7N01鋁合金電子束定點焊熔池輸運現象預測
2021-01-26 04:17:52劉成財國旭明范曉琳郭芳顯呂華毅
哈爾濱工業大學學報 2021年2期
關鍵詞:焊縫
劉成財,劉 琛,朱 智,國旭明,趙 野,范曉琳,郭芳顯,呂華毅
(1.沈陽航空航天大學 材料科學與工程學院,沈陽 110135; 2.哈爾濱工業大學 空間環境與物質科學研究院,哈爾濱 150001)
7N01鋁合金屬Al-Zn-Mg系可熱處理強化典型鋁合金,具有較高比強度、比剛度且耐腐蝕,在軌道車輛及航空航天領域發揮著積極作用[1-2].為實現中大厚度鋁合金板材高品質可靠連接,電子束焊(EBW)經常被采用.但由于含有較多Zn和Mg等低沸點強化相形成元素,其焊接性并不良好,孔洞類缺陷、咬邊、背面駝峰等特種及常規成形缺陷問題依然顯著[3-4].
為解決上述問題,必須對其熔池熱流傳輸行為有較深刻理解.目前為止,有關該方面的研究已經經歷從搭建實驗平臺觀測過渡到基于數值仿真平臺研究階段[5-7].其中,Rai等[6]在假定固定匙孔形狀前提下比較分析了準穩態EBW及激光焊熔池Marangoni剪切力等流體驅動力分布特點;羅怡等[7]通過建立熱流耦合模型較好地對不同重力條件下鎂合金EBW冶金氣孔的成因進行預測;此外,哈爾濱工業大學陳國慶教授[8]及房玉超等[9]分別基于類似數值模型對不同類型鋁合金EBW環縫及直縫開展了熔池流體動力學行為研究.盡管如此,目前鮮有關于7N01鋁合金EBW熔池及匙孔動力學方面的系統研究報道.
為此,本文基于Fluent軟件、VOF追蹤算法及自適應熱源建立三維瞬態模型,數值探究12 mm厚7N01鋁合金電子束定點焊(EBSW)熔池熱場、流場及匙孔鉆取等現象和相關機制.對于優化工藝參數、改善中厚鋁合金板焊縫成形、抑制孔洞類缺陷具有一定的指導意義.
1 數學建模細節
1.1 物理模型提出及假設條件
EBW熔池輸運行為是焊縫成形及孔洞類缺陷形成的內因,直接受束流三維空間能量密度分布及與熔池/匙孔交互耦合作用影響.為便于研究分析,選取下聚焦模式束流,即焦點位于工件表面以下某一深度,且在它活性區范圍內變化率很小,超過這一范圍變化率增加較為顯著.鑒于對束流空間輪廓測量的難度,它的能量密度分布由焊縫截面形貌尺寸最終確定.圖1給出了本文提出的EBSW物理模型.

圖1 鋁合金EBSW物理模型及計算域示意
由于高能量密度束流會誘發匙孔,在金屬蒸汽反沖壓力、流體靜壓力、熱浮力及表面張力的共同作用下完成鉆孔過程.需特別說明的一點,7N01鋁合金焊接蒸發激烈程度可能比不含低沸點合金元素的鋁合金更高,匙孔波動可能更加頻繁,這是由于其更低的表面張力以及更高的熱膨脹系數.鑒于整個匙孔鉆取過程即從初始階段一直到準穩態階段強烈的不穩定性,為獲取關鍵因素的影響規律,本文做出如下假設:1) 母材初始溫度293 K,初始環境壓力(即焊機真空室工作壓力)為5×10-2Pa;2) 熔池流體流動假定為層流,其密度變化遵循Boussinesq假設;3) 不考慮金屬蒸汽對匙孔壁的摩擦力及粘性耗損;4) 除密度外鋁合金的材料物性參數為溫度的函數.
1.2 控制方程組
在整個計算過程中,控制整個系統傳熱、流動及匙孔演變的控制方程,主要包括連續性方程、能量守恒方程、動量守恒方程以及追蹤氣液界面變化的VOF方程等.其中,自適應熱源模型以及研究過程中涉及到的多種流體驅動力分別以源項形式在能量方程及動量方程中進行加載.為節省篇幅,這里僅提供金屬蒸汽反沖壓力及表面張力的部分具體表達式,其他相關源項可參考作者早期發表的學術論文[10].
