二醋酸纖維超高單旦絲束開發及性能研究*
2021-02-14 04:14:00石浩軒王躍飛宋敏峰潘剛偉沈晶晶黃海建宋曉梅曹智祥
產業用紡織品 2021年11期
關鍵詞:工藝
石浩軒 竇 峰 王躍飛 宋敏峰 李 杰 潘剛偉 沈晶晶 黃海建 宋曉梅 曹智祥 張 麗
南通、珠海、昆明醋酸纖維有限公司技術中心,江蘇 南通 226008
目前,國內市場方面,煙用二醋酸纖維絲束中單絲線密度不超過13.33 dtex(12 den),其絲束吸阻大于2 000 Pa,而常規煙草濾棒的吸阻在2 000~5 000 Pa,故未達到煙草濾棒更低吸阻的要求。因此,為進一步降低煙用二醋酸纖維絲束的吸阻,提出開發生產單絲線密度不低于22.22 dtex(20 den)的超高單旦絲束(即超高單絲線密度絲束)生產技術及工藝設備的想法。鄧鋼等[1]對干法紡絲時二醋酸纖維絲束在甬道內的纖維成形過程進行了模擬。由于超高單旦絲束中單絲的線密度遠高于常規絲束中單絲的線密度,故前者的紡絲液從噴絲帽孔擠出后,溶劑蒸發速率較慢。基于試驗機臺的甬道長度,以及常規二醋酸纖維絲束的生產線和工藝條件,利用干法紡絲甬道模型和數值模擬發現,超高單旦絲束在甬道內無法完成閃蒸過程[2-3]。此外,和常規絲束相比,超高單旦絲束中單絲模量高、根數少,絲束卷曲困難,因此常規絲束卷曲機無法用來加工超高單旦絲束。
本研究在南通、珠海、昆明醋酸纖維有限公司技術中心的試驗機臺上開展,采用干法紡絲法生產二醋酸纖維絲束。試驗主要研究內容:一、改造常規二醋酸纖維絲束生產線,開展二醋酸纖維超高單旦絲束紡絲試驗,確保絲束在甬道內完成閃蒸過程,控制絲束中殘余溶劑的含量;二、開展關于二醋酸纖維超高單旦絲束卷曲品質與填塞卷曲腔尺寸參數關系的理論研究,開發超高單旦絲束專用卷曲機;三、開發不同線密度、不同截面形態、不同卷曲工藝的二醋酸纖維超高單旦絲束,并對超高單旦絲束的性能進行分析和探討。
