鎳基合金材料切削加工刀具研究*
2021-02-22 08:12:26吳粵軍許斌杰薛建軍
機(jī)械制造 2021年2期
吳粵軍 許斌杰 薛建軍 庹 超 黃 鵬
中國(guó)工程物理研究院材料研究所 四川綿陽(yáng) 621907
1 研究背景
鎳基合金材料是高端制造領(lǐng)域的重要材料,實(shí)現(xiàn)鎳基合金材料的超精密切削加工對(duì)提升零部件性能和延長(zhǎng)使用壽命具有重要意義。鎳基合金材料的切削加工性能較差,切削加工過(guò)程中容易導(dǎo)致刀具磨損嚴(yán)重,使刀具使用壽命縮短,且加工表面質(zhì)量不高。楊肖委等[1]在外圓車(chē)削鎳基合金的研究中發(fā)現(xiàn)硬質(zhì)合金刀具的磨損主要是刀尖磨損和后刀面磨損,切削深度在切削參數(shù)中是對(duì)刀具壽命影響最小的因素。
在鎳基合金材料的切削加工中,刀具材料的選擇對(duì)生產(chǎn)效率、刀具使用壽命、工件加工表面質(zhì)量等有重要影響。目前,鎳基合金材料切削加工過(guò)程中采用的刀具材料為硬質(zhì)合金,切削加工后表面粗糙度Ra為1.6~6.3 μm。表面粗糙度是衡量材料切削加工性能的重要指標(biāo),對(duì)零部件的裝配、使用性能、服役壽命等有重要影響。當(dāng)前面臨提升鎳基合金材料零部件加工表面質(zhì)量的迫切需求,所使用的硬質(zhì)合金刀具已不能滿足工藝要求,因此,筆者對(duì)鎳基合金材料切削加工刀具進(jìn)行研究。
2 硬質(zhì)合金刀具