金屬蒸汽反沖力Pr采用Semak等[11]提出的反沖壓力模型來進行考慮,與表面張力γ公式分別表示為
(1)
(2)
式中:P0為標準環境壓力,ΔHevap為蒸發潛熱,Tb為材料局部沸點溫度,R為氣體常數,γm為對應液相線溫度Tm(919K)時的表面張力,dγ/dT為表面張力溫度梯度系數.
1.3 自適應熱源模型
為精確數值仿真EBW匙孔效應及束流深穿作用,必須合理考慮電子束流空間能量密度分布.以下聚焦模式為例,當初始束流剛轟擊接觸母材表面時,在束流到達焦點位置之前,隨著匙孔深度不斷增加,熱流密度不斷增加,誘發的金屬蒸汽噴射及等離子體作用不斷增強,靠近匙孔壁面的低速部分不斷對匙孔開口部位進行預熱,并導致釘頭區域的出現.隨著匙孔深度的進一步增加,釘身部位不斷加深直至達到準穩定狀態.需要強調的是,為了更加精確地反映電子束束徑輪廓的空間變化,即考慮到活性區的影響,本文建立的自適應熱源模型在工件深度方向上由兩段復合而成,具體的表達式為
(3)
(4)
式中:rh1、rh2、rh3、rh23分別為焊件上表面至焦點位置的任意半徑(處于活性區上極限范圍內)、焦點位置以下至活性區下極限位置的任意半徑、活性區下極限以下部位的任意半徑;rh23為活性區下極限半徑;a1、a2、a3分別為活性區上極限范圍內束徑變化率、活性區下極限范圍內束徑變化率、非活性區范圍的束徑變化率;分別為焦點半徑位置及活性區下極限半徑位置對應的z坐標;其余常規參數定義參見文獻[10],這里不再重述.
1.4 邊界條件及材料物性參數
圖1也給出了建立的數學模型的初始條件及邊界條件.其中,母材初始環境溫度293 K,分別作用在側壁面B1B2C2C1、B2B3C3C2、B3B4C4C3、B1B4C4C1和底面C1C2C3C4上.環境壓力設為5×10-2Pa.作用在匙孔壁面上的能量邊界條件主要為熱源源項及蒸發和輻射散熱損失,動量源項主要考慮金屬蒸汽反沖壓力、表面張力、流體靜壓力及熱浮力等,具體表達式參見文獻[9],這里不再重述.
本文采用的焊接規范參數包括加速電壓為60 kV,電子束流為60 mA,定點焊接.為了更真實反映熔池流體輸運行為,本文基于ICEM前處理軟件建立了完整的EBSW有限體積模型,尺寸為16 mm×16 mm×14 mm,最密集區域為焊縫區,最小單元邊長0.25 mm,焊縫區之外為熱影響區及母材區域,采用漸變網格,模型單元總數110 352,節點總數為117 450.計算所需的7N01鋁合金的材料熱物理性能參數通過材料性能模擬軟件JMatPro獲得,相關參數見表1.

表1 7N01鋁合金熱物理性能參數
2 結果分析與討論
2.1 數值模型驗證
為了驗證本文提出的數學模型及數值模擬結果的合理性與可靠性,圖2給出了計算得到的焊縫宏觀形貌與真實焊縫宏觀形貌的對比圖以及不同深度方向上的微觀組織分布.由圖可知,二者輪廓形貌比較吻合.此外,由于此時焊縫處于臨界穿透狀態,計算熔深與真實熔深相同.為了比較尺寸相對誤差,這里計算了二者焊縫半熔寬及釘尖部位半寬的相對誤差,分別為8.23%和7.66%.同時,由圖可見,焊縫釘尖部位出現宏觀釘尖缺陷,在中上部區域出現顯微氣孔缺陷.前者產生的具體原因已在文獻[10]中進行闡述,后者產生原因則是由于該系列鋁合金中含有較多Zn、Mg元素汽化所致[12].
