高鋼級X70MS抗酸管用埋弧焊絲開發
2021-01-22 13:49:56黃曉輝牛愛軍趙紅波
上海金屬 2021年1期
關鍵詞:焊縫
黃曉輝 牛愛軍 田 磊 韋 奉 劉 斌 趙紅波
(1.國家石油天然氣管材工程技術研究中心,陜西 寶雞 721008; 2.寶雞石油鋼管有限責任公司,陜西 寶雞 721008)
硫化氫(H2S)腐蝕極易引發氫致開裂(HIC,hydrogen induced cracking)和應力腐蝕開裂(SSCC,sulfide stress corrosion cracking),從而造成管線失效[1- 2]。H2S是一種強滲氫介質,與鋼材表面電化學腐蝕會產生氫(H),H極易被鋼表面吸收,導致鋼表面H濃度快速提高,從而加速H向鋼中的擴散溶解過程,破壞鋼的連續性,引起氫損傷和氫裂紋,導致管道爆炸、泄漏[3- 4]。為滿足高壓大流量集輸管線輸送需求,國內外大型鋼廠已率先研制出高鋼級X70MS抗酸管線鋼,但相應的X70MS抗酸管用埋弧焊絲的研發仍相對滯后。本文結合X70MS抗酸管線鋼合金成分,從X70MS焊絲合金體系設計出發,通過大量焊接試驗及腐蝕試驗,獲得了針狀鐵素體(AF,acicular ferrite)和少量粒狀貝氏體(GB,granular bainite)的焊縫組織,焊絲與焊接接頭強韌性良好,從而開發出了高鋼級X70MS抗H2S焊管專用抗酸埋弧焊絲。
1 X70MS抗酸管焊縫合金體系設計
1.1 抗酸焊縫組織設計
X70MS管線鋼焊接接頭的力學性能和抗酸性主要取決于焊縫,為確保焊接接頭的力學及HIC/SSCC性能,首先應保證焊縫金屬具有較低的硬度和良好的韌性。一般當焊接線能量相對較大時,焊接冷卻時間T8/5較長,焊縫硬度雖然會下降,但韌性變差,因此將焊縫金屬組織設計為大量針狀鐵素體(AF)和少量彌散分布的粒狀貝氏體(GB),同時減少馬氏體和殘留奧氏體(M/A島)等組織。其次是焊縫組織應細小均勻,確保焊縫強度達到X70MS鋼級。細小均勻的組織可減少焊縫多相界面數量和硬脆組織,減少易于形成氫陷阱的空位、位錯及晶界,從而減少氫原子富集區,防止氫壓不斷增大超過臨界值。此外,針對焊縫晶格熱力學差異導致的非平衡狀態區域,細小均勻的組織能阻止或者延緩裂紋的萌生和擴展。最后應提高焊縫金屬的純凈度,盡量減少較大尺寸的異形夾雜物。關鍵是提高板材及焊材的純凈度,減少焊縫金屬中雜質元素,避免雜質元素形成夾雜物進入焊縫,特別是線狀、長條狀及尖狀夾雜物會導致焊縫各向異性,H進入焊縫中的夾雜物與基體的界面,尤其是尖角空洞區域易結合成氫分子,當孔洞內的氫分壓大于焊縫的局部斷裂強度時就會產生裂紋,且焊縫在受熱時,夾雜物熱膨脹系數不同而形成空洞也會成為H陷阱[2- 4]。
1.2 抗酸焊絲合金體系
