高爐協同處置危廢過程中Pb、As的揮發特性研究
2021-01-21 02:46:26關健
河南冶金 2020年6期
關鍵詞:實驗
關 健
(河鋼股份有限公司唐山分公司)
0 前言
目前,我國處理處置危險廢棄物的技術主要是焚燒法和安全填埋法[1-2],而危廢在填埋過程中會產生滲濾液,對土壤造成污染,進而危害人類健康;在焚燒過程中會不可避免地產生二噁英等污染物,造成大氣污染。利用水泥窯協同處置危險廢棄物在日本、美國及歐洲國家已經得到廣泛應用[3-4],是發達國家處置危廢的主要技術之一。近年來,此技術開始在我國逐步推廣,水泥窯與高爐同屬高溫工業窯爐,水泥窯協同處置危廢技術的成功應用為高爐協同處置危廢提供了理論支撐[5],此外,高爐內部的較高的反應溫度和較長的停留時間也為協同處置過程中危險廢物的分解提供了可能。此技術既可以降低傳統方式處置危廢引起的環境污染,還能將危廢作為替代原料進行資源化利用,具有較高的研究和推廣價值。
然而,由于受工業窯爐生產工藝的影響,利用水泥窯和高爐協同處置危廢過程中,會有極少量的有害元素揮發到環境中[6]。目前國內外有關高爐協同處置危廢過程中重金屬的揮發特性鮮有報道,因此筆者選用Pb和As的兩種常見化合物來模擬危險廢物中的重金屬化合物,將兩種化合物與高爐原料進行共處置,研究高爐在協同處置危廢過程中Pb和As的揮發特性。
首先,對兩種化合物進行熱重實驗確定其質量變化區間;其次,將兩種化合物分別按一定比例與高爐原料混合均勻后進行煅燒,煅燒過程中用吸收液收集揮發出來的重金屬,將煅燒所得的熔融體進行消解;最終得到Pb和As在不同溫度下的揮發率以及在熔融體中的固化量。為評價高爐共處置過程中Pb和As引起的環境風險提供了理論依據。
1 實驗部分
1.1 實驗試劑與儀器
實驗所用試劑和儀器分別見表1和表2。
1.2 熱重分析實驗
使用分析天平(精度:0.000 1 g)分別稱取粉末狀PbS和As2S3試劑0.01 g置于坩堝中,將坩堝置于熱重分析儀中,設置空氣流量為100 mL/min、升溫速率為20 ℃/min,實驗完成后導出并整理相關數據,得到兩種化學試劑質量隨溫度變化的區間,根據熱重分析結果確定高爐協同處置危廢過程中Pb和As揮發的溫度區間。

表1 實驗試劑
1.3 煅燒實驗
在兼顧高爐產品質量和儀器檢測限的前提下,將Pb和As在高爐原料中所占的質量百分比設定為1%[7],折算為相應化合物的質量后加入高爐原料中并混合均勻,取30 g混合后的樣品置于坩堝中備用。對高溫管式爐進行升溫設定,當溫度升至設定值時,將盛有30 g樣品的坩堝放入管式爐的恒溫區域。打開爐管前端的CO和N2氣瓶閥門,分別將流量調整為2 000 mL/min,在管式爐的后端用5%HNO3和10%H2O2的吸收液收集尾氣中揮發出來的Pb和As,每隔5 min更換一次吸收液,煅燒實驗時間為70 min。實驗結束后,將12個吸收瓶中的吸收液轉移到250 mL的容量瓶中,使用電感耦合等離子質譜儀測定吸收液中Pb和As的濃度,最后折算出協同處置過程中Pb和As的殘留量。