1 試驗部分
1.1 試驗設備及樣品
1.1.1 主要試驗設備
中試試驗機臺,包括紡絲機本體、計量泵、噴絲帽、喂絲輥、卷曲機、上油輪、干燥機和擺絲機,以及打包機等相關設備。
Fisher烘箱,Leica RM2126RT切片儀,日立SU3500型掃描電子顯微鏡(SEM),UltraScan VIS色度儀,Textechno單纖維強力機,KDF4成型機。
1.1.2 試驗樣品
本試驗主要涉及4種不同規格的絲束——20Y27000、 20X27000、 22Y32000、 22X32000。其中,20和22代表絲束中單根纖維的設計線密度在22.22 dtex(20 den)和24.44 dtex(22 den),Y和X代表單絲的截面形狀,27000和32000代表絲束設計總線密度在30 000.00 dtex(27 000 den)和35 555.56 dtex(32 000 den)。
1.2 試驗設備的改造及工藝的改進
超高單旦絲束的紡絲試驗在中試試驗機臺上進行,其主要工藝涉及紡絲工藝、上油工藝、卷曲工藝、干燥工藝、擺絲工藝和打包工藝等[4-5]。試驗機臺紡絲速度一般較高,為解決超高單旦絲束中丙酮溶劑在甬道內難以完全揮發的問題,根據現有甬道長度,設計了與超高單旦絲束匹配的紡絲速度,并相應地對喂絲輥、計量泵、卷曲機和上油輪等電機設備的工藝重新進行了評估,改造了設備,使試驗機臺具備生產超高單旦絲束的能力。
1.2.1 紡絲甬道
紡絲甬道中,氣流的速度分布和溫度分布將直接影響紡絲的進程和溶劑的揮發速度,進而影響纖維的結構與性能。氣相湍動越劇烈、甬道介質溫度越高,越有利于液體向氣相中揮發[6]。本試驗中,為控制絲束中的殘余溶劑量,在確保試驗過程安全的前提下,采取了提高預熱空氣溫度、提高預熱水溫度和增加熱空氣風量等試驗方案。