目前,國內研發的X70MS鋼級抗酸卷板/鋼板都屬于低C低Mn,低S、P純凈鋼,鋼中C含量(質量分數,下同)為0.03%~0.05%,Mn含量為0.25%~1.30%,而普通X70鋼級管線鋼中C含量為0.04%~0.07%,Mn含量為1.2%~1.8%。為確保X70MS抗酸管用埋弧焊絲的焊接性和抗酸性,焊絲成分設計時應相應降低影響抗酸性的C、Mn含量,最大限度降低S、P等有害元素,通過添加Cr- Ni- Mo- Nb彌補強度損失,促進晶內針狀鐵素體(IAF,intragranular acicular ferrite)的形成,并控制IAF和GB相比例[5]。
X70MS抗酸管用埋弧焊絲的化學成分采用低C、低Mn,Cr- Ni- Mo- Nb合金體系[6]。C含量高會導致焊縫硬度升高和碳化物偏析,HIC敏感性增加,考慮到焊接過程中C的燒損,將C含量控制在0.04%~0.06%。Mn會提高焊縫金屬的強度和韌性,但焊接時在焊縫及熱影響區易形成馬氏體(M)和貝氏體(B)等高硬度組織,且易與S形成MnS,尤其是Ⅱ型條帶狀MnS導致焊縫金屬的抗SSCC性能差,所以將Mn含量控制在1.0%~1.2%。P含量控制在0.005%以下,S含量控制在0.004%以下。焊絲中的Ni加入焊縫不僅耐堿耐酸,還能細化奧氏體晶粒提高焊縫的韌性,促使IAF形核,提高焊縫的強度和疲勞抗力等。Cr能彌補降C降Mn導致的強度損失,并能降低焊縫金屬在H2S環境中的腐蝕速率,但高Cr會產生碳化物偏析,降低耐酸性。Mo有利于IAF的形核,不僅能提高焊縫強度,同時還能改善焊縫韌性,但高Mo會造成焊縫強度過高而應力腐蝕敏感性增加。總之,抗酸焊絲中Ni、Cr及Mo的含量均應控制在0.20%~0.40%。少量Nb能細化晶粒和彌散強化,彌補低Mn造成的強度損失,Nb含量控制在0.01%~0.02%。適量Ti和B的加入能在焊縫中形成細小的彌散相,成為AF的形核核心,減少側板條鐵素體和先共析鐵素體量,有助于控制IAF與GB相比例,提高焊縫和熱影響區強韌性[5- 7]。
1.3 抗酸焊絲試制
采用5 t真空感應爐按設計成分熔煉合金,選用C、S、P等雜質含量極低的原料,嚴格控制鐵水中的S、P等雜質元素含量。鑄坯經高速無扭軋機軋制成φ6.5 mm盤條,再經拉絲機拉制成φ4.0 mm的成品抗酸焊絲。
2 抗酸焊絲性能試驗
2.1 熔敷金屬試驗
采用所研制的X70MS抗酸焊絲與高純凈SJ101G2焊劑進行熔敷金屬試驗,采用φ4.0 mm埋弧焊絲,SJ101G2焊劑堿度為1.7~2.1,熔渣成分:w(MgO+CaO+CaF2+MnO)≥55%、w(SiO2)≤20%、w(CaF2)≥15%[8]。依據GB/T 12470—2003《埋弧焊用低合金鋼焊絲和焊劑》要求,試板采用厚度為20 mm的 Q235鋼,坡口角度30°,根部間隙為12 mm。焊接電流480 A,焊接電壓28 V,焊接速度25 m/h,道間溫度(150±8) ℃,共焊6層13道。按照GB/T 2652—2008《焊縫及熔敷金屬拉伸試驗方法》要求,在焊縫中心沿焊縫長度方向制取φ10 mm的熔敷金屬拉伸試樣,沿垂直焊縫方向制取熔敷金屬夏比V型缺口沖擊試樣,尺寸55 mm×10 mm×10 mm。表1為X70MS抗酸焊絲熔敷金屬的化學成分,表2為X70MS抗酸焊絲熔敷金屬的力學性能,可見熔敷金屬的強韌性良好。

