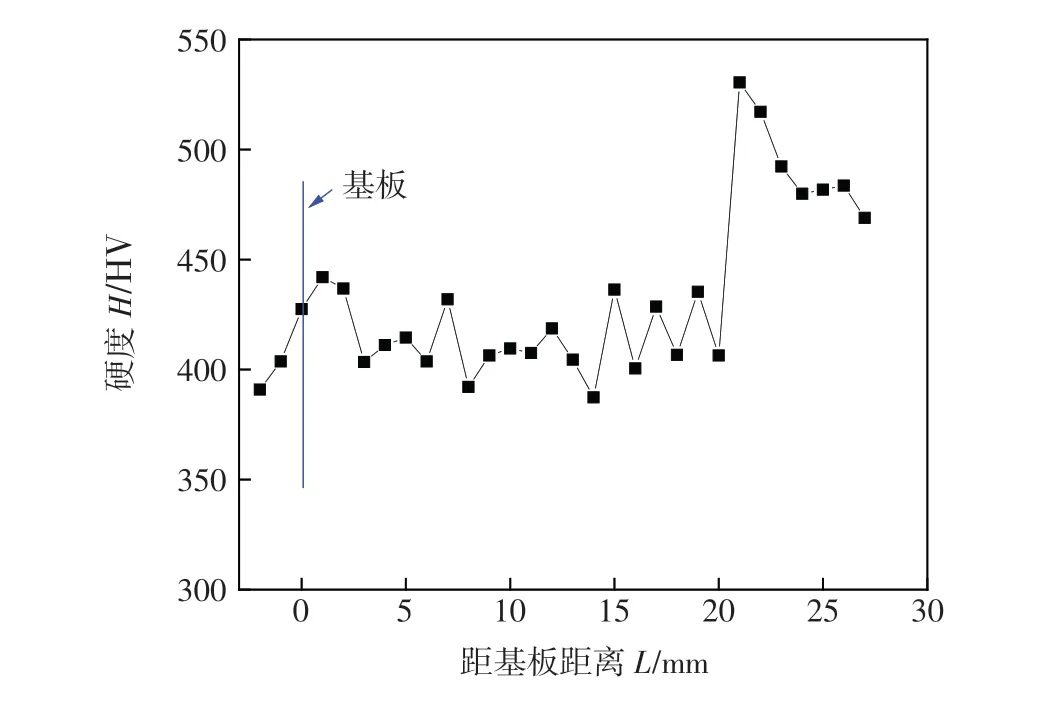
圖9 多層單道成形件顯微硬度分布
顯微硬度曲線與上文顯微組織分析結(jié)果一致,底部熔敷金屬硬度值最低,這是由于底部貝氏體和鐵素體含量較高,而隨著位置的上升,中部金屬硬度略有升高,且趨于穩(wěn)定,這是由于該區(qū)域相比底層金屬增加了馬氏體組織,在熔敷金屬上部,由于組織幾乎是粗大的板條馬氏體,硬度又明顯升高。
在多層單道熔敷件中層部位沿熔敷方向取兩個拉伸試樣,如圖10所示,在萬能試驗機上進(jìn)行拉伸試驗,多層單道試樣拉伸曲線如圖11所示,對兩次拉伸結(jié)果取平均值,見表2,熔敷金屬抗拉強度達(dá)到近1 200 MPa,屈服強度達(dá)到955 MPa,斷后伸長率為18.8%。拉伸斷口形貌如圖12所示,呈典型的杯錐狀,說明成形件塑性良好。將該拉伸結(jié)果與5CrNiMo鋼材料力學(xué)性能進(jìn)行對比,其各項性能基本相同,說明在160 A熔敷電流、5 mm/s熔敷速度的工藝參數(shù)下進(jìn)行電弧增材修復(fù)可以滿足模具性能要求。