硬質(zhì)合金刀具由高硬度、高熔點(diǎn)的金屬碳化物作為硬質(zhì)相,由鈷、鎳、鉬等元素作為黏結(jié)相,通過(guò)粉末冶金法制備,具有較高的硬度、耐磨性和較強(qiáng)的韌性。硬質(zhì)合金車(chē)刀和銑刀在發(fā)達(dá)國(guó)家市場(chǎng)中占比分別達(dá)到90%和55%以上[2]。當(dāng)前,在鎳基合金材料的切削加工中,使用最多的就是硬質(zhì)合金刀具。
3 立方氮化硼刀具
立方氮化硼是利用超高溫、超高壓技術(shù)獲得的無(wú)機(jī)超硬材料,維氏硬度(HV)達(dá)到8 000~9 000,僅次于人造金剛石。立方氮化硼具有高耐磨性、高熱穩(wěn)定性、高化學(xué)惰性、良好導(dǎo)熱性、較低摩擦因子,耐熱溫度可達(dá)1 400~1 500 ℃。立方氮化硼刀具可以用于加工淬火鋼、鑄鐵、高溫合金等材料[3]。
白天雄等[4]研究了冷硬鑄鐵軋輥加工過(guò)程中不同材料刀具的影響,試驗(yàn)結(jié)果表明,立方氮化硼刀具相比硬質(zhì)合金刀具更能提升切削加工質(zhì)量。王奔等[5]研究了立方氮化硼刀具和涂層硬質(zhì)合金刀具在GH4169高溫鎳基合金切削中的性能,試驗(yàn)結(jié)果表明,涂層硬質(zhì)合金刀具的加工表面粗糙度值比立方氮化硼刀具的加工表面粗糙度值小,且立方氮化硼刀具磨損比涂層硬質(zhì)合金刀具嚴(yán)重。立方氮化硼刀具磨損形式表現(xiàn)為前、后刀面的溝槽磨損,以及主切削刃的脆性斷裂。