表2 實驗儀器
1.4 消解實驗
將煅燒后坩堝中的熔融體進行研磨,然后過100目篩,使用分析天平稱取1 g研磨后的熔融體樣品置于消解燒杯中,使用HNO3和HCl配置40 mL王水,將40 mL王水和50 mLHF加入消解燒杯中并蓋上燒杯蓋,電加熱板溫度設置為200 ℃,將消解燒杯置于電加熱板上進行消解,當熔融體溶解后取下杯蓋,向燒杯中滴加5滴HClO4繼續加熱,當燒杯接近干燥時用去離子水沖洗杯壁繼續加熱,當燒杯再次接近干燥時將消解燒杯取出,冷卻至室溫,再向燒杯中加入40 mL去離子水和3 mL濃HNO3,電加熱板溫度設置為120 ℃,將消解燒杯置于電加熱板上繼續消解,當燒杯中的殘留物完全溶解后取下燒杯,冷卻至室溫,將燒杯中的液體轉移至100 mL容量瓶中,使用電感耦合等離子質譜儀測定溶液中Pb和As的濃度,折算出固化在熔融體中Pb和As的質量,固化在熔融體中的質量與摻入Pb和As總質量的比值即為固化率。
2 數據分析與討論
2.1 熱重實驗分析
PbS和As2S3的熱重曲線分別如圖1、圖2所示。
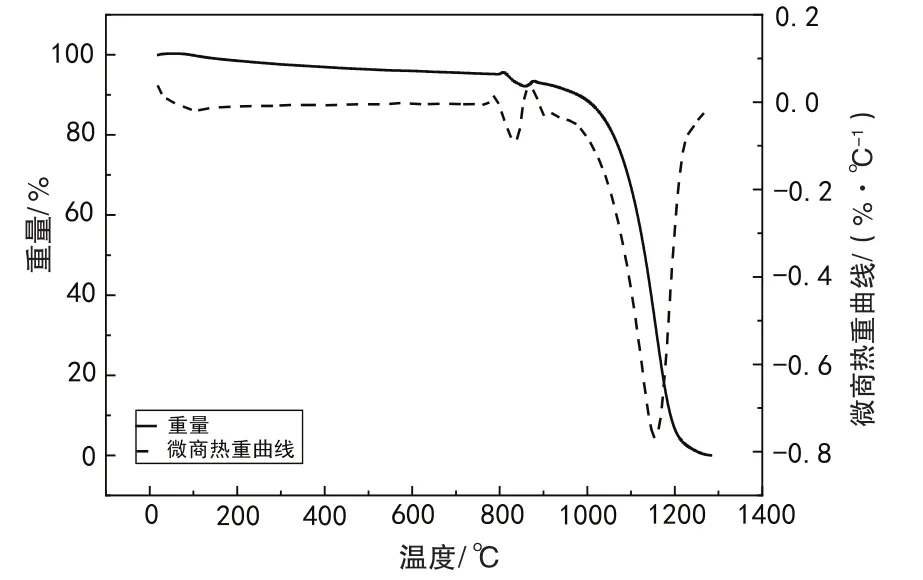
圖1 PbS的熱重曲線
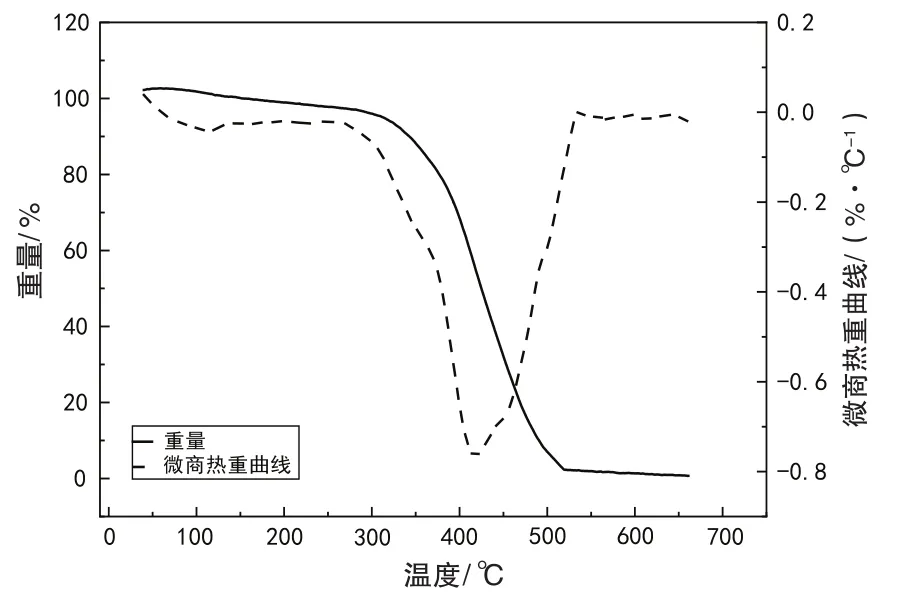
圖2 As2S3的熱重曲線
從圖1、圖2可以看出,PbS的失重溫度主要區間為800~1 300 ℃,最大揮發速率出現在約1 150 ℃,為0.759%/℃,當溫度為1 250 ℃時,PbS失重達到98.7%;PbS的熔點為1 114 ℃、沸點為1 281 ℃,根據熱重分析數據以及PbS的熔沸點,將高爐協同處置危廢過程中PbS的溫度范圍設定為600~1 300 ℃。
從圖3可以看出,As2S3的失重溫度主要區間為320~550 ℃,最大揮發速率出現在約420 ℃,為0.768%/℃,當溫度為550 ℃時,As2S3失重達到99.8%;As2S3的熔點為300 ℃、沸點為700 ℃,根據熱重分析數據,結合As2S3的熔沸點以及實際生產過程中高爐的溫度變化,將高爐協同處置危廢過程中As2S3的溫度范圍設定為300~1 200 ℃。
2.2 協同處置過程中Pb和As的揮發特性分析
協同處置過程中Pb和As的揮發特性變化趨勢分別如圖3、圖4所示。