圖2 EBSW焊縫宏觀形貌及顯微組織分布
2.2 熔池溫度場及流場演變分析
圖3所示為在定點電子束轟擊作用下,母材上表面從開始形成熔池、長大至準穩態階段熔池瞬態溫度場和流場的演變歷程.由圖3(a)可見,束流作用初始階段,由于時間極為短暫,此時母材僅發生熔化而未汽化,僅在表面張力和熱浮力作用下完成熔池中心區域液態金屬向外的傳熱傳質,此時熔池頭部尺寸微小,流體輸運速度也較小,維持在1.75 m/s左右.隨著束流持續加熱,在t=2.5 ms時發生汽化(圖3(b)),由圖可見此時產生少量的汽化飛濺物;與此同時,在金屬蒸汽的反沖壓力和Marangoni流的共同作用下,匙孔下方較深位置的液態金屬不斷被輸運至母材表面外圍形成余高金屬,此時流體輸運速度也有所增加,維持在2.35 m/s左右;隨著匙孔持續鉆取,熔池釘頭區域不斷長大(圖3(c)~(f));當t=50 ms時(圖3(g)),熔池釘頭區域面積不再發生較明顯長大,此后熔池逐漸進入準穩定狀態,流體最大輸運速度維持在15 m/s左右,該數值與文獻[8]的預測結果比較一致,直至達到最大焊接時間(圖3(h)).需要注意的一點是,當匙孔處于臨界穿透狀態時(圖3(h)),由于束流與熔池耦合作用減弱,熔池釘頭區域溫度有較為明顯的下降.
圖4所示為上述對應時刻下焊縫橫截面,即母材深度方向上的熱流傳輸行為計算結果.由圖可知,當達到汽化溫度以后(圖4(b)),在到達焦點位置之前匙孔鉆取速度加快,隨后鉆孔速度不斷衰減,直至達到準穩態匙孔深度(圖4(c)~(h)).由圖4(g)可見,當匙孔深度增加至一定程度時,在靠近匙孔開口區域附近會出現較大面積的紅色高溫區域.這主要是由于束流能量密度衰減誘導的堵孔現象.此時,釘尖部位開始出現冷壁,最終誘導釘尖缺陷的出現,如圖2所示[10].
圖3 EBSW匙孔鉆取過程中母材上表面的熱流耦合演變
圖4 EBSW匙孔鉆取過程中母材橫截面的熱流耦合演變
2.3 匙孔長大與穩定過程分析
為節省篇幅,圖5僅給出比較典型階段的匙孔形貌演變數值結果.由圖可見,在下聚焦模式下,匙孔具有明顯的釘頭和釘身輪廓.在選取的4個時刻下,我們可以清晰地觀察到,金屬蒸汽的噴射過程具有周期性,即它們的速度矢量幅值呈現周期性變化,如圖5(a)~(d)所示[13].噴射之后由于金屬蒸汽帶走大量能量,匙孔底部壁溫有所下降,需要一定時間回升才可實現再次蒸汽噴射過程,如圖4對應時刻所示.在經歷一小段時間吸收束流的能量,則會再次實現噴射過程.此外,在匙孔釘身側壁除了可見由金屬蒸汽噴射與Marangoni流共同誘導的向上流態外,還可見由表面張力與金屬蒸汽反沖壓力競爭作用引起的波動凸起[8].
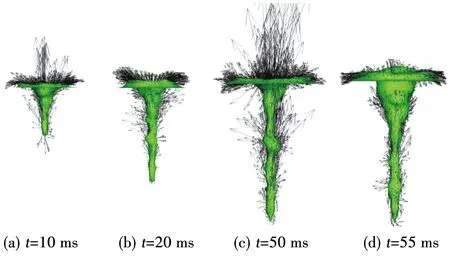
圖5 EBSW匙孔瞬態鉆取過程計算結果
圖6給出匙孔鉆取階段熔池熔深與熔寬隨時間的演變趨勢.由圖可見,隨著時間的增加,起始階段二者增加幅度都比較快,隨后逐漸變緩,最后趨于穩定.不同點在于,熔寬達到準穩定的時刻(t=40 ms左右)要早于熔深達到準穩定的時刻(t=50 ms左右).