涂層硬質(zhì)合金刀具的磨損形式表現(xiàn)為涂層脫落。大量文獻(xiàn)表明,對(duì)于不同材料類(lèi)型的工件,不同刀具的切削性能明顯不同,因此,有必要對(duì)鎳基合金材料的切削刀具進(jìn)行研究。
4 切削加工試驗(yàn)分析
為了研究不同材料刀具在鎳基合金材料切削加工中的影響,筆者進(jìn)行一系列切削加工試驗(yàn),分析不同材料刀具、不同切削工藝參數(shù)下鎳基合金材料工件的切削加工表面質(zhì)量。
4.1 試驗(yàn)條件
機(jī)床為數(shù)控車(chē)床,切削液為水基切削液,表面粗糙度表征設(shè)備為白光共聚焦粗糙度測(cè)量?jī)x。
4.2 刀具材料的影響
設(shè)計(jì)鎳基合金材料工件切削加工試驗(yàn),選擇硬質(zhì)合金刀具和立方氮化硼刀具。兩種刀具的幾何結(jié)構(gòu)參數(shù)相同,見(jiàn)表1。

表1 刀具幾何結(jié)構(gòu)參數(shù)
在數(shù)控車(chē)床上進(jìn)行不同材料刀具在不同切削參數(shù)下的切削加工試驗(yàn),試驗(yàn)結(jié)果見(jiàn)表2。
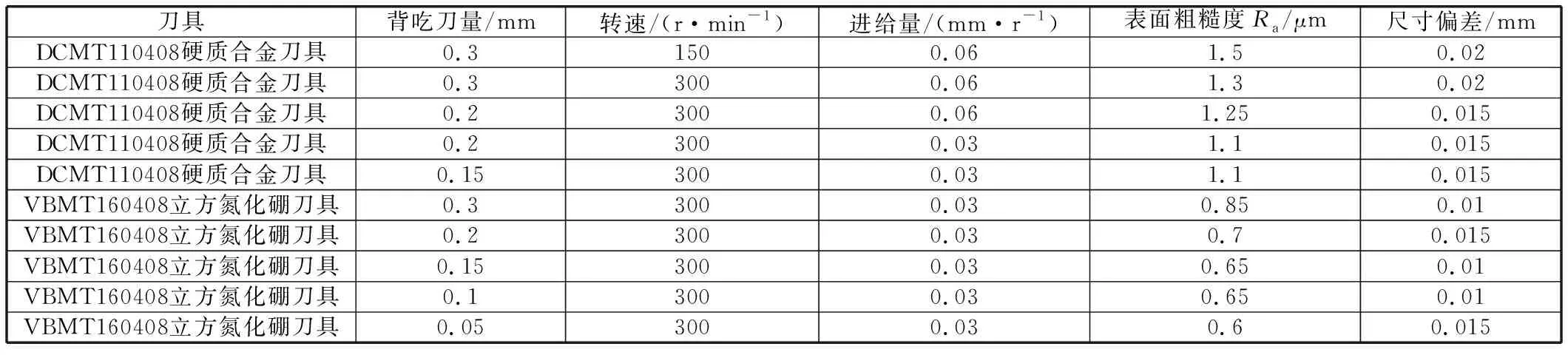
表2 切削加工試驗(yàn)結(jié)果
對(duì)于硬質(zhì)合金刀具,隨著轉(zhuǎn)速加快,表面粗糙度值減小;隨著背吃刀量減小,表面粗糙度值減小;隨著進(jìn)給量減小,表面粗糙度值減小。對(duì)于立方氮化硼刀具,隨著背吃刀量減小,表面粗糙度值減小。比較硬質(zhì)合金刀具和立方氮化硼刀具,立方氮化硼刀具更適合鎳基合金材料的切削加工,加工表面質(zhì)量及尺寸精度更優(yōu)。