表1 X70MS抗酸焊絲熔敷金屬的化學成分(質量分數) Table 1 Chemical composition of metal deposited by the X70MS acid- resistant welding wire (mass fraction) %

表2 X70MS抗酸焊絲熔敷金屬的力學性能Table 2 Mechanical properties of metal deposited by the X70MS acid- resistant welding wire
2.2 熔敷金屬HIC性能
在熔敷金屬上表面沿焊縫長度方向制取3個尺寸為7 mm×20 mm×100 mm的HIC試樣,依據美國腐蝕工程師協會NACE標準TM 0284—2011《管線鋼和壓力容器鋼抗氫致開裂評定方法》進行HIC試驗,試驗介質為A溶液,即H2S飽和的5%NaCl(體積分數,下同)+0.5%冰乙酸混合液。試驗開始時溶液的pH值為2.7,持續浸泡96 h后,溶液pH值為3.7,3個HIC試樣表面均未發現有氫鼓泡(HB)現象。圖1為熔敷金屬HIC試驗后的宏觀形貌,可見試樣剖面上均無HIC裂紋,裂紋敏感率(CSR)、裂紋長度率(CLR)和裂紋厚度率(CTR)均為0,說明抗酸焊絲對HIC不敏感。

圖1 熔敷金屬HIC試驗后的宏觀形貌Fig.1 Appearances of deposited metal after HIC test
2.3 熔敷金屬SSCC性能
在熔敷金屬上表面沿焊縫長度方向制取3個尺寸為5 mm×15 mm×115 mm的SSCC試樣,依據美國腐蝕工程師協會NACE標準TM 0177—2005《金屬材料在含H2S環境中抗硫化物應力腐蝕開裂性能試驗方法》進行SSCC試驗,試驗介質為A溶液,即H2S飽和的5%NaCl+0.5%冰乙酸混合液(pH值為2.7)。采用四點彎曲法加載,3個試樣分別加載90%、100%、133% SMYS(最小規定屈服強度),即實際加載437、485、645 MPa,加載橫截面面積75 mm2,持續浸泡720 h后,溶液pH值為3.9。圖2為熔敷金屬SSCC試驗后的宏觀形貌,可見3個試樣均未發生SSCC開裂,尤其是在133%SMYS應力下,即加載到實際屈服強度后表面也無裂紋,表明熔敷金屬具有十分優異的抗SSCC性能。

圖2 熔敷金屬SSCC試驗后的宏觀形貌Fig.2 Appearances of deposited metal after SSCC test
2.4 熔敷金屬擴散氫試驗
HIC的發生主要是由于滯留在金屬內的氫原子結合生成H2,造成金屬內部壓力過高而開裂[3,9]。根據GB/T 3965—2012氣相色譜法,采用HD- 5擴散氫測試儀測定熔敷金屬中氫含量。將引弧板、引出板及試板用丙酮清洗干凈后,放入箱式電阻爐內進行去氫處理,然后根據表3中參數進行埋弧焊接試驗,測得每100 g熔敷金屬中擴散氫含量分別為1.32、0.91及1.85 mL,平均1.36 mL/100 g,遠低于普通埋弧焊絲熔敷金屬中擴散氫含量(3 mL/100 g左右),說明熔敷金屬具有優異的抗氫致開裂性能。
3 抗酸焊絲試制X70MS抗酸管
采用X70MS抗酸焊絲和SJ101G2焊劑進行X70MS鋼級φ813 mm×15.9 mm直縫埋弧焊管現場試制,X70MS鋼的化學成分(質量分數)為:0.04%C,0.20%Si,1.0%Mn,0.04%Nb,0.23%Cu,0.21%Cr,0.13%Ni,0.01%Mo。表4為線能量(熱輸入)優化后的直縫埋弧焊焊接工藝參數。

表3 焊接試驗參數Table 3 Parameters of welding test

表4 X70MS管線鋼埋弧焊焊接工藝參數Table 4 Submerged arc welding process parameters for X70MS pipeline steel
3.1 焊接接頭硬度
焊縫是X70管線鋼焊接接頭的薄弱環節。管線鋼成型焊接大都采用先內焊后外焊的焊接工藝。由于內外焊接不同時進行,內焊縫(一次焊縫)受到外焊(二次焊接)熱循環作用后硬度升高、韌性下降,一般情況下,內焊縫的硬度平均高10~20 HV10。可通過調整焊接工藝參數或焊縫的成分和組織降低內焊縫的硬度[3,8]。
API SPEC 5L要求X70MS抗酸管焊接接頭的母材、焊縫及熱影響區的硬度不超過250 HV10。通常硬度越高,發生SSCC所需的臨界應力越低,斷裂時間越長,焊管的耐酸性能越差[3,10]。采用Durascan- 70全自動顯微/維氏硬度計測量焊接接頭硬度。由圖3可見,內焊縫硬度最高,但焊接接頭的硬度都低于240 HV10。

圖3 試驗焊管焊接接頭硬度分布Fig.3 Hardness distribution in welded joints of the tested welded pipe
3.2 焊接接頭沖擊韌性
采用ZWICK PSW750J示波沖擊試驗機對焊接接頭進行沖擊試驗,結果如圖4所示。可見,0 ℃下焊縫和熱影響區的沖擊吸收能量分別為214和380 J,遠高于標準要求的27 J,-60 ℃沖擊吸收能量都達到101 J,可見焊縫和熱影響區的韌脆轉變溫度ETT50都在-60 ℃以下。沖擊吸收能量越高,裂紋擴展所需的能量越大,低溫韌性越好,SSCC抗力越強。