試驗利用三角形噴絲帽孔和方形噴絲帽孔,分別制備了X形和Y形截面的超高單旦絲束。
1.2.2 卷曲機
填塞箱卷曲是一種機械式卷曲加工方式。通過借助一對壓輥,絲束被送入填塞箱箱體內,并在箱體內因受力而被擠壓,從而產生彎曲和變形,形成平面卷曲[7]。超高單旦絲束由于單絲線密度較高、模量高,絲束中單纖根數少,故抱合難、卷曲困難,如采用常規絲束卷曲機進行卷曲,可能造成絲束卷曲不穩定。
(1)
式中:n——單絲根數;
A1——單絲的橫截面積;
m——絲束總面積的壓縮指數;
a——對輥/填塞箱的寬度;
h——兩對輥之間的間隙;
b——常數。
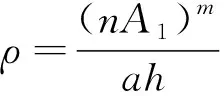
當卷曲機中絲束密度增大時,絲束的彎曲剛度也呈冪指數趨勢增大。紡絲過程中,一般要求彎曲剛度B保持在一定范圍內。實際應用過程中,當單絲根數n增多時,對輥/填塞箱的寬度a也在增大,而對于已確定的卷曲機和絲束,h和A1為常數,故通過數值計算可以得到單絲根數n與對輥/填塞箱的寬度a的數值關系:
a=0.51+1.51×10-10n2.28
(2)
本文根據式(2)開發出適用于超高單旦絲束的專用卷曲機。
1.3 性能測試
1.3.1 殘余溶劑量
紡絲液自噴絲帽孔噴出,經甬道熱空氣作用后,最終所得絲束中可能會有一定量的溶劑殘余。因此,殘余溶劑量是絲束的一項重要質量指標。當殘余溶劑量過高時,絲束即便經過了后道的干燥工藝,還是會出現凝絲等疵點。
本文采用烘箱法進行殘余溶劑量測試。取無油絲在(110±3)℃的烘箱內干燥0.5 h,稱取干燥前后的絲束樣品質量。殘余溶劑量以無油絲束樣品的質量損失占無油絲干態質量的百分數計。