采用立方氮化硼刀具切削加工的24組鎳基合金材料樣品的表面粗糙度如圖1所示。
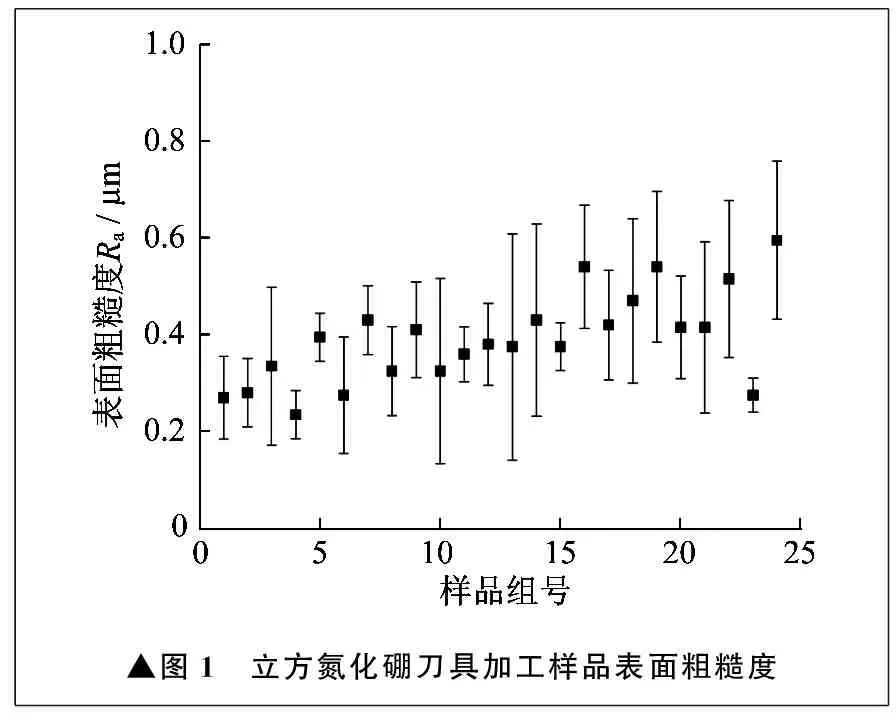
▲圖1 立方氮化硼刀具加工樣品表面粗糙度
立方氮化硼刀具切削加工后,表面粗糙度Ra為0.2~0.6 μm,遠(yuǎn)遠(yuǎn)優(yōu)于硬質(zhì)合金刀具切削加工后的表面質(zhì)量。立方氮化硼刀具加工后不同樣品的表面粗糙度表現(xiàn)出一定的差異性,原因是分批次購(gòu)買(mǎi)的商業(yè)立方氮化硼刀具在幾何尺寸、形狀上存在一定區(qū)別,從而導(dǎo)致加工表面粗糙度在一定范圍內(nèi)波動(dòng)。
4.3 切削參數(shù)的影響
大量研究表明,切削參數(shù)是機(jī)加工工藝中影響工件加工表面質(zhì)量的最重要因素。劉波等[6]研究了切削參數(shù)對(duì)塑性純鐵材料加工表面質(zhì)量的影響,試驗(yàn)結(jié)果表明,不同切削參數(shù)造成的切削溫度變化是影響表面粗糙度的主要因素,進(jìn)給量及切削深度對(duì)加工表面的最大輪廓高度會(huì)產(chǎn)生較大影響。牛亞軍[7]利用聚晶立方氮化硼刀具切削淬硬剛,發(fā)現(xiàn)隨著機(jī)床主軸轉(zhuǎn)速的加快,工件表面粗糙度值增大,原因是前刀面與切屑的摩擦?xí)r間變長(zhǎng),剪切角變大,引起已加工表面變形增大。