圖4 焊接接頭的沖擊韌性Fig.4 Impact toughness of the welded joints
3.3 焊接接頭拉伸與冷彎性能
采用ZWICK Z1200KN型萬能材料試驗機對焊接接頭進行拉伸試驗。焊接接頭的抗拉強度分別為580、590、640 MPa,且均斷于母材區,符合API SPEC 5L附錄H中X70MS埋弧焊管抗拉強度≥535 MPa的要求。采用WE- 30B型電液伺服萬能試驗機對焊接接頭進行正反冷彎試驗,彎芯直徑為壁厚的6倍,彎曲角度180°,正反面焊縫均未出現裂紋,均符合API SPEC 5L附錄H的要求。
3.4 焊接接頭微觀組織
采用Leica DMI 5000M光學顯微鏡對焊接接頭進行顯微組織分析,如圖5所示,外焊縫組織為IAF+ GB +PF,熱影響區和內焊縫組織為GB +AF。材料的抗HIC性能與組織有關,焊縫中大量AF是晶內形核,以大角度分布,取向自由度大,位錯密度高,裂紋擴展曲折,確保焊縫具有較高的強度和優異的抗腐蝕性能。熱影響區中GB晶粒尺寸較大,晶界數量較少,而晶界硬度高于晶內,導致熱影響區硬度降低,這也是焊接接頭硬度波動的原因。雖然GB的韌性低于AF,但其強度較高,從而保證了焊接接頭的強度和抗腐蝕性能[3,11]。
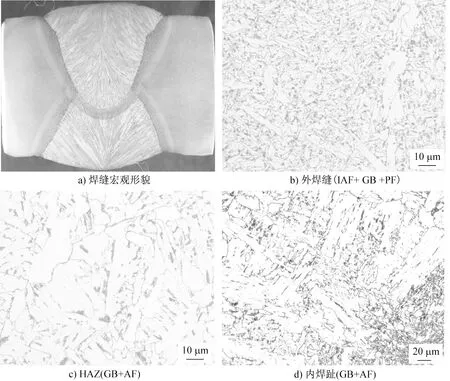
圖5 焊接接頭的顯微組織Fig.5 Microstructures of the welded joints
4 X70MS焊管腐蝕試驗
4.1 HIC試驗
采用與2.2節相同的方法進行X70MS焊管的HIC試驗,僅取樣位置不同,即沿垂直焊縫方向制取3個尺寸為15.9 mm×20 mm×100 mm的HIC試樣。對HIC試樣宏觀觀察表明:X70MS所有管母、焊接接頭(HAZ和焊縫)均未發現氫鼓泡現象,試樣剖面均無HIC裂紋,CSR、CLR、CTR均為0,遠高于標準要求的CSR≤2%、CLR≤15%、CTR≤5%,說明采用抗酸焊絲施焊的X70MS焊管的焊接接頭對HIC不敏感。
4.2 SSCC試驗
采用與2.3節相同的方法進行X70MS焊管的SSCC試驗,僅取樣位置不同,即沿管材橫向取管母和沿垂直焊縫方向取焊接接頭,每組取3個尺寸5 mm×15 mm×115 mm的SSCC試樣。由表5可見,X70MS所有管母、焊接接頭分別在72%、90%SMYS水平應力下,即實際加載349、437 MPa,加載橫截面面積75 mm2,加載720 h 后,所有試樣均未發生SSCC開裂和斷裂,遠高于標準要求的72%SMYS應力時不斷裂,表明采用抗酸焊絲施焊的X70MS焊管的焊接接頭具有優異的抗SSCC性能。
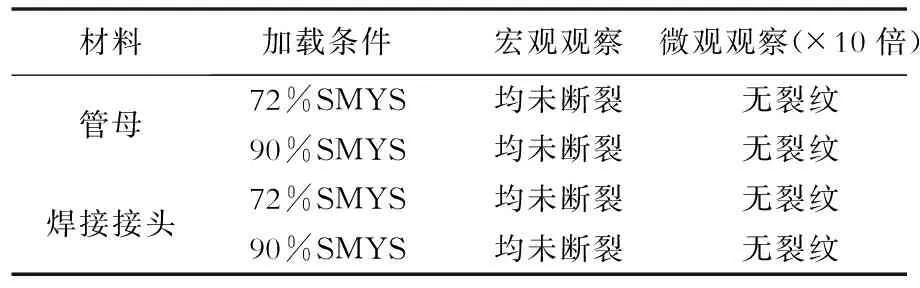
表5 焊接接頭SSCC性能Table 5 SSCC resistance of the welded joints
5 結論
(1)采用低碳、低Mn為主的Cr- Ni- Mo- Nb合金體系開發的X70MS鋼級抗酸管專用抗酸焊絲純凈度高,焊絲熔敷金屬不僅具有高的強度,而且具有優良的低溫韌性,滿足了GB/T 12470—2003中焊縫力學性能要求,且焊縫金屬中擴散氫含量低,抗HIC性能和抗SSCC性能優異。焊接后焊縫具有較好的針狀鐵素體組織,并確保了焊縫有高的強韌性和抗酸性。
(2)采用抗酸焊絲試制的X70MS鋼級抗酸焊管,獲得了針狀鐵素體(AF)和少量粒狀貝氏體(GB)的焊縫組織,焊接接頭的硬度分布均勻,低溫沖擊韌性優異,且具有良好的抗HIC性能和抗SSCC性能,力學性能完全滿足API SPEC 5L附錄H的要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07