利用精益六西格瑪方法提升軸承鋼的表面探傷合格率
2021-01-21 02:46:32蔣玉梅宋金平侯心愿
河南冶金 2020年6期
蔣玉梅 宋金平 侯心愿
(1.南京鋼鐵股份有限公司; 2.安陽鋼鐵股份有限公司)
0 引言
精益六西格瑪就是融合精益和六西格瑪來解決生產、研發、營銷等關鍵運營流程的難題。使用六西格瑪消除變異、使用精益消除不增值的步驟。以提高軸承鋼表探合格率為例,通過建立精益六西瑪項目團隊,對軸承鋼生產流程進行梳理,查找流程中的不增值步驟及影響軸承鋼表面質量的因素,通過針對性地采用改進措施,最終提升軸承鋼表面質量,實現表探傷合格率的提高及提高軸承鋼生產效率。
1 存在問題
用于汽車制造等行業的軸承鋼,用戶對其產品表面的質量要求較高,需進行表面探傷合格后方可放行。但現階段經M廠的軸承鋼表面探傷合格率低,且不穩定,需返工或改判、判廢處理,影響合同交付,顧客抱怨較大,急需對軸承鋼表面質量進行改進,提高產品表面質量及質量的穩定性,從而提高供貨能力,提升用戶美譽度。
2 實施情況
成立“提高軸承鋼表探合格率”精益六西格瑪項目小組,運用流程圖對軸承鋼的生產過程進行了全流程梳理,查找不增值步驟,采用因果矩陣表查找出影響軸承鋼表面質量的因素,實施改進。
2.1 定義
2.1.1 情況描述