1.3.2 單絲表面形貌
采用SEM觀察單絲表面微觀形貌。電壓設置為3 kV。
1.3.3 橫截面形態
采用包埋法將絲束樣品固定在鋁質蠟模內,加入熔融的石蠟液,待凝固后制得蠟塊,用切片儀切取蠟片;將粘貼蠟片的載玻片于電熱板上方烘烤,待石蠟熔融后迅速將載玻片放入二甲苯中,溶去石蠟,再依次轉移到甲醇、乙醇中放置一段時間,取出載玻片晾干,即得到絲束橫截面樣品。采用Nikon圖像采集軟件拍攝樣品圖片,采用定制款圖像分析軟件進行圖片分析。
費雷特(Feret)直徑[8]又稱卡尺距離,其中Feret最大直徑XFmax為假想外接四邊形的兩條平行切線間最大距離,Feret最小直徑XFmin為假想外接四邊形的兩條平行切線間最小距離,Feret面積為外接四邊形的面積,長寬比為XFmin與XFmax之比,面積占比為實際面積與Feret面積之比。
1.3.4 絲束白度
利用色度儀測試絲束的L值、a值和b值,以表征絲束的白度。
1.3.5 單絲拉伸性能
采用單纖維強力機,按照GB/T 14337—2008《化學纖維 短纖維拉伸性能試驗方法》進行測試。每種試樣測試30根。
1.3.6 濾棒吸阻
濾棒成型機組為KDF4。濾棒周長23.75 mm,濾棒長度132.00 mm。吸阻下限評估點:濾棒縮頭0.50~1.00 mm時。吸阻上限評估點:濾棒端面纖維有明顯凸起時。
2 結果與討論
2.1 殘余溶劑量
3種工藝條件——提高預熱空氣溫度(工藝Ⅰ)、提高預熱水溫度(工藝Ⅱ)和增加熱空氣風量(工藝Ⅲ)制得的二醋酸纖維超高單旦絲束的殘余溶劑量見表1。
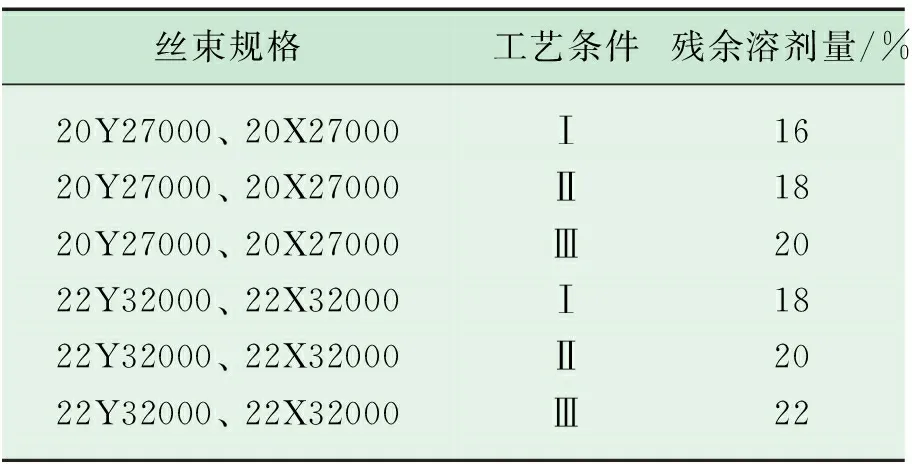
表1 不同工藝生產的不同規格絲束的殘余溶劑量