何永利等[8-9]利用硬質(zhì)合金刀具對(duì)高精度鋁合金進(jìn)行了高速切削加工試驗(yàn),結(jié)果表明高速切削與小進(jìn)給量有利于改善鋁合金工件的加工表面質(zhì)量,但是當(dāng)切削速度超過(guò)某個(gè)臨界值后,隨著切削速度的進(jìn)一步加快,表面粗糙度值的減小并不明顯。
筆者在試驗(yàn)中使用的設(shè)備為單點(diǎn)金剛石車(chē)床。試驗(yàn)1固定背吃刀量和進(jìn)給速度,改變主軸轉(zhuǎn)速。背吃刀量為0.01 mm,進(jìn)給速度為6 mm/min,主軸轉(zhuǎn)速依次為600 r/min、800 r/min、1 000 r/min、1 200 r/min。結(jié)果表明,隨著主軸轉(zhuǎn)速的加快,工件的表面粗糙度值逐漸減小,如圖2所示。
試驗(yàn)2固定進(jìn)給速度和主軸轉(zhuǎn)速,改變背吃刀量。進(jìn)給速度為6 mm/min,主軸轉(zhuǎn)速為800 r/min,背吃刀量依次為0.002 mm、0.008 mm、0.016 mm、0.02 mm。結(jié)果表明,隨著背吃刀量的增大,工件的表面粗糙度值逐漸增大,如圖3所示。
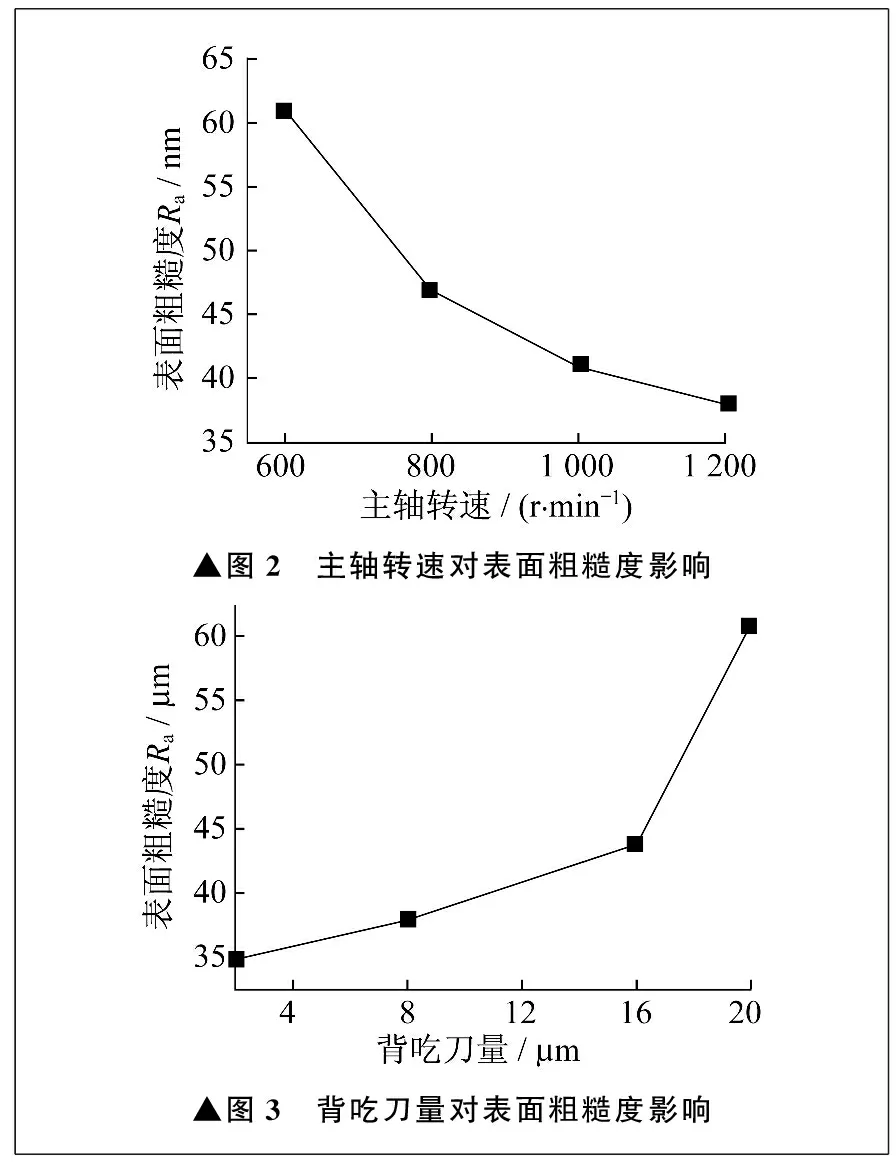
▲圖2 主軸轉(zhuǎn)速對(duì)表面粗糙度影響▲圖3 背吃刀量對(duì)表面粗糙度影響
