硬質合金涂層刀具車削Ti6Al4V 磨損實驗研究
2021-01-29 12:35:22閆軍宇杜茂華程正欒建舉
農業裝備與車輛工程 2021年1期
關鍵詞:實驗
閆軍宇,杜茂華,程正,欒建舉
(650500 云南省 昆明市 昆明理工大學)
0 引言
Ti6Al4V 作為一種典型的難加工材料,在切削加工過程中,刀具的前刀面與切屑及后刀面與工件加工表面均會因運動接觸而產生摩擦熱,而且通過切屑和工件傳出去的切削熱相對較少,絕大部分的切削熱留在了刀具中,導致刀具在高溫、高壓和摩擦的環境下極易出現磨損,降低了刀具的使用壽命和加工的效率,增加了生產成本,也對被加工零件的表面質量產生了很大影響,選擇合理的刀具材料和切削參數以及刀具材料與工件材料的匹配非常重要。硬質合金刀具是目前最主要的刀具材料之一,涂層硬質合金刀具是在韌性好的硬質合金刀片基礎上涂上高硬度及耐磨性好的金屬或非金屬化合物。涂層技術的應用不僅豐富了切削刀具的“種類”,而且相比于未涂層的硬質合金刀具,涂層硬質合金刀具有高韌性、高強度、高硬度及較好的耐磨性[1]。選擇合適的刀具涂層材料、涂層結構和涂層方法可以很大程度地提高刀具的切削性能,而選擇不合適的刀具涂層有可能會加劇刀具的失效,所以研究涂層硬質合金刀具的磨損具有重要意義。
為了提高刀具的切削性能、降低生產的成本,許多學者對刀具的磨損做了大量的研究。Jawaid[2]等對WC-Co 硬質合金刀具切削Ti6246 的刀具磨損特性研究顯示,晶粒越細和倒圓越小的硬質合金刀具的壽命越長;Nouari 和Ginting[3]研究了未涂層硬質合金刀具和多涂層CVD 刀具干切削鈦合金Ti6242S 的性能,結果表明,兩種刀具的主要磨損形式是后刀面磨損,在VB=0.3 mm 附近時,觀察到了微剝落及涂層分層等現象;姜振喜[4]等使用AlCrN 