針對M廠軸承鋼表面探傷合格率低(Y)的問題,利用宏觀流程圖SIPOC流程分解,確定項目范圍;對表面探傷合格率Y及缺陷進行定義。影響軸承鋼表面質量的主要缺陷種類有裂紋、褶皺、麻面、碰擦傷等。確定Y的計算公式(表探合格率(%)=表探合格軋材量/總探傷軋材量);現階段軸承鋼的表面探傷合格率為84.3%,通過分析基線及最好水平,確定項目目標為88%,預計項目收益;確定項目團隊及實施計劃等。
2.1.2 屬性判斷
收集歷史數據,對軸承鋼的表面探傷合格率做正態性檢驗計算(如圖1所示),對合格率屬性進行定位,并對軸承鋼的表面探傷合格率做流程穩定性分析(如圖2所示)。
從圖1可以看出,P值>0.05,滿足正態分布;從圖2可以看出,軸承鋼表探不良數(總量-合格數)過程穩定,但波動較大。
2.2 測量
對表面探傷設備進行測量系統分析( MSA),了解測量系統中的各個波動源以及其對測量結果的影響,最后給出測量系統是否合符使用要求的明確判斷;在測量系統符合使用要求的基礎上,對影響因子進行初步分析,找出一個快贏因子實施改進。
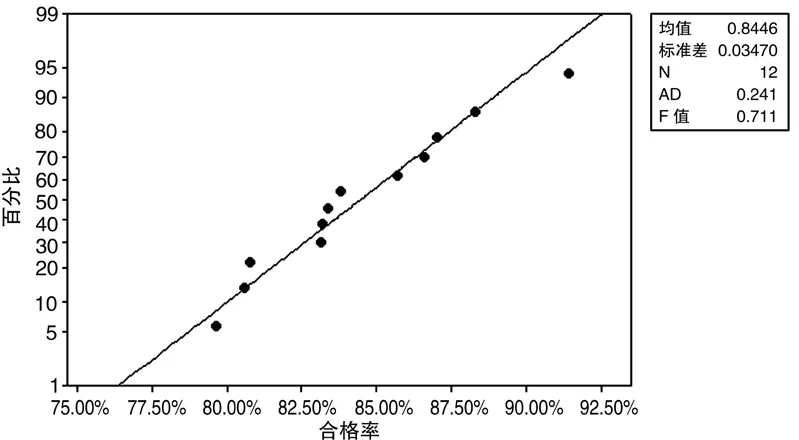
圖1 軸承鋼的表面探傷合格率概率分析(正態)
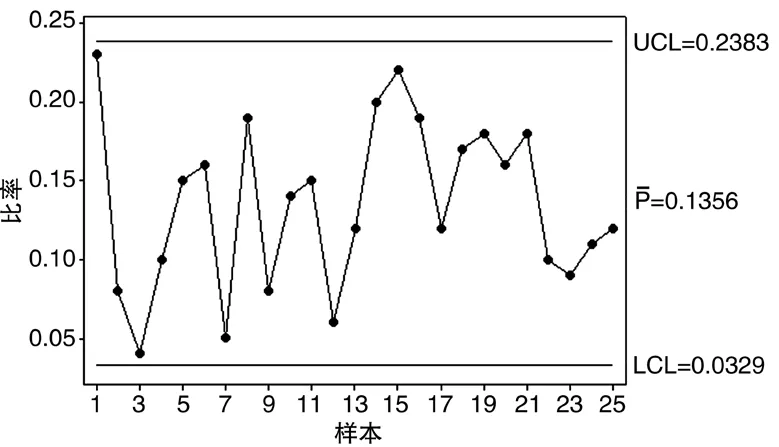
圖2 軸承鋼的表面探傷合格率不良數P控制
2.2.1 Y的測量系統分析