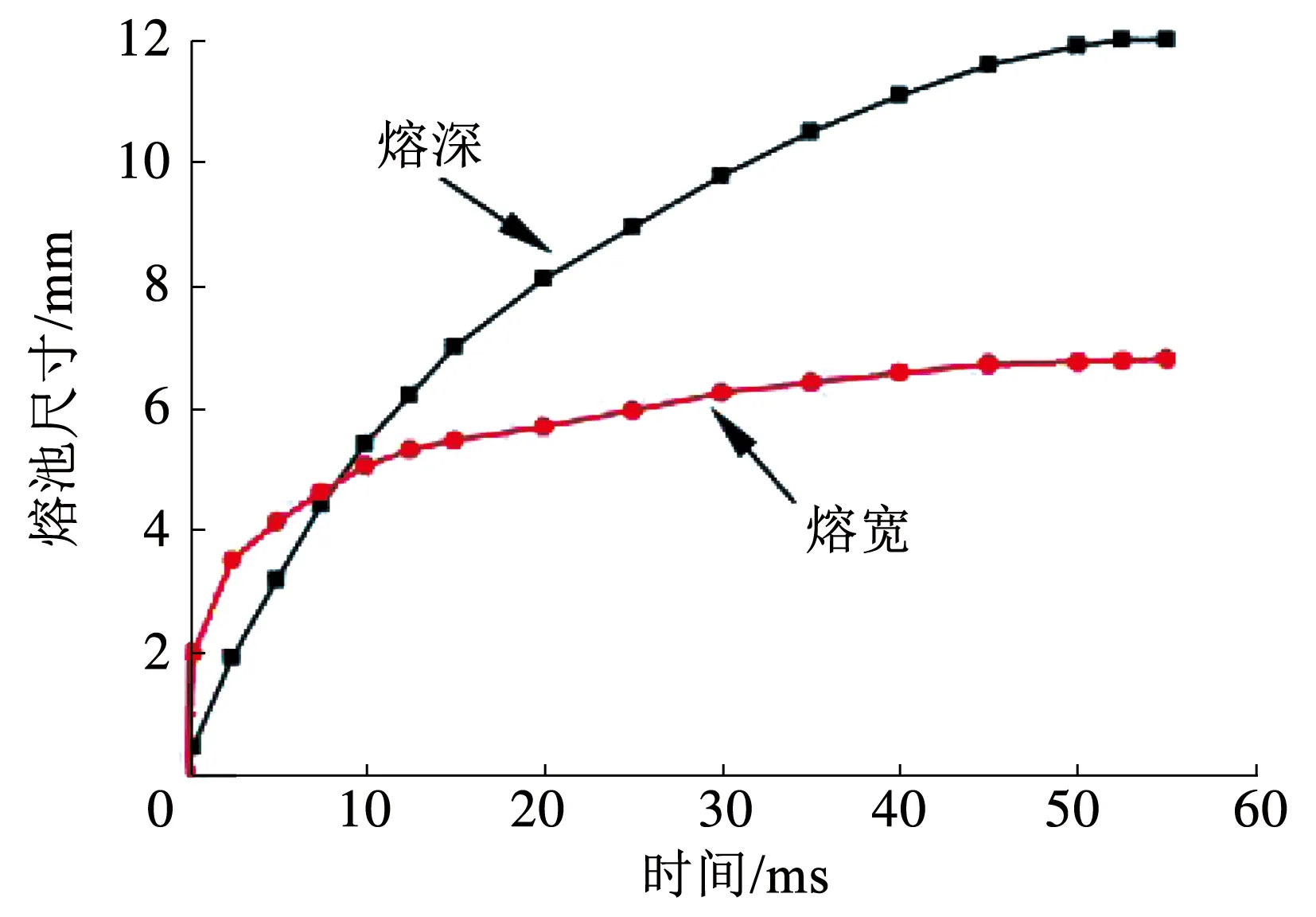
圖6 熔池幾何尺寸隨時間的演變
3 結 論
1) 通過7N01鋁合金下聚焦模式電子束定點焊真實焊縫形貌及組織分布驗證了本文提出的熱源模型及數學模型的合理性與可靠性,其焊縫半熔寬及釘尖部位半寬的相對誤差分別為8.23%和7.66%.
2) 焊縫余高金屬及釘頭成形主要得益于匙孔鉆取過程中蒸汽反沖壓力、Marangoni剪切流的向上熱流輸運以及高溫等離子預熱的共同作用.
3) 隨著匙孔鉆取深度增加,束流能量密度先增加后急劇減小,從而導致熔深熔寬的類似演變趨勢并增加釘尖缺陷形成傾向.
4)匙孔鉆取過程具有周期性,它是匙孔壁上能量波動及蒸汽反沖壓力與表面張力競爭作用的共同結果.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07