涂層整體硬質合金立銑刀對Ti6Al4V進行了銑削試驗,研究了刀具磨損對于切削力及振動的影響;王福增[5]等進行了鈦合金銑削試驗,結果顯示,低速時主要是后刀面粘結磨損,在高速下,前刀面有涂層剝落、微裂紋擴展以及崩刃等現象;Shi Q[6]等使用3 種不同硬質合金刀具銑削兩種鈦合金試驗,研究了刀具材料、刀具磨損及銑削參數對切削力和切削溫度的影響,并且研究了刀具壽命受刀具材料的影響。
本文使用兩種尺寸結構完全相同的刀具在相同的切削參數條件下切削Ti6Al4V,研究兩種涂層(CVD 涂層NL300 和PVD 涂層SP4019)刀具的磨損,可以為硬質合金涂層刀具的研究以及實際生產中涂層刀具、切削參數的選擇提供參考。
1 實驗
1.1 機床和工件材料
如圖1 所示,實驗使用的機床是云南機床廠生產的CY6140 普通臥式車床,其主軸最高轉速是1 480 r/min,工件材料是Ti6Al4V 棒料。

圖1 CY6140 車床Fig.1 CY6140 turning machine
1.2 刀具
實驗中所用的刀柄和刀片如圖2 所示。刀柄是SCLCR2020K12;刀片是Stellram 生產的C 型硬質合金涂層刀片,具體型號是CCMT120408E-73,涂層材料分別是SP4019(單層TiAlN)和NL300(三層TiN+Al2O3+TiCN)。刀片主要幾何參數如圖3 所示。
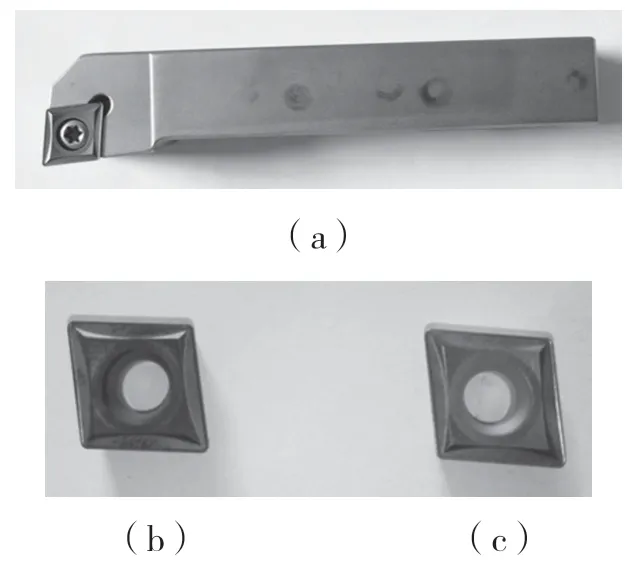
圖2 刀柄和刀片Fig.2 Handle and blade

圖3 刀片的主要幾何參數Fig.3 Main geometric parameters of the blade
1.3 工業顯微鏡