試驗(yàn)3固定背吃刀量和主軸轉(zhuǎn)速,改變進(jìn)給速度。背吃刀量為0.01 mm,主軸轉(zhuǎn)速為800 r/min,進(jìn)給速度依次為4 mm/min、6 mm/min、8 mm/min。結(jié)果表明,隨著進(jìn)給速度的加快,工件的表面粗糙度值逐漸增大,如圖4所示。
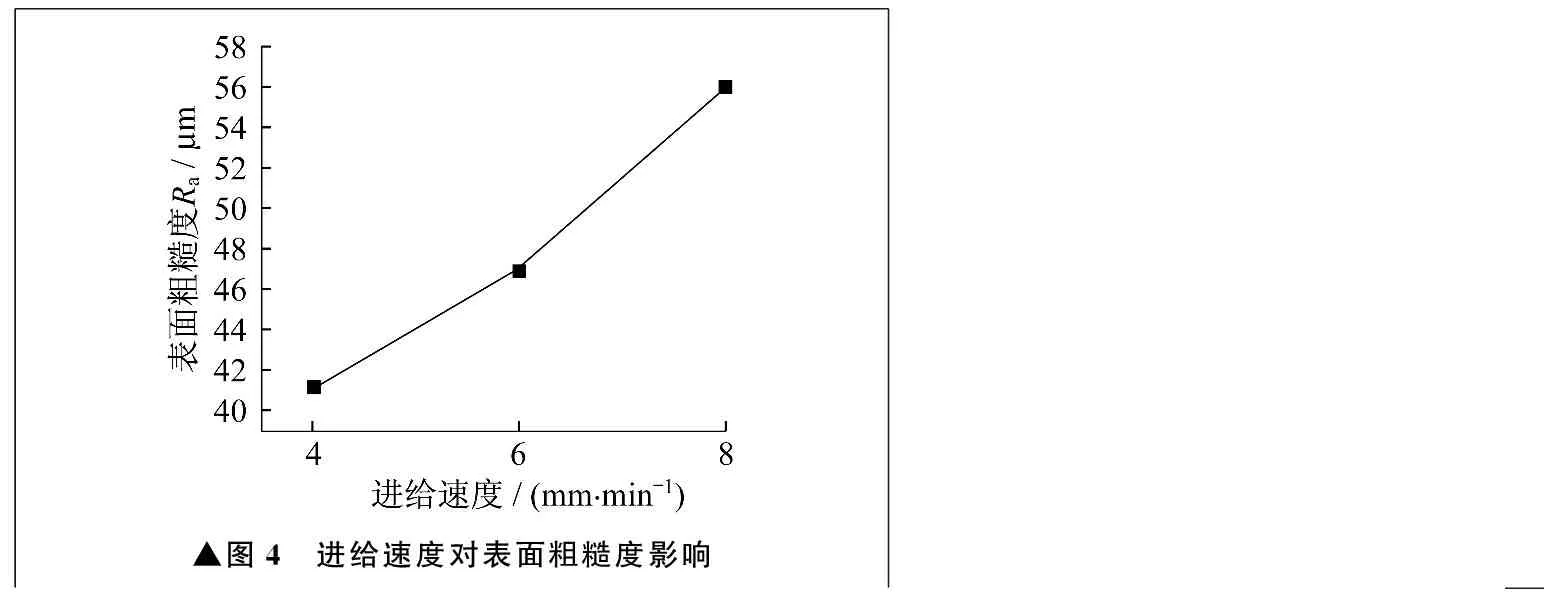
▲圖4 進(jìn)給速度對(duì)表面粗糙度影響
對(duì)上述三個(gè)切削試驗(yàn)分析表明,單一切削參數(shù)對(duì)鎳基合金材料零部件加工表面粗糙度的影響表現(xiàn)出明顯的單調(diào)性。為了獲取更好的鎳基合金材料切削加工表面質(zhì)量,需要加快主軸轉(zhuǎn)速,減慢進(jìn)給速度,減小背吃刀量。
5 刀具磨損機(jī)理研究
大量切削試驗(yàn)表明,立方氮化硼刀具切削鎳基合金材料過(guò)程中的磨損形式主要表現(xiàn)為崩刃、黏結(jié)磨損、剝落等,如圖5所示。
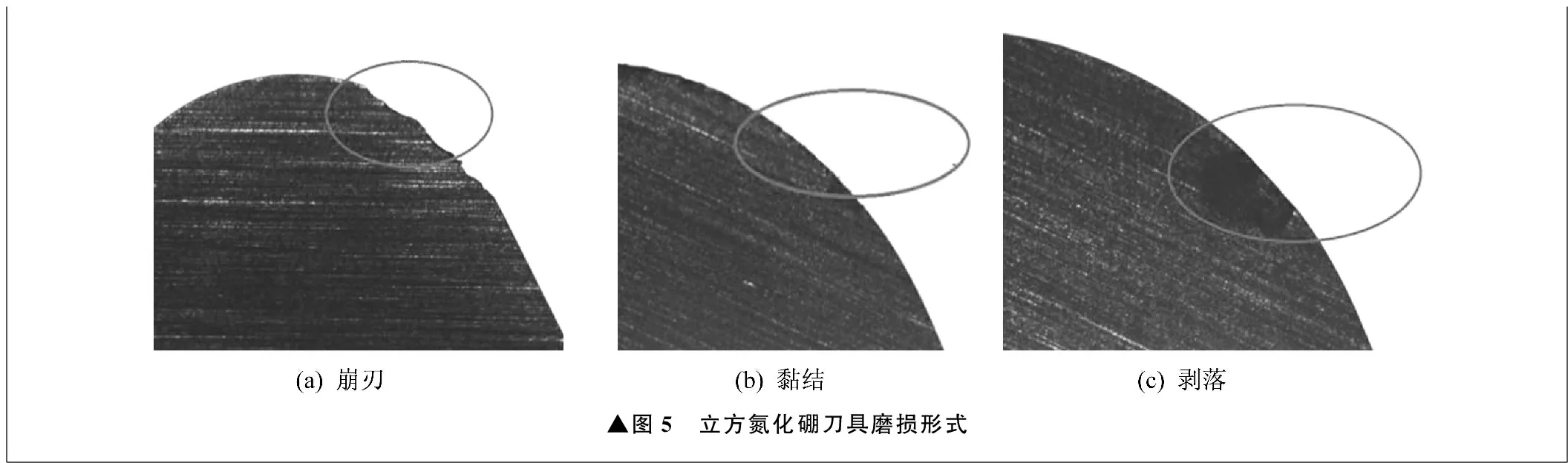
▲圖5 立方氮化硼刀具磨損形式
當(dāng)切削速度較快、進(jìn)給速度較慢時(shí),主要發(fā)生崩刃磨損。當(dāng)進(jìn)給速度較快時(shí),主要發(fā)生刀尖表面剝落。當(dāng)切削速度較快時(shí),一般都會(huì)出現(xiàn)黏結(jié)磨損。水基切削液的潤(rùn)滑性能較差,刀具與工件的摩擦、磨損比較嚴(yán)重,Y方向的振動(dòng)也會(huì)導(dǎo)致刀具表面應(yīng)力增大、溫度升高,從而加速刀具磨損[10]。
