基于超聲振動鋸割技術的固體發動機燃燒室解剖方法*
2021-02-17 02:11:50申志彬李海陽卞云龍
固體火箭技術 2021年6期
郭 宇,申志彬,李海陽,張 漩,卞云龍
(1.國防科技大學 空天科學學院,長沙 410073;2.空天任務智能規劃與仿真湖南省重點實驗室,長沙 410073;3.中國航天科工集團有限公司六院四十一所,呼和浩特 010010)
0 引言
固體火箭發動機(以下簡稱發動機)在貯存過程中,受到溫度、應力等影響,非金屬殼體、固體推進劑及它們之間的界面會發生老化,宏觀上表現為力學性能劣化。為獲得這些材料和結構老化趨勢,工程上通常在產品生產時附帶隨機試件,通過檢測隨機試件來代表產品材料性能。而隨機試件與產品實際存放條件的貯存微環境和應力狀態存在差異,二者的老化規律并不一致,性能差異有時候會十分明顯。由于難以實現原位無損檢測,為了更加全面了解發動機燃燒室在貯存后的性能及其分布,目前最佳的方式是對同批次發動機一臺或多臺進行全面解剖,對材料和界面進行取樣測試。雖然周期長、成本高,但所得樣本真實、數據和老化規律比較可靠,因而發動機解剖是其壽命研究中的重點內容。
德國的Fraunhofer Institute(ICT)實驗室[1]和荷蘭的TNO Prins Maurits實驗室[2]都曾開展過帶鋸切割解剖發動機的研究試驗。美國采用電化學腐蝕方式開展金屬殼體發動機的解剖試驗[3-7]。國內海軍航空大學也采用手工鋸解剖方法進行發動機裝藥老化性能研究[8]。上述研究對象都是金屬殼體發動機燃燒室,但進行復合材料殼體發動機燃燒室解剖時,會面臨如下問題:(1)電化學腐蝕法無法進行復合材料切割,傳統鋸割方式切削樹脂基體復合材料是會發生黏刀現象,切割溫升也較高,解剖過程存在嚴重安全隱患;(2)采用組合切割方式解剖,作業效率也比較低,粘接界面試件取樣率不高。因此,如何安全、高效開展解剖是當然技術研究的重點。
超聲振動鋸割技術是在普通絲鋸加工的基礎上,在鋸絲上疊加一個高頻低幅振動,使絲鋸實現直線往復切割加工和超聲波振動切割加工的復合加工。這種施加了超聲振動的金剛石絲鋸將以超聲波形式的高頻振動和周期的往復運動對工件進行高效切割,從根本上改變了傳統往復式金剛石絲鋸磨粒的加工狀態,磨粒在加工中與工件之間間歇接觸和分開,使得超聲波振動金剛石絲鋸割技術具有切縫窄、平均切削力小、切削溫度低、切面光潔度高、可干切削的特點[9-10],該技術已經應用于非金屬和難加工材料加工[11-13]。隨著材料技術的發展,近年來發動機采用纖維纏繞殼體比例逐步增大,發動機壽命研究中纖維纏繞殼體燃燒室解剖需求日益緊迫。對比各種可用于發動機解剖的工技術的特點(如表1所示),本文嘗試利用超聲振動鋸割技術進行該類型燃燒室的安全、高效解剖,實現燃燒室的全位置取樣。
表1 發動機燃燒室解剖方法優缺點對比
1 發動機燃燒室安全解剖工藝試驗方案
發動機燃燒室由外到內依此由復合材料殼體、絕熱層和固體推進劑粘接組成,因此安全切割工藝參數,主要取決于殼體、絕熱層和固體推進劑的物理化學和力學特性。典型發動機燃燒室各材料的主要力學和物理性能如表2所示。

表2 典型發動機燃燒室主要材料物理性能
根據機械切削原理[10,14],認為上述材料切削溫升的順序為殼體>絕熱層>藥柱。因此,試驗方案在準此原則的基礎上,以切溫最高材料初步確定工藝參數,然后在低切溫材料進行參數安全性校核,最后通過燃燒室樣件切割驗證,研究方案如圖1所示。
圖1 超聲振動鋸割工藝優化和驗證試驗方案
為獲得燃燒室解剖的最優工藝參數,切割試驗設計原則如下:(1)安全原則。確保解剖過程的安全性,設定切削宏觀溫升高不超過15 ℃(室溫25 ℃條件下)。(2)效率原則。盡量加快金剛石絲的進給速度,提高解剖效率。(3)成本原則。盡量降低走絲速度和張力,減少金剛石絲斷絲情況,節約刀具成本和換絲時間。
2 殼體解剖正交試驗及切割工藝確定
根據上述分析,殼體為燃燒室切割溫升最高部件,影響纖維殼體切割的主要因素有材質、進給速度、切絲速度以及金剛石絲的絲徑。為分析這些因素對切削溫度的影響,開展了表3前半部分所示的L3(43)正交試驗[15]。其中,切削過程不供給切削液、也不強制風冷,切削溫度測量采用手持紅外測溫儀。T300碳纖維(Carbon Fiber,CF)殼體切割和測試過程見圖2(a),高強度玻璃纖維(High Strength Glass Fiber,GF)殼體切割和測試過程見圖2(b)。