如圖4 所示,實驗中使用一臺工業顯微鏡觀察、測量并記錄兩種硬質合金涂層刀具在切削加工過程中前、后刀面的磨損形貌和磨損量的值,其最高可以放大150 倍左右。在使用工業顯微鏡觀察、測量前,需要先標定測量面,標定后通過找點劃線就可以觀察測量刀片磨損量的值,其值可以精確到0.1 mm。在實驗過程中,當達到一定切削長度就卸下刀片,觀察、測量并記錄刀具前、后刀面的磨損形貌和磨損量的值,直至實驗刀具達到了磨鈍標準。

圖4 工業顯微鏡Fig.4 Industrial microscope
1.4 實驗方案
吳遠晨[7]等的研究表明了切削三因素中,對刀具磨損影響最大的是切削速度。當切削Ti6Al4V 難以加工材料時,在低速、小進給的條件下,與加工材料匹配的刀具可以長時間保持良好的切削性能,而在高速的條件下,刀具非常容易發生磨損。本實驗是將對刀具磨損影響最主要的因素作為變量,固定切削深度和進給量兩個次要因素,具體實驗方案如表1 所示。
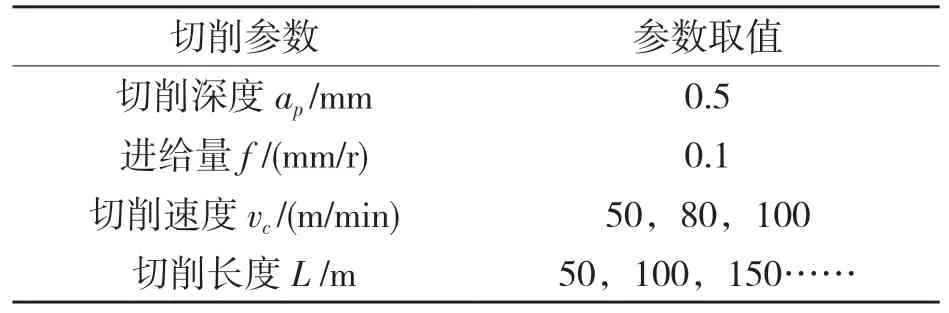
表1 Ti6Al4V 切削實驗參數Tab.1 Ti6Al4V cutting experiment parameters
2 實驗結果與分析
對實驗刀具的磨損進行形貌分析。固定切削深度和進給量,在一定切削速度和切削長度下,兩種涂層刀具的前、后刀面的磨損形貌變化過程如圖5—圖10 所示。
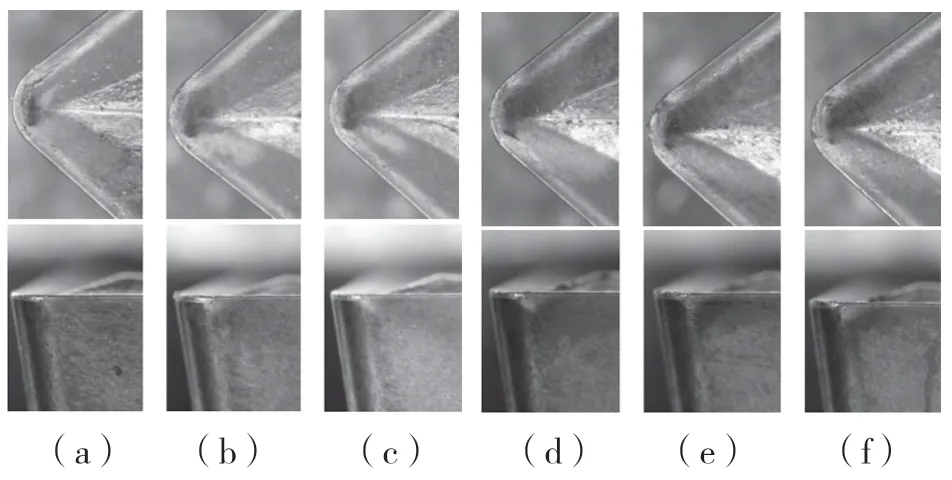
圖5 vc=50 m/min 時,SP4019 涂層刀具的前、后刀面磨損形貌Fig.5 Wear morphology of front and back tool surfaces of SP4019 coated tools when vc=50 m/min
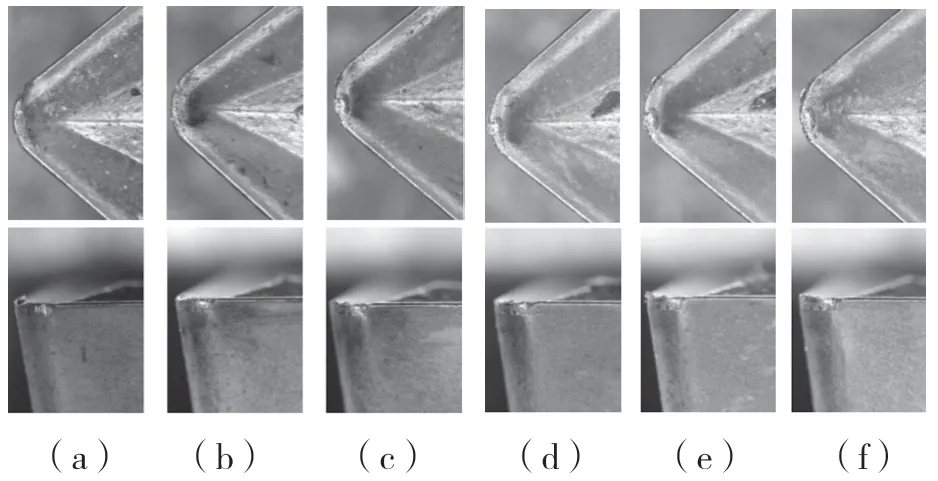