因為表面探傷合格率是通過自動探傷設備檢測的,除需對自動探傷設備及儀器校正、人員資質、作業規范進行分析外,還要對成品檢驗人員的一致性進行評價,從而驗證測量系統是滿足測量要求的。
2.2.2 初步原因分析
繪制詳細流程(如圖3所示),查找可控影響因子(X);查找輸入和輸出變量作業規格/條件;利用C&E矩陣分析,確定主要影響因子10個(鋼坯表面檢驗方法、除鱗壓力、軋輥冷卻、軋輥過鋼噸位、輥道材質、軋制操作人員、收集打包方式、剝皮當量、剝皮速度、磨頭數量) ;確定一個快贏的可控影響因子—鋼坯表面檢驗方法(X1),及時改進,增加對坯料進行拋丸、探傷、點磨的工序,從而減少此因子對表面探傷合格率的影響。
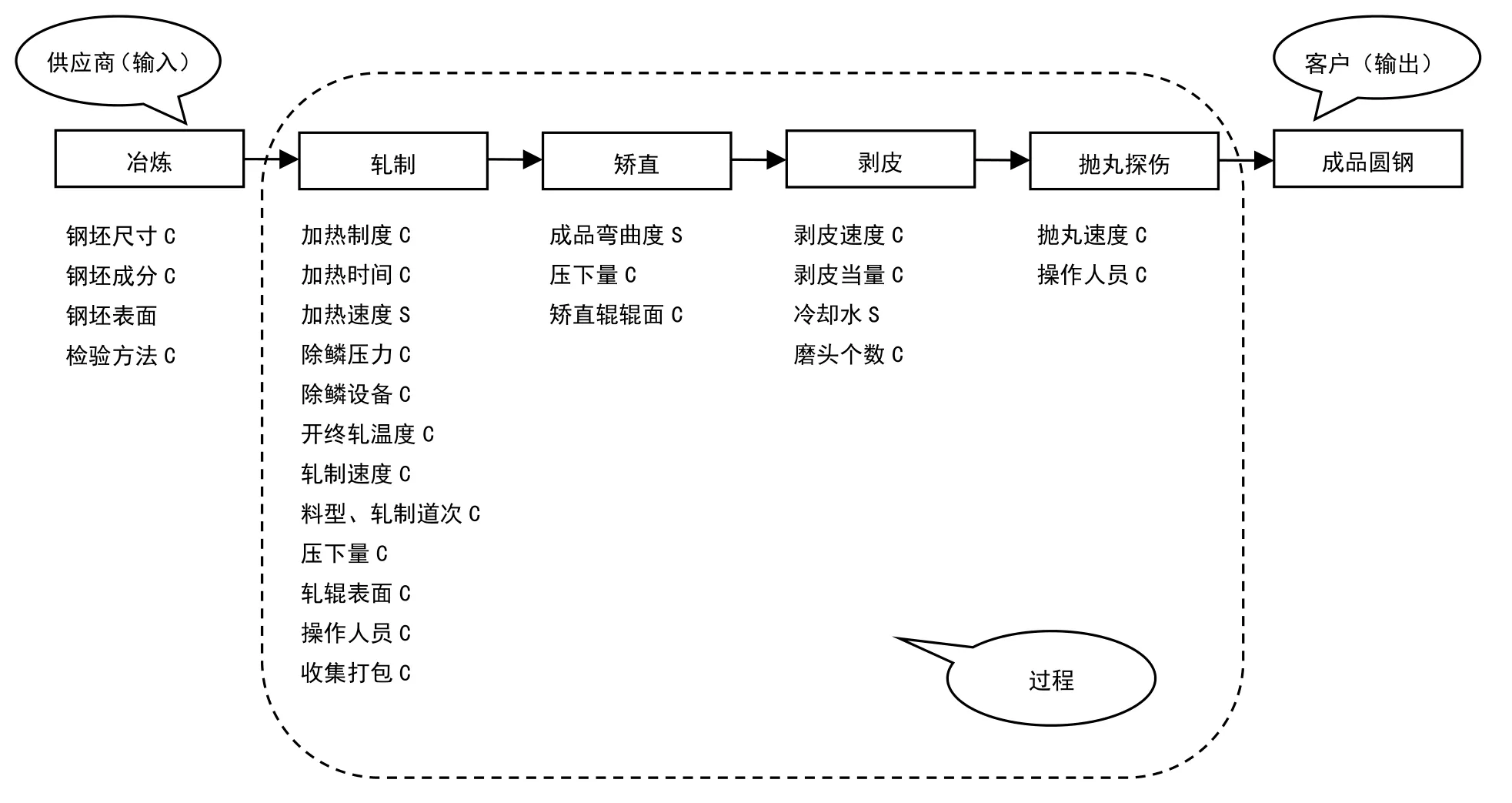
圖3 軸承鋼生產的詳細流程
2.3 分析
利用X與Y的相關性矩陣(見表1),根據數據類型選擇雙t檢驗或單因子方差,對剩下的9個可控影響因素(X)進行圖形分析、量化分析以及技術分析,計算出各因素對表面探傷合格率的影響程度 (貢獻率) 。
2.3.1 圖形分析、量化分析
將業務問題轉化為統計問題:利用雙t檢驗或單因子方差分析驗證不同X是否與對應的小Y比例的影響是否顯著。