由表1可見:3種工藝中,工藝Ⅰ制得的絲束,其殘余溶劑量相對較低(16%~18%),均在標準范圍內,且絲束后續開松評價正常,未出現凝絲等疵點,符合開松要求,故下文所討論的不同規格的絲束均采用工藝I生產。此外,22Y32000和22X32000絲束中殘余溶劑量較同等工藝條件生產的20Y27000和20X27000絲束偏高,這與22Y32000和22X32000絲束中單絲的線密度較高,絲束內部丙酮溶劑的揮發相對較困難有關。
2.2 單絲表面形貌
采用SEM觀察4種不同規格絲束中單絲的表面形貌,結果如圖1所示。
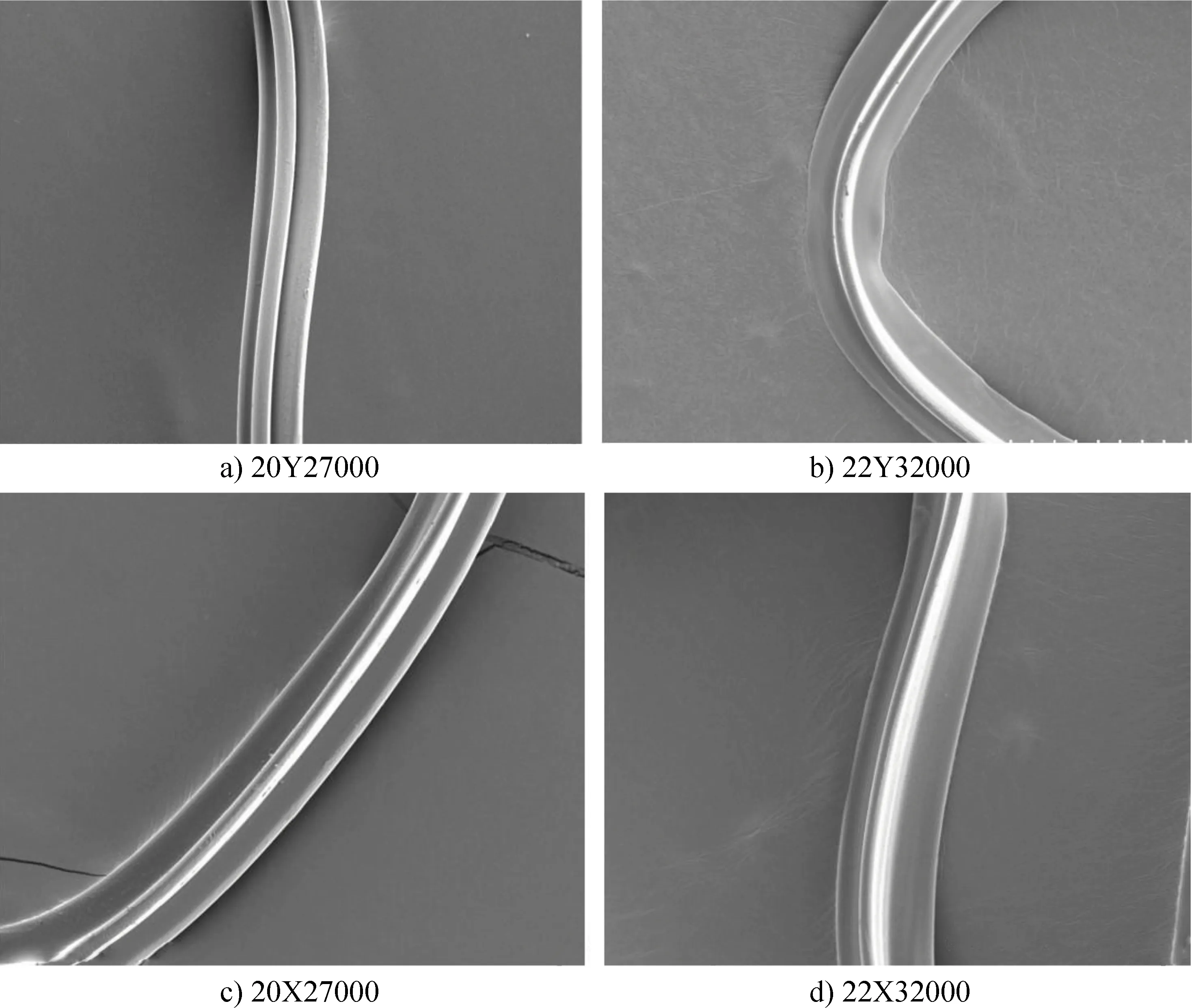
圖1 單絲表面SEM照片
從圖1可以看出,4種不同規格的超高單旦二醋酸纖維表面光滑且均有溝槽,說明超高單旦絲束在甬道內溶劑揮發均勻,所形成纖維的內部結構較規整。
2.3 絲束橫截面形態
Nikon圖像采集軟件獲得4種不同規格絲束樣品的橫截面形態見圖2。
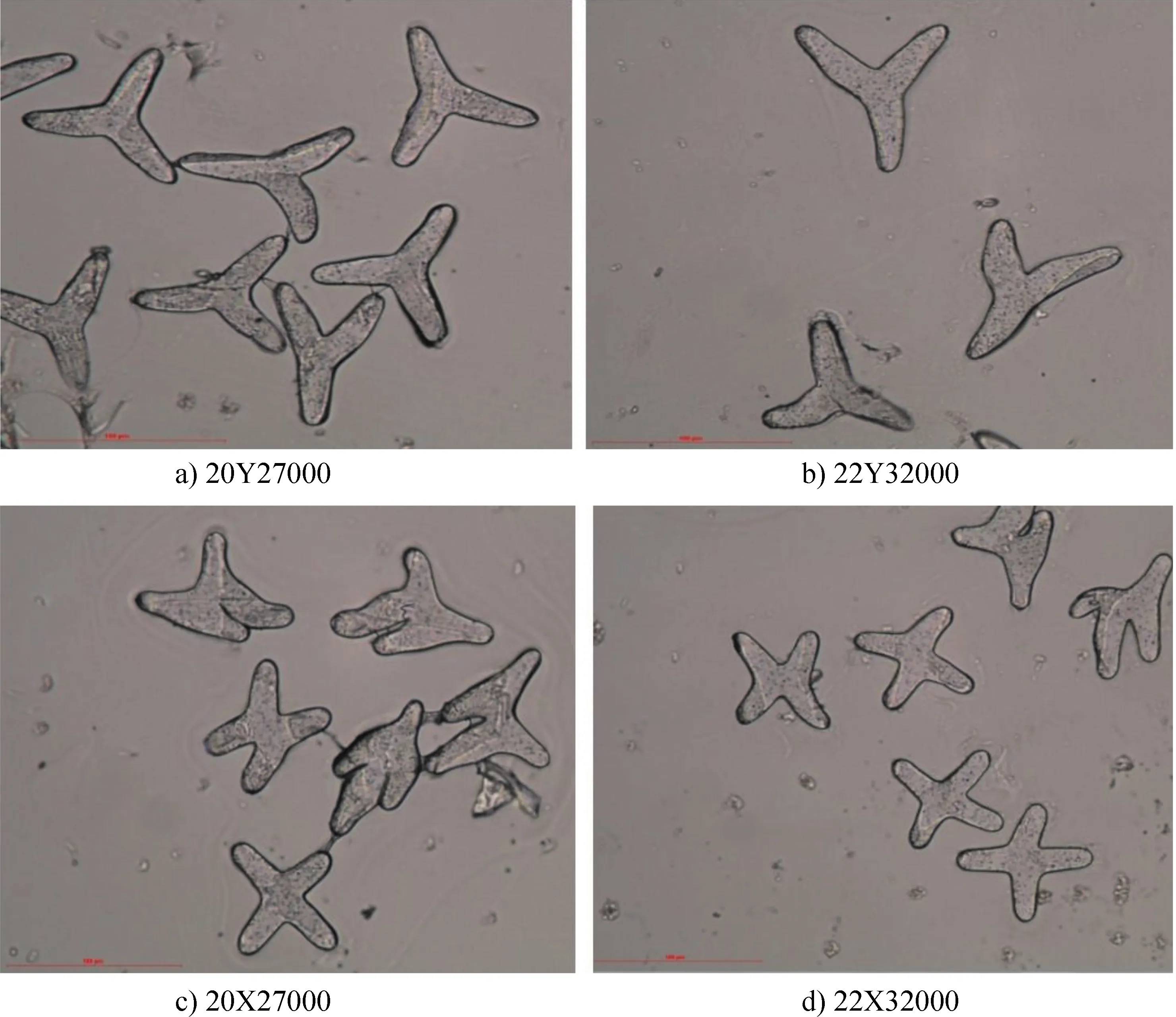
圖2 絲束橫截面照片(放大400倍)
Y形和X形的截面形狀分別由三角形和正方形兩種不同噴絲帽孔擠出,其成形過程見圖3。在紡絲的初始階段,從三角形或正方形噴絲帽孔噴出的運動射流存在一個對應形狀的邊界[9],邊界的每一條邊都會產生一個垂直于邊界的力,于是就得到了橫截面為Y形或X形的纖維。

圖3 噴絲帽孔與絲束橫截面形狀
表2歸納了4種不同規格絲束中單絲橫截面的形態數據。

表2 4種不同規格絲束中單絲橫截面的形態數據
由表2可以看出:相同規格的絲束,Y形截面纖維的XFmax、XFmin、長寬比及Feret面積均大于X形截面纖維。
2.4 絲束白度
4種不同規格絲束的白度指標測試結果見表3。

表3 4種不同規格絲束的白度指標測試結果