圖6 vc=50 m/min 時,NL300 涂層刀具的前、后刀面磨損形貌Fig.6 Wear morphology of front and back tool surfaces of NL300 coated tools when vc=50 m/min
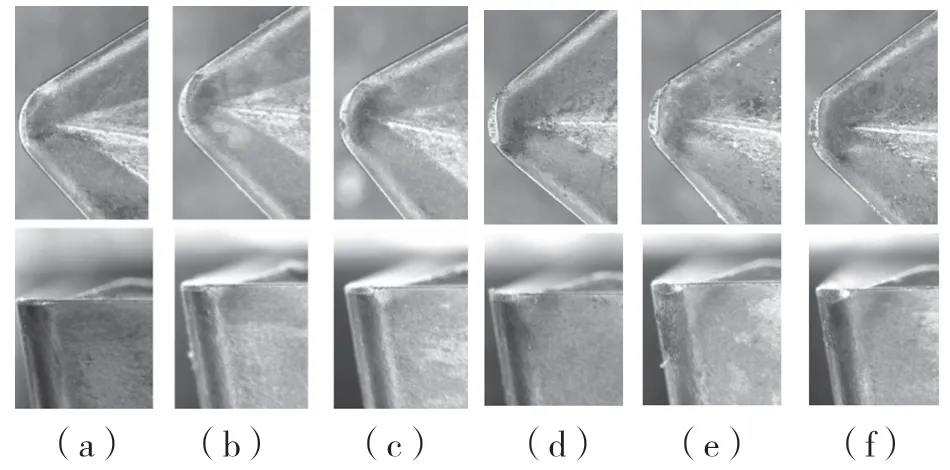
圖7 vc=80 m/min 時,NL300 涂層刀具的前、后刀面磨損形貌Fig.7 Wear morphology of front and back tool surfaces of SP4019 coated tools when vc=80 m/min
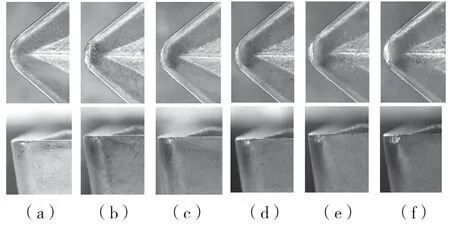
圖8 vc=80 m/min 時,NL300 涂層刀具的前、后刀面磨損形貌Fig.8 Wear morphology of front and back tool surfaces of NL300 coated tools when vc=80 m/min
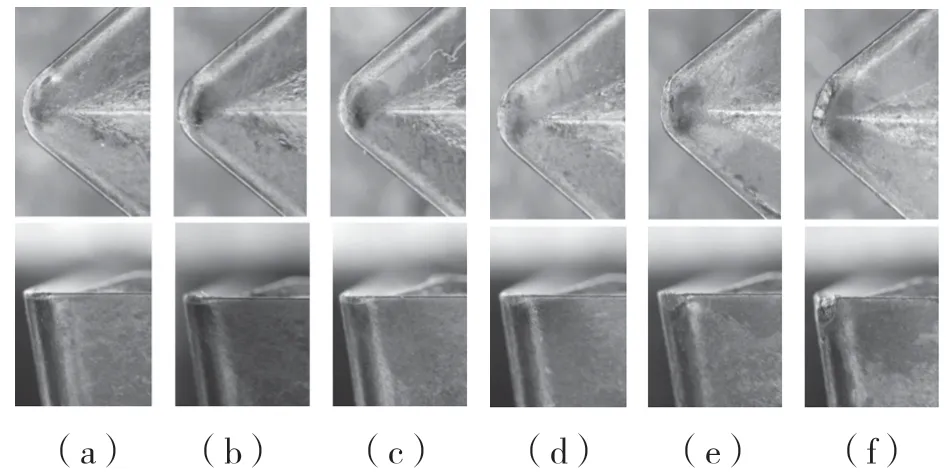
圖9 vc=100 m/min 時,SP4019 涂層刀具的前、后刀面磨損形貌Fig.9 Wear morphology of front and back tool surfaces of SP4019 coated tools when vc=100 m/min
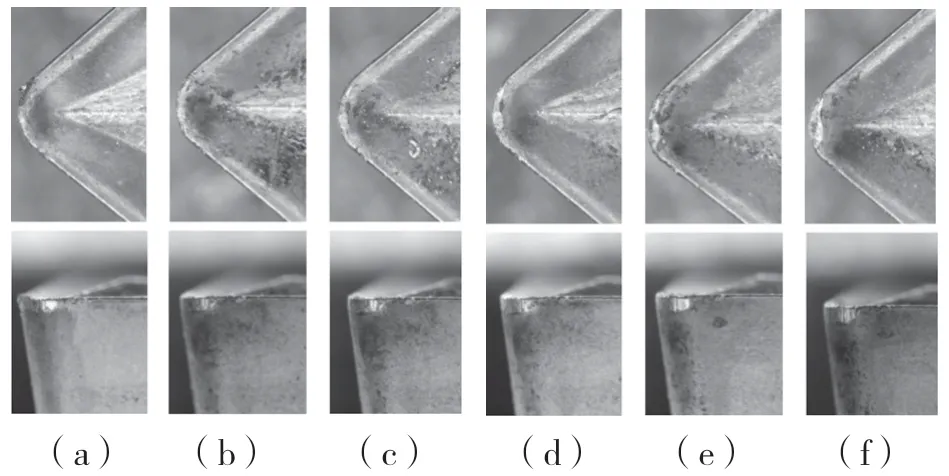
圖10 vc=100 m/min 時,NL300 涂層刀具的前、后刀面磨損形貌Fig.8 Wear morphology of front and back tool surfaces of NL300 coated tools when vc=100 m/min