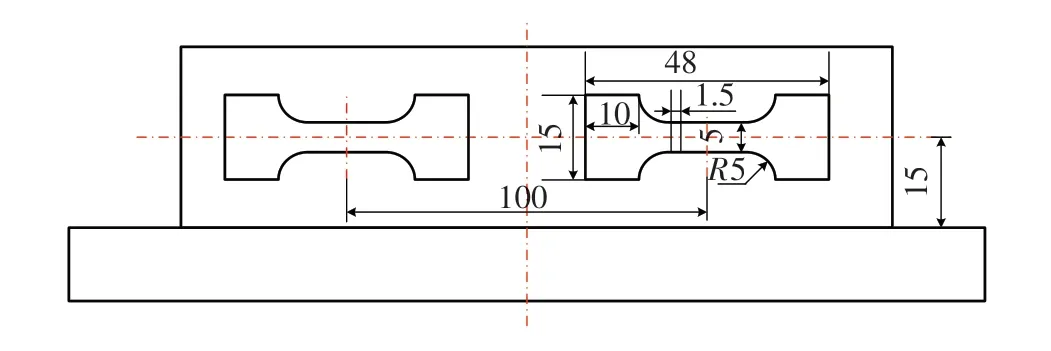
圖10 拉伸試樣取樣位置及試樣尺寸
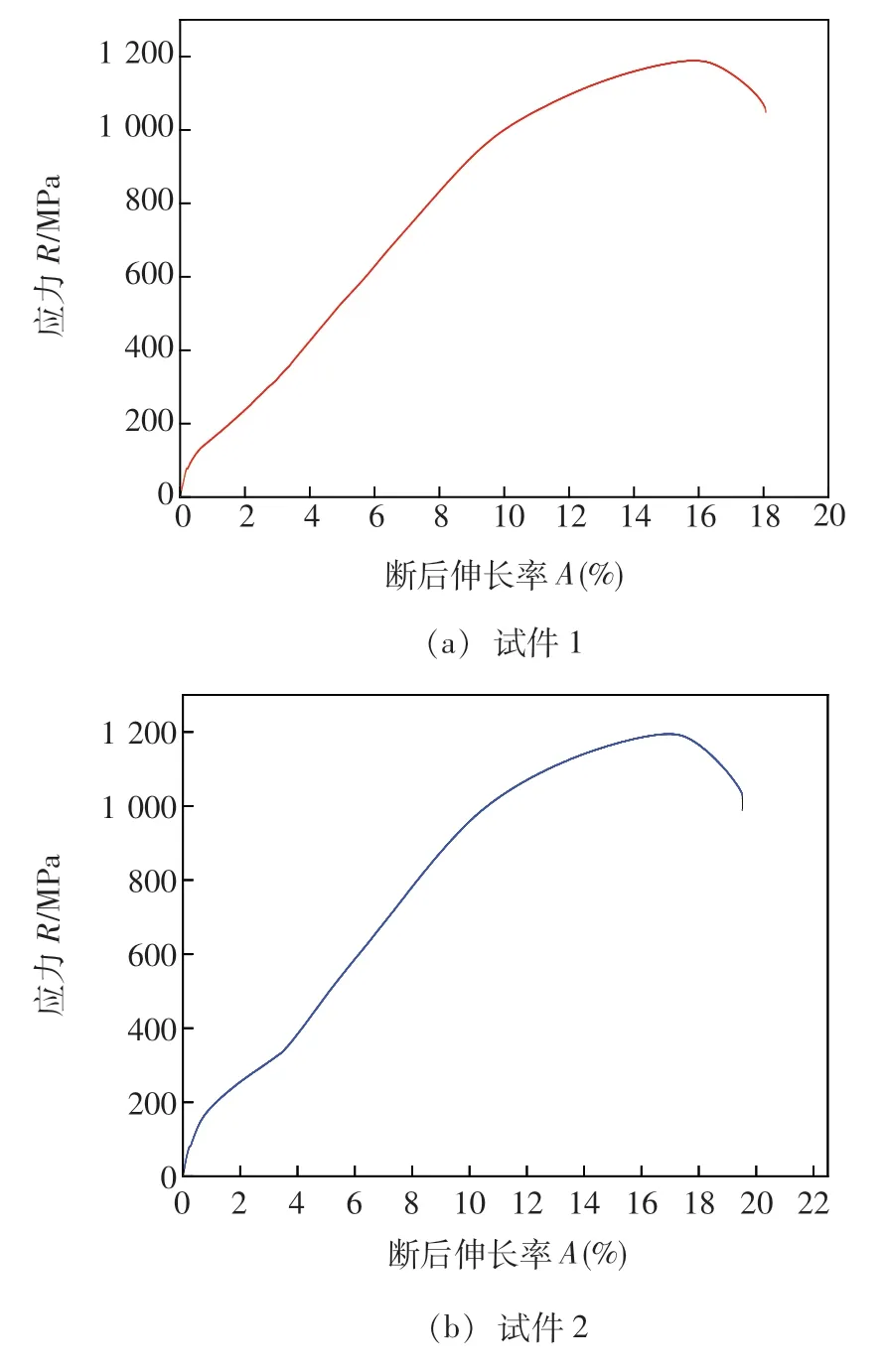
圖11 多層單道試樣拉伸曲線
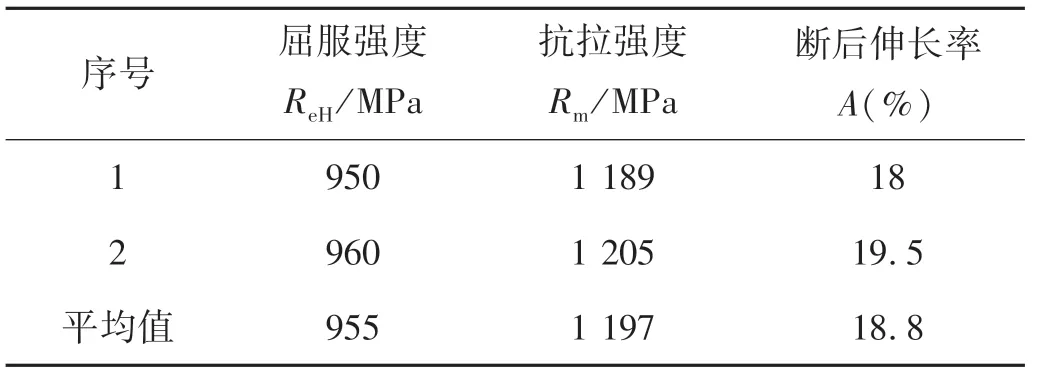
表2 多層單道試樣拉伸性能

圖12 拉伸斷口形貌
3 結(jié)論
(1)RMD545單層單道在小電流下熔敷易出現(xiàn)駝峰現(xiàn)象,良好成形區(qū)間范圍在160~240 A。單層單道熔敷金屬隨著熔敷電流的增加,馬氏體轉(zhuǎn)變量減少,貝氏體轉(zhuǎn)變量增加,金屬硬度逐漸降低。
(2)多層單道不同位置受熱過程不同而有較大差異,從底部到上部組織依次為:回火馬氏體+針狀鐵素體+少量貝氏體、馬氏體+貝氏體+少量針狀鐵素體、板條馬氏體,成形件屈服強度為995 MPa、抗拉強度1 197 MPa、斷后伸長率18.8%,滿足修復(fù)模具的性能要求。