以X2除鱗壓力與Y3麻面關系的分析為例,由于項目研究的產品為軸承鋼,所以對除鱗壓力的分析主要是針對軸承鋼生產進行的,原設計將高壓水除鱗壓力設定為18 MPa,壓力過小,會出現氧化鐵皮清除不徹底的情況。因該廠高壓水除鱗的極限壓力為26 MPa,通過多次與其他單位對標討論,并結合該廠的設備特點和實際生產情況,決定將除鱗壓力分別設定在18 MPa和24 MPa進行試驗研究,找出除鱗壓力與麻面是否有關系。
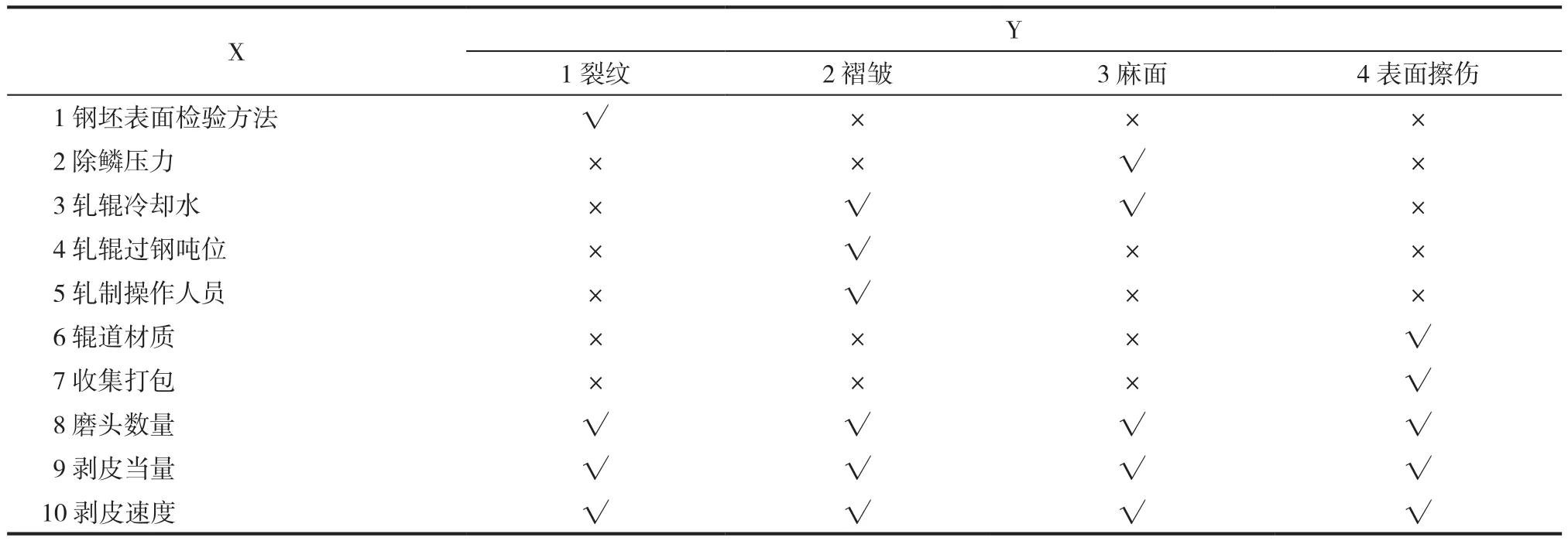
表1 X與Y相關性矩陣
利用假設檢驗進行驗證,通過試驗、數據收集,運用Minitab軟件分析除鱗壓力與麻面比例的關系,如圖4所示。Ho假設:除鱗壓力對麻面比例沒有影響;Ha假設:除鱗壓力對麻面比例有影響。
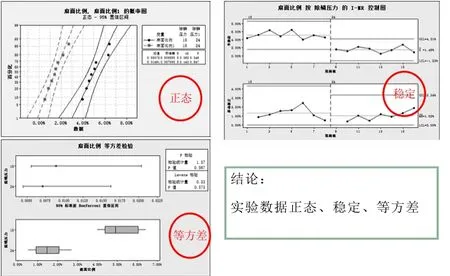
圖4 麻面比例三合一分析
從圖4可以看出,除鱗壓力與麻面比例相關。
運用雙t檢驗對除鱗壓力對麻面比例的影響進行驗證,如圖5所示。
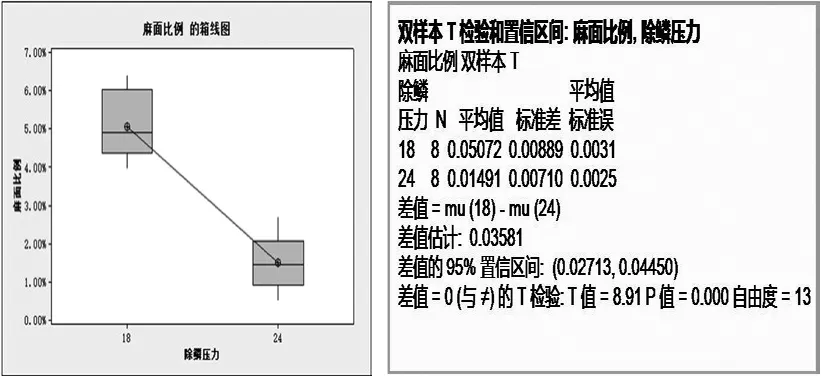
圖5 麻面比例箱
從圖5可以看出,P = 0.000 <0.05,拒絕原假設Ho,接受備假設Ha。這說明除鱗壓力對麻面比例有影響,當除鱗壓力為18 MPa時,麻面比例較高;當除鱗壓力為24 MPa時,麻面比例較低。因此,盡可能利用除鱗壓力與麻面比例的關系來控制合格率,在改善階段對改善效果進行驗證。