由圖5 與圖6 分析可知,SP4019 涂層刀具較NL300 涂層刀具的前、后刀面而言,前者磨損不明顯,后者的前、后刀面有明顯的磨損痕跡。由圖7 與圖8 分析可知,SP4019 涂層刀具較NL300 涂層刀具的前、后刀面而言,前者在L=2 200 m 時有明顯的前刀面月牙洼磨損及后刀面磨損,后者在L=600 m 時就有了較大的后刀面磨損。由圖9 與圖10 分析可知,兩種刀具在短時間內都出現了較為嚴重的磨損現象。
圖11(a)、圖11(b)和圖11(c)分別是切削速度vc=50,80,100 m/min 下,SP4019 涂層刀具與NL300 涂層刀具后刀面磨損量VB 的值隨著切削長度變化的情況。
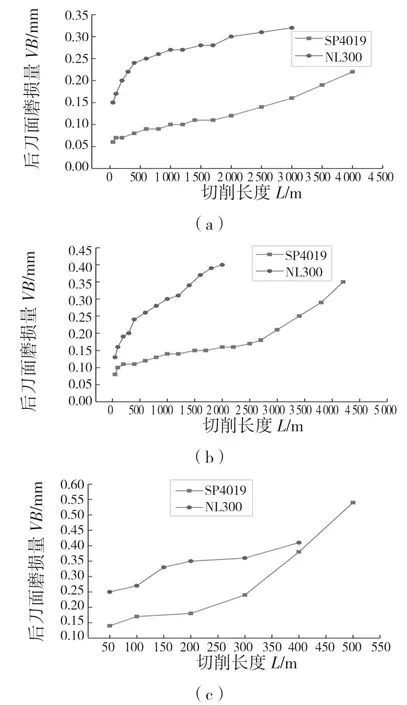
圖11 刀具涂層對刀具磨損的影響Fig.11 Effect of tool coating on tool wear
通過分析可知,SP4019 涂層刀具與NL300涂層刀具在相同的條件下切削Ti6Al4V,SP4019涂層刀具較NL300 涂層刀具磨損均更小;切削速度vc對于兩種涂層刀具的影響都非常明顯。
3 結論
在相同的切削條件下切削Ti6Al4V,SP4019涂層刀具較NL300 涂層刀具磨損均更小,因此,SP4019 涂層刀具比NL300 涂層刀具更優;切削速度vc對于兩種涂層刀具的影響都非常明顯,SP4019 涂層刀具在低速下切削Ti6Al4V 有較好的切削性能;NL300 涂層刀具在切削Ti6Al4V 時的切削性能差。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55