從表3可以看出:纖維橫截面為X形的絲束b值 在4.50以上,Y形的絲束b值在4.00以下。纖維橫截面的形狀會影響光的折射和反射,進而影響絲束的色度。
2.5 單絲強伸性能
固定單絲線密度、卷曲程度及截面形狀中的兩項,研究另一項對單絲強伸性能的影響。
2.5.1 單絲線密度對單絲強伸性能的影響
為更好地分析單絲線密度對單絲強伸性能的影響,引入了另外4種采用相同工藝制備的常規絲束,結果見表4。
表4中6種不同規格絲束的卷曲程度基本一致,卷曲數在24~26個/(25.00 mm)。從表4可以看出:隨著單絲線密度的增加,單絲斷裂強力亦逐漸增加,原因與單絲中承受拉力的分子鏈數量增加有關;單絲斷裂強度隨單絲線密度增加而逐步降低,這主要與結晶度有關[10]。單絲線密度越高,對應的單絲橫截面積亦越大,甬道內單絲內部丙酮溶劑揮發越困難,單絲內部的結晶度低于外部的結晶度,故單絲斷裂強度越低。
2.5.2 卷曲程度對單絲強伸性能的影響
卷曲程度對單絲強伸性能的影響見表5。
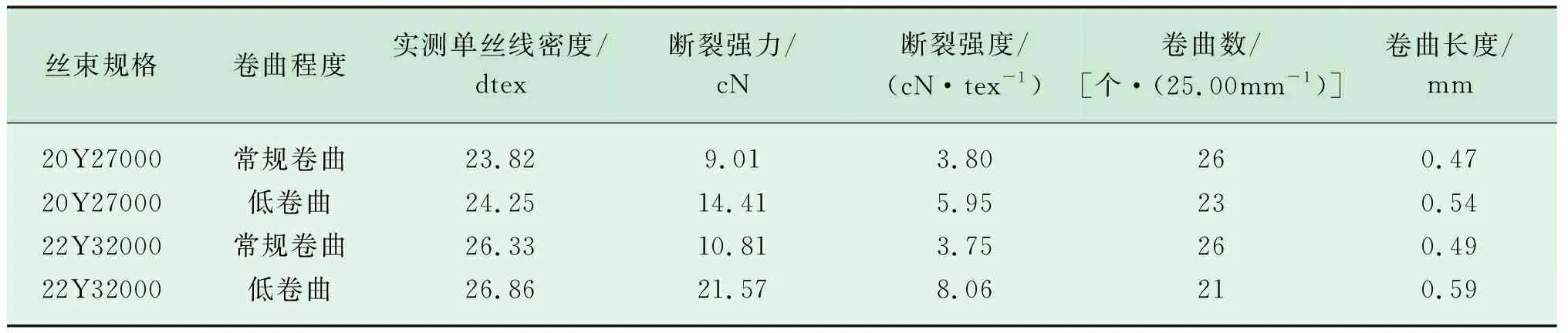
表5 不同卷曲程度的單絲強伸性能
由表5可知:與常規卷曲相比,低卷曲20Y27000和22Y32000中單絲斷裂強力和斷裂強度均大幅上升。這與低卷曲工藝中卷曲機對輥和壓板的壓力更小,卷曲過程中單絲受損小,故斷裂強度和斷裂強力均損失較小有關。超高單旦絲束宜選用低卷曲工藝,以提高絲束斷裂強度,避免后道成型加工過程中出現絲束易被拉斷而不能滿足濾棒加工的要求。
2.5.3 截面形狀對單絲強伸性能的影響
不同截面形狀的單絲強伸性能見表6。
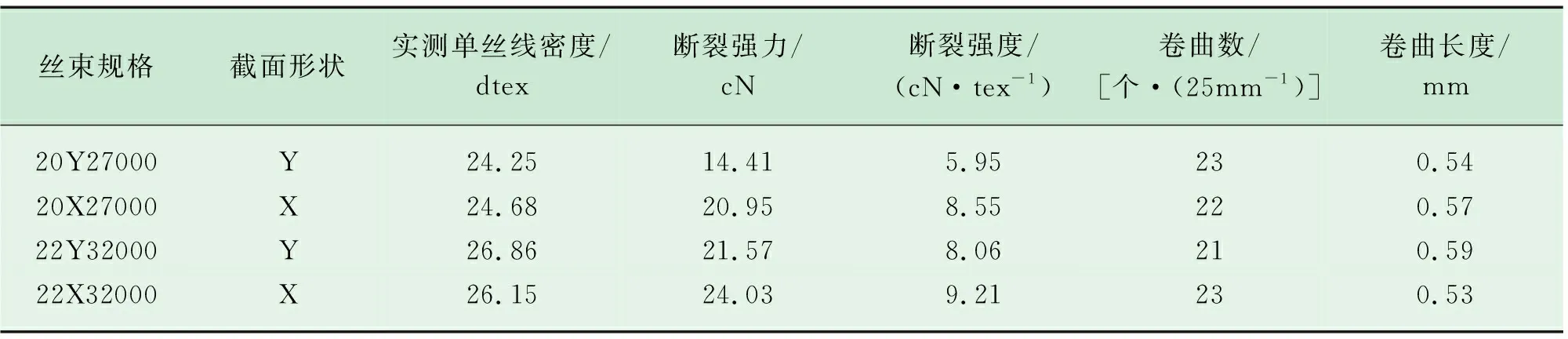
表6 不同截面形狀的單絲強伸性能