通過運用以上分析方法對9個可控影響因素逐一進行分析,確定9個因子與表面探傷合格率均相關,且有4個快贏改善X因子(見表2)可直接采取措施進行改善,減少其對表面探傷合格率的影響。
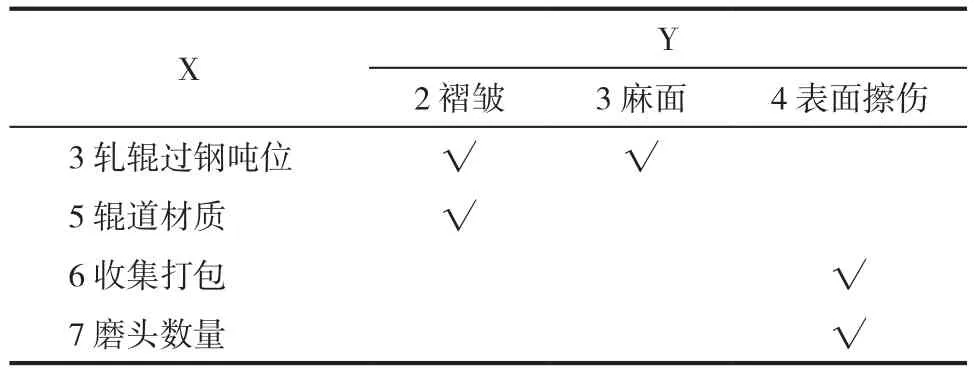
表2 快贏改善
2.4 改進
針對分析得出的改善難度較大的五個關鍵X因子,分別提出了改善思路,并按照實施時間短至長、涉及范圍小至大、改進難度易至難、改善效果明顯至顯著等原則,按1、3、9的打分準則分別從四個維度進行評價,分數高表示容易改善,分數低表示難以改善,并根據總分由高到低的順序(見表3),指導改善的優先序[2]。
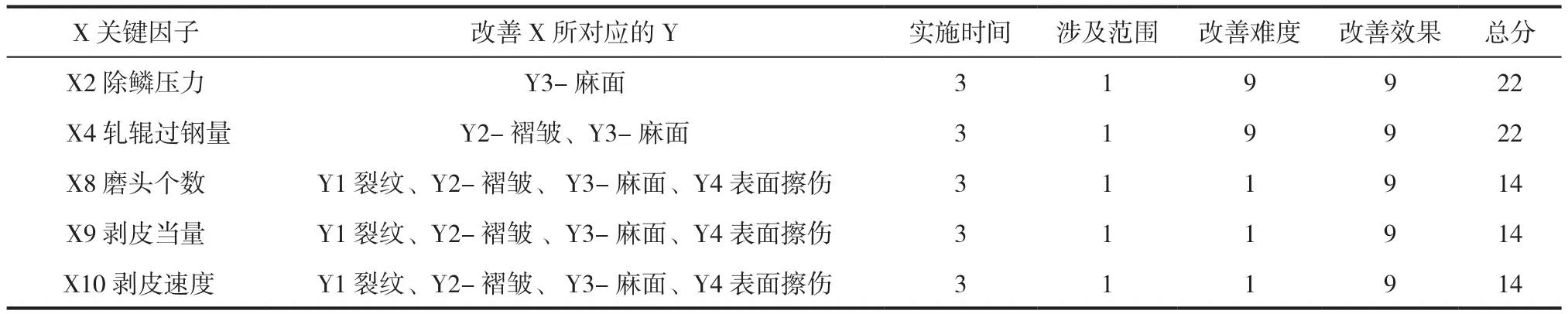
表3 改善對應
從表3可以看出,因子改善及確保落實的優先順序為 X2—X4—X8—X9—X10。
針對分析出的關鍵因子進行分析改進,以對X2改進分析為例,針對分析出的潛在失效原因——除鱗壓力設定不合理實施改進,改善因除鱗壓力設置不合理,除鱗效果不佳,氧化鐵皮清除不徹底,軋制過程易壓入,導致軋材表面產生麻面的現象,將除鱗壓力由18 MPa提高到24 MPa,并在高壓水除鱗后增加了一個機械除鱗裝置。措施實施后,軋材表面的麻面現象明顯減少。
將改善后收集的數據和改善前的數據進行對比,如圖6所示。