(a)Carbon fiber case cutting (b)Glass fiber case cutting
由表3后半部分(試驗分析結果),可獲得如下結論:對切削溫度影響主次順序為材料>進給速度>切絲速度>絲徑;同工藝條件下,玻纖材料切割最高;進給速度越大切溫越高,后續推進劑切削選擇最小的進給速度,即2 mm/min;切絲速度對切削溫度影響不大,為減少切削張力,后續切削選擇較大的走絲速度1100 mm/s;切絲直徑對溫度影響小,為降低斷絲概率后續試驗金剛石絲直徑選擇較粗的0.4 mm。
3 推進劑切割安全性校核
由于殼體切割時散熱條件好,且溫度測量采用的紅外測溫儀只能獲得表面測點處平均溫度,因此安全性監測結果可能偏于冒進(及測溫可能會較切割溫度低)。為確保發動機燃燒室解剖過程安全,還需對推進劑鋸割過程的切割溫度進行測量,以校核切削工藝。
考慮金剛石絲的幾何尺寸,試驗時將K型裸露熱電偶(美國OMEGA生產,單線徑為0.125 mm,熱電偶熔球頭直徑0.3 mm)埋入切縫處對切削點溫度進行測量。因熱電偶難以準確置于切削點,熱電偶測量溫度與切削點真實溫度之間存在差異。為了定量評價熱電偶測量的溫度與切削點溫度之間的誤差,將加熱組件粘貼在0.5 mm厚的推進劑試片一側,加熱組件升溫過程用兩只熱電偶分別監測推進劑試片加熱位置和對應位置另一側的溫度。測量結果(如圖3所示)表明,在35~80 ℃區間內,2個測點之間的最大溫度差(滯后)為5 ℃,且溫度平衡所需時間約5 s。據此可認為,采用埋入熱電偶的方式監測切削點溫度的方法可行,當測點與切割位置距離0.5 mm以內時,測量溫度與真實溫度之間的差異不大于5 ℃,即熱電偶的測量最高溫度 +5 ℃為切割溫度。