圖3 高爐協同處置危廢過程中PbS的揮發特性
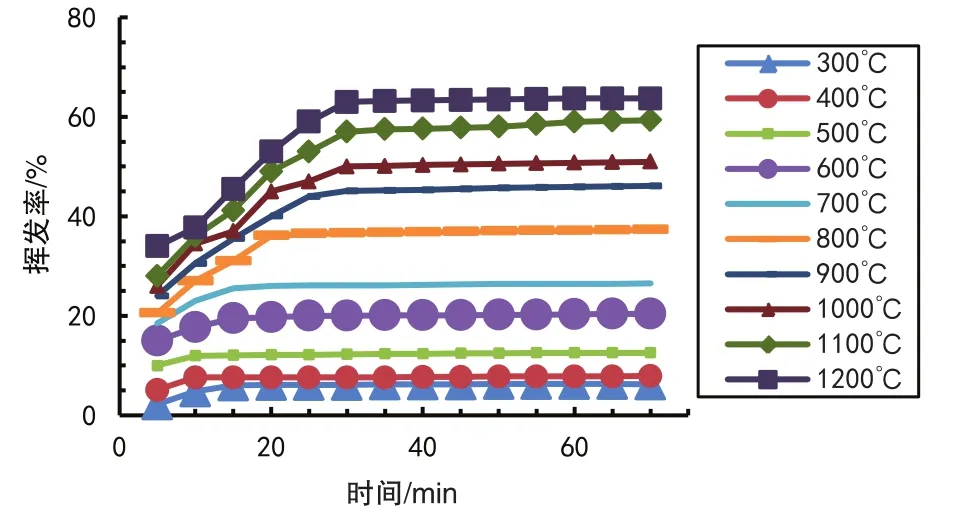
圖4 高爐協同處置危廢過程中As2S3的揮發特性
從圖3可以看出,在600~1 300 ℃范圍內,使用還原性氣氛協同處置時,溫度越高,PbS中Pb的揮發率越高,隨著溫度的升高,揮發率達到飽和的時間越短,當溫度為1 300 ℃,煅燒時間為30 min時,Pb的揮發率高達80.9%,揮發率基本達到飽和;當溫度為600 ℃,煅燒時間為70 min時,Pb的揮發率僅為14.8%,揮發率基本達到飽和,未揮發的PbS在煅燒過程中與煉鐵原料發生反應被固化。
從圖4可以看出,在300~1 200 ℃范圍內,使用還原性氣氛協同處置時,As2S3中As在高溫煅燒過程中,隨著溫度的升高,揮發率也升高,當溫度為900 ℃、1 000 ℃、1 100 ℃、1 200 ℃時,As2S3中As在煅燒前30 min內的揮發率隨著煅燒時間的延長而逐漸增大,30 min以后,揮發率增大的速率極為緩慢,As的揮發率處于基本飽和狀態;當溫度為 300 ℃、400 ℃、500 ℃、600 ℃、700 ℃、800 ℃時,As2S3的揮發率達到飽和的時間較短。推測是由于煉鐵原料中含有Ca,在煅燒過程中,As2S3中As與Ca在還原性氣氛下發生復雜反應生成了難揮發的Ca3(AsO4)2,溫度在900 ℃以上時有利于此反應的進行。
2.3 協同處置過程中Pb和As的固化率分析
在協同處置過程中,部分揮發出來的Pb和As被吸收液吸收,極少部分附著在管式爐壁和吸收瓶內壁上,剩余的Pb和As與煉鐵原料發生反應被固化。不同溫度下煅燒70 min時PbS和As2S3在熔融體中的固化率分別如圖5、圖6所示。

圖5 溫度對PbS固化率的影響

圖6 溫度對As2S3固化率的影響
從圖5、圖6可以看出,隨著溫度的升高,PbS在熔融體中的固化率逐漸降低,1 300 ℃時,PbS中Pb的固化率僅為19.1%,這與之前所述PbS揮發率隨溫度升高而增大的規律相吻合;隨著溫度的升高,As2S3在熔融體中的固化率逐漸降低,1 200 ℃時,As2S3中As固化率高達35.6%。這與之前所述As2S3揮發率隨溫度升高而增大的規律相符。
在協同處置過程中,煅燒溫度越高,PbS中的Pb和As2S3中的As越難被固化。在一定范圍內,協同處置過程中被固化下來的重金屬不會對人身健康和周圍環境造成危害[8]。
3 結論
(1) 通過熱重分析可知,PbS的失重主要溫度區間為800~1 300 ℃,As2S3的失重溫度主要區間為320~550 ℃。 溫度越高,二者的揮發率越大。
(2)在高爐協同處置過程中,較高的煅燒溫度對PbS中Pb和As2S3中的As的揮發起促進作用,當煅燒溫度超過一定時間后,Pb和As的揮發率會基本達到飽和,PbS中Pb的揮發率要高于As2S3中As的揮發率。
(3) 煅燒時間均為70 min的條件下,溫度越高,PbS中的Pb和As2S3中的As的固化率越低。當1 300 ℃,PbS中Pb的固化率為19.1%;當1 200 ℃,As2S3中As固化率為35.6%。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