硬質(zhì)合金刀具的磨損形式如圖6所示,主要表現(xiàn)為崩刃,原因是硬質(zhì)合金刀具強(qiáng)度較差,抗切削振動(dòng)和沖擊能力較差[11]。
切削試驗(yàn)中,對(duì)于相同尺寸的鎳基合金材料工件,在相同的切削參數(shù)下,立方氮化硼刀具的有效切削時(shí)間比硬質(zhì)合金刀具的有效切削時(shí)間長(zhǎng)。
6 結(jié)束語(yǔ)
筆者通過(guò)一系列鎳基合金材料切削試驗(yàn)研究,表明立方氮化硼刀具在鎳基合金材料切削加工過(guò)程中相比硬質(zhì)合金刀具有更好的切削效果。
立方氮化硼刀具的使用壽命比硬質(zhì)合金刀具的使用壽命長(zhǎng),減少了精加工中更換刀具的次數(shù),明顯節(jié)約了時(shí)間和材料成本,顯著提高了生產(chǎn)加工效率。
在相同的切削工藝參數(shù)下,數(shù)控車(chē)床上立方氮化硼刀具切削加工鎳基合金材料工件表面粗糙度Ra為0.2~0.6 μm,遠(yuǎn)遠(yuǎn)優(yōu)于硬質(zhì)合金刀具的切削加工表面質(zhì)量。通過(guò)研究確認(rèn),立方氮化硼刀具可以用于鎳基合金材料零部件表面的切削加工。
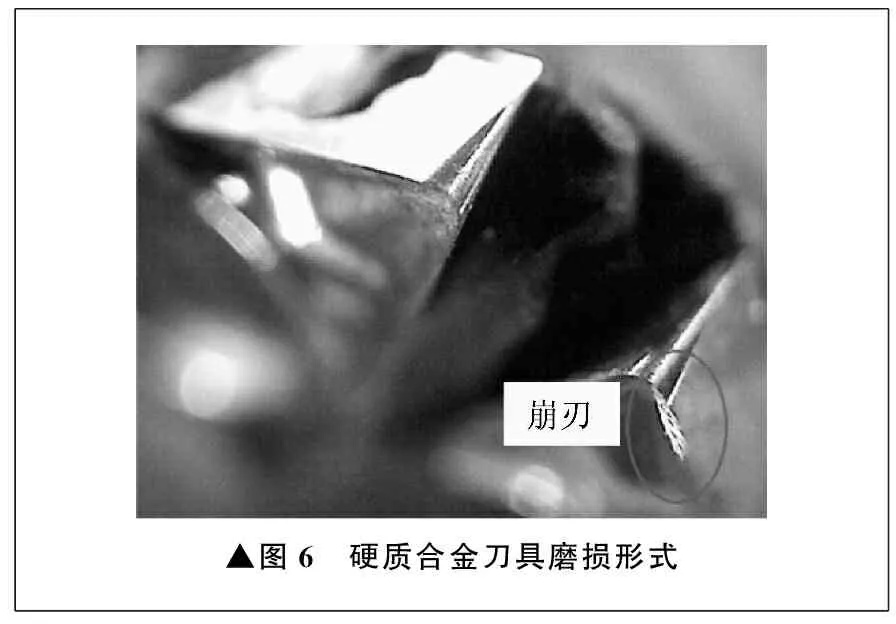
▲圖6 硬質(zhì)合金刀具磨損形式