表3 試驗正交表及試驗結果分析
圖3 推進劑切溫準確性模擬測試試驗結果
基于上述結論,為考察切割深度對切溫的影響,在丁羥推進劑不同切深位置依次布置3個測點;為分析絲鋸條不同切點的切溫溫度,在中心切割位置沿線布置3個測點,測點排布情況如圖4(a)所示。熱電偶安裝孔采用數控機床加工,孔徑φ0.4 mm、單個孔深精度0.1 mm以內、各孔深之間誤差小于0.05 mm。清理盲孔內切屑后,再將微型熱電偶插入工藝孔中用粘接劑固定引線。安裝結果如圖4(b)所示。
切割工藝中,金剛石絲直徑選擇0.4 mm,切割絲走線速度1100 mm/s,切割進給速度2 mm/min,并保證切面位置距離熱電偶探頭位置0.5 mm以內。試驗過程如圖5(a)所示,各位測點最高溫度相差不超過1.4 ℃、各測點最大溫升都不大于5 ℃,推斷切削溫升不大于10 ℃。切割后情況如圖5(b)所示,可看出推進劑“方坯”試樣切面平整、無過熱痕跡[16-17]。另外,該切割初始段也采用紅外測溫儀進行了切溫測量。試驗表明,紅外表面測溫結果相比熱電偶測試結果低1.2 ℃以內。
(a)Test points distribution (b)Test points installation
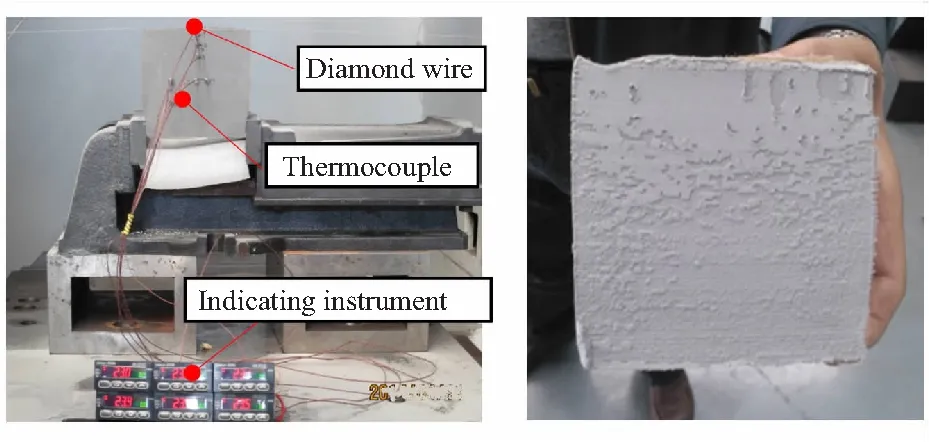
(a)Cutting process of (b)Cutting surface of
4 模擬發動機燃燒室解剖驗證試驗
為驗證上述解剖工藝的安全性,采用模擬發動機燃燒室進行切割試驗。模擬發動機燃燒室設計直徑為φ200 mm,長度450 mm。其中,殼體材料為T300碳纖維,厚度5 mm;絕熱材料基體為三元乙丙橡膠,厚度3 mm;藥柱材料為采用丁羥(HTPB)三組元推進劑。為了盡量簡化燃燒室設計和制作,并模擬大肉厚工況,藥柱采用滿裝填結構。
模擬發動機燃燒室制造過程與產品生產工藝流程一致,首先在鋪貼絕熱層的沙芯模上纏繞碳纖維并固化,然后脫去沙芯模在絕熱層內側噴涂0.5 mm后的襯層,最后澆注HTPB三組元推進劑并固化。為模擬界面老化后強度下降情況,燃燒室固化未采用加壓固化工藝。
切割工藝參數為切割仍采用直徑0.4 mm的金剛石絲、切割絲走線速度1100 mm/s、進給速度2 mm/min。發動機燃燒室切割過程如圖6(a)所示,整個作業過程中無冒煙、著火、爆炸現象。切割結果如圖6(b)所示,殼體斷面光滑、平整、無分層、脫粘現象;藥柱切面平整、無明顯破壞區;殼體/絕熱層/推進劑的各個粘接界面無脫粘情況。采用紅外測溫儀對切割絲的溫度進行監測,測量溫升不大于5.5 ℃,推斷實際切割溫升不超過13.1 ℃,在設定安全準則之內,認為該過程安全可控。
5 大型發動機燃燒室解剖實施
經過上述驗證后,認為利用金剛石絲鋸割技術進行非金屬殼體發動機燃燒室解剖具有較高可行性。解剖對象選擇貯存18 a、肉厚大于400 mm的大型發動機燃燒室,該燃燒室采用高強度玻璃纖維殼體,星孔丁羥三組元推進劑裝藥。鋸割工藝同第4章設定參數,整個解剖作業過程中無冒煙、著火、爆炸現象。大型發動機燃燒室解剖后斷面如圖7(a)所示,可看出燃燒室一次性切斷,藥柱切面平整;界面處斷面情況如圖7(b)所示,經檢查未曾發現由于切割外力引起玻璃纖維殼體/HTPB推進劑粘接界面脫粘情況。

(a)Cutting process of (b)Cutting surface of

(a)Cutting surface of (b)SF/HTPB bonder of
6 結論
(1)國內首次實現大型非金屬殼體發動機燃燒室的安全高效解剖,試驗研究表明,超聲振動金剛石絲鋸割技術解剖發動機燃燒室具有一體化切割、適用面廣、切割條件要求低的特點,具有良好的工程應用前景。
(2)首次研究了超聲振動金剛石絲鋸割發動機燃燒室材料的工藝參數,試驗表明,燃燒室組成材料切割溫升順序為玻璃纖維>碳纖維>推進劑。利用該技術進行燃燒室解剖時,溫升影響主要考慮殼體材質因素。
(3)超聲波振動金剛石絲鋸割溫度測試試驗表明,鋸割切點溫度≤熱電偶測溫+5 ℃;熱電偶測溫≤紅外測溫+1.2 ℃;切縫內外部溫度差不超過1.4 ℃。通過紅外測溫可估計算出切割內部切割溫度,為火工切割工程實踐安全性判定提供參考。
(4)該方法對解剖對象的結構和尺寸無要求,但用于大型發動機燃燒解剖時,需要開發多軸聯動鋸床,以滿足工程中全位置精確解剖的需求。另外,需要研發多種結構形式的金剛石絲,以適應不同解剖對象。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
汽車與新動力(2014年2期)2014-02-27 12:10:15
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