表6中,單絲卷曲數都在21~23個/(25.00 mm),皆為低卷曲。由表6可以看出,相同規格的低卷曲絲,X形截面單絲斷裂強度高于Y形截面單絲。這與X形截面單絲的Feret面積更小,纖維整體結構更規整,結構穩定性更高有關。可見,X形截面有利于提高單絲斷裂強度。
2.6 吸阻
不同規格低卷曲超高單旦絲束濾棒吸阻性能見表7。
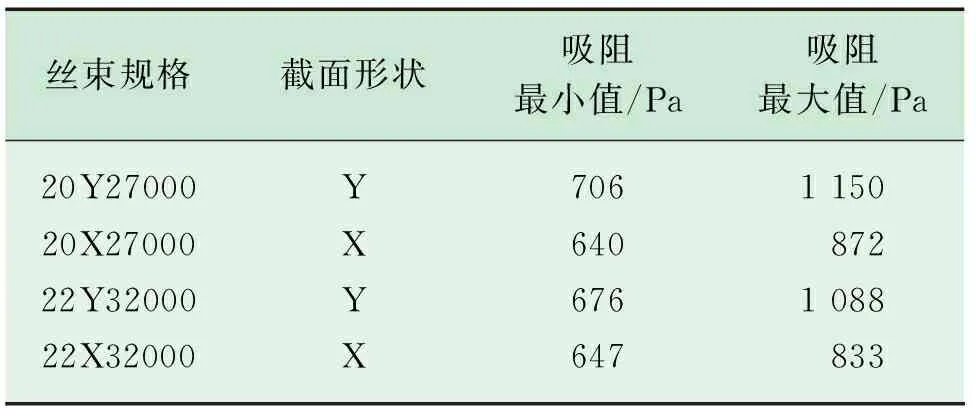
表7 不同規格低卷曲超高單旦絲束濾棒的吸阻性能
由表7可知,相同規格的絲束,X形截面絲束制成的濾棒的吸阻最小值和最大值均略小于Y形截面絲束制成的濾棒。這與X形截面單絲的XFmax和XFmin均小于Y形截面單絲,故前者所形成濾棒中纖維間空隙更多有關。4種二醋酸纖維超高單旦絲束濾棒的吸阻范圍在640~1 150 Pa,濾棒吸阻有效降低,滿足卷煙濾棒低吸阻的性能要求。
3 結論
(1) 基于二醋酸纖維超高單旦絲束的生產技術,完成了常規二醋酸纖維絲束生產設備的改造和專用卷曲機的開發,并生產出20Y27000、20X27000、22Y32000和22X32000不同規格的超高單旦絲束,所得絲束的殘余溶劑量在16%~18%,均在標準范圍內,且絲束后續開松評價正常,未出現凝絲等疵點。
(2) 對于超高單旦絲束,單絲線密度增大,單絲斷裂強力逐漸上升,單絲斷裂強度逐步下降;低卷曲工藝可提高單絲斷裂強度;X形截面單絲的斷裂強度較Y形截面單絲的更高。
(3) 二醋酸纖維超高單旦絲束濾棒的吸阻范圍在640~1 150 Pa,濾棒吸阻有效降低,滿足卷煙濾棒低吸阻的性能要求,其中X形截面絲束濾棒吸阻范圍比Y形截面絲束濾棒更低。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52