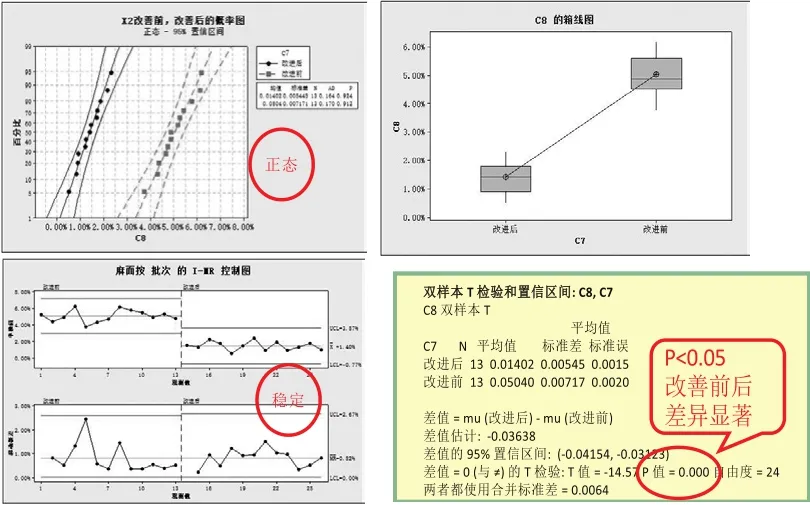
圖6 X2改善檢查三合一分析
對有交互影響的因子(磨頭數量X8、剝皮當量X9、剝皮速度X10),在滿足試驗設計的條件下,通過試驗設計來挑選最優方案。利用MiniTab設計試驗方案,試驗結果見表4,試驗結果的三合一分析如圖7所示。
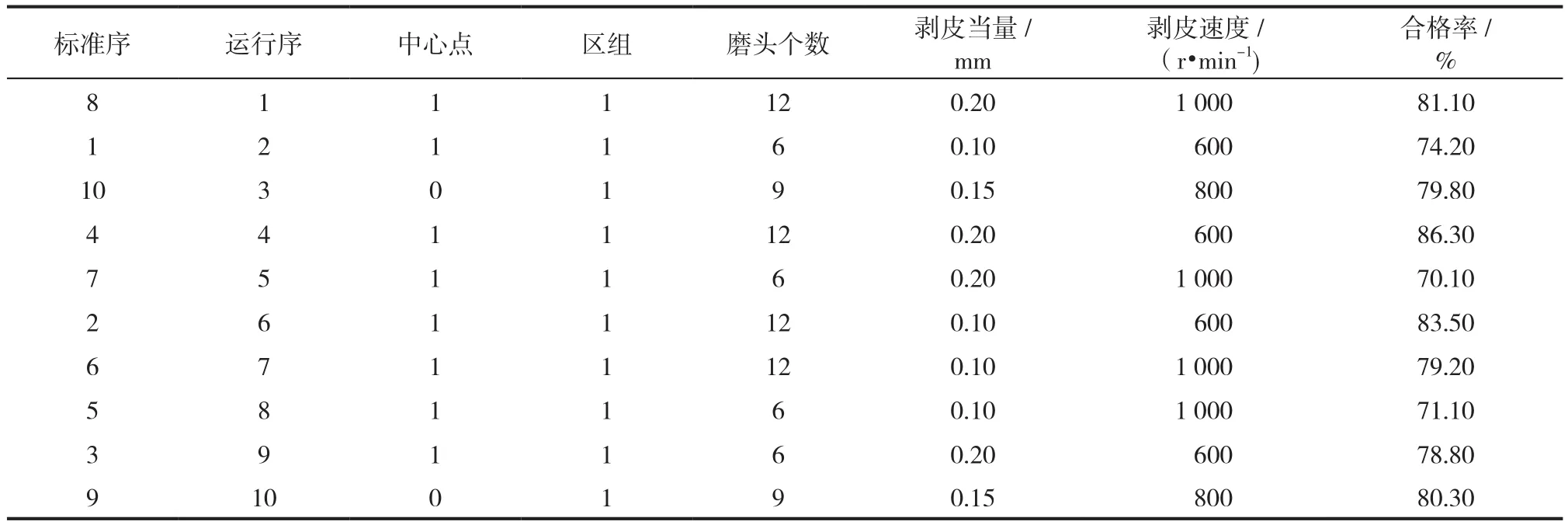
表4 磨頭數量X8、剝皮當量X9、剝皮速度X10的試驗結果
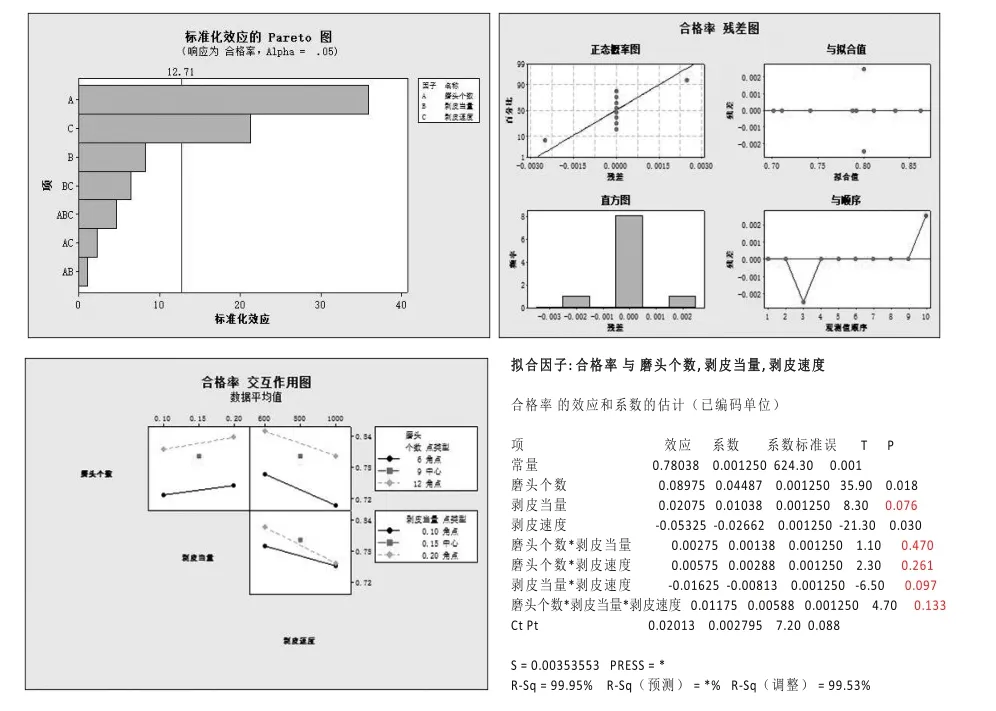
圖7 試驗結果三合一分析
從圖7可以看出,磨頭個數與剝皮速度有顯著交互作用,運用軟件對磨頭個數與剝皮速度的匹配進行試驗設計,找出最優的方案,結果如圖8所示。
通過響應優化器優選出了最佳的參數組合,因為合格率是一個望大的數據,所以合格率最高時的磨頭個數為12個,剝皮速度為600 r/min,這個組合是最佳的。
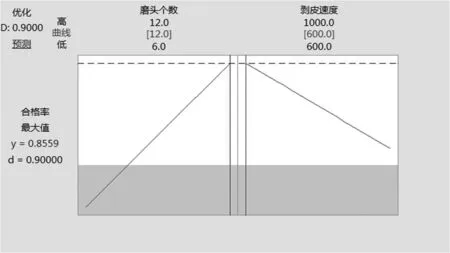
圖8 響應優化器結果
通過過程快贏及各項改進措施的實施,圓鋼的表面缺陷大幅度減少,表面質量明顯提高,減少了剝皮工序,可以直接進行拋丸探傷,工序成本降低了100元/噸,表面探傷合格率由改進前的平均84.3%提高到88.27%,且減少了剝皮工序,達到項目設定目標,改善效果明顯。
2.5 控制
為確定改進有效并持續進行,針對改進措施制定控制方案,并納入控制計劃,使改進文件化、標準化。通過統計過程控制 (SPC),實現對各個環節的實時監控,從而達到保證改進質量的目的。
3 結束語
精益六西格瑪是解決技術質量問題的一種系統有效的方法,通過DMAIC (定義、測量、分析、改善、控制) 五個步驟準確分析出影響表面探傷合格率的真正原因,優于傳統的問題處理方法,傳統方法采用排除法從疑似因子中找真因,存在問題定位不準確,效率低落弊端。精益生產與六西格瑪管理的結合,其本質是消除浪費。精益六西格瑪管理的目的是通過整合精益生產與六西格瑪管理,吸收兩種生產模式的優點,彌補單個生產模式的不足,達到更佳的管理效果。從數據找規律;根據機理和規律找真因,根據證據抓真因;機理分析透徹,確定真因準確。逐個分析與改善,改善效果明顯。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
現代企業(2015年8期)2015-02-28 18:55:23
質量探索(2015年3期)2015-01-30 09:02:36
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
