船舶舵系換新修理方案
2021-03-01 01:00:00李國旗劉洪令曲愛民王禹皓
中國修船 2021年1期
關鍵詞:示意圖
李國旗,惠 飛,張 力,劉洪令,曲愛民,王禹皓
(大連船舶重工集團長興島船舶工程有限公司,遼寧 大連 116318 )
某船舵葉在營運過程中丟失,船東雖已按照舵葉、舵桿的原始圖紙制作了新的舵葉及舵桿并研配交驗完成,但船舶進塢后,校核舵系各部分現有尺寸,實測掛舵臂處的軸承位置到上舵承位置的尺寸要小于舵桿、舵葉安裝后的實際尺寸,為了能及時有效地將新舵葉、舵桿安裝到位并能正常工作,根據新舵葉、舵桿組裝后的實際尺寸,制定舵系修理方案。
1 勘驗及修理方案的制定
1)校核船東提供的舵桿、舵葉的各部分數據與原始圖紙設計的尺寸基本一致。
2)船體上掛舵臂的圖紙設計尺寸為2 040 mm,實際建造后實測尺寸為2 400 mm,實測尺寸比圖紙設計尺寸長了約360 mm。
3)掛舵臂上的舵銷軸承脫落丟失,本體孔磨損嚴重,測量本體孔內徑為343.2 mm和345.7 mm,同時出現偏磨以及錐孔狀,若就現有狀態制作安裝軸承,無法保證舵系各軸承孔的同軸度及軸承與本體的有效配合度,因此需對軸承本體進行機械加工并更換新的軸承。
4)根據以上測量的各部分尺寸,無法滿足將現有的舵桿、舵葉正確安裝到船體上,船東提出修改舵葉尺寸以滿足安裝要求,但根據原始設計圖紙的尺寸,若采取加長舵桿的辦法,安裝后會出現舵葉的下底板超出船體外底板的現象,不符合規范要求,同時還會影響舵的實際使用效果,后經與船東、船檢商議,根據現有的舵桿、舵葉的實際尺寸,采用修改掛舵臂尺寸的方法來滿足安裝要求。
2 修理方案的實施
1)在掛舵臂底部鑄鋼件處兩面對稱焊接吊耳,用于吊運割除的部分掛舵臂。在掛舵臂右舷外板處開設工藝孔,根據舵桿、舵葉車間預裝后實測的尺寸,掛舵臂需縮短400 mm,將掛舵臂外板及內部構件整體切割400 mm,A處內隔板割除,切割后將所有切口處打磨光滑,掛舵臂切割示意圖如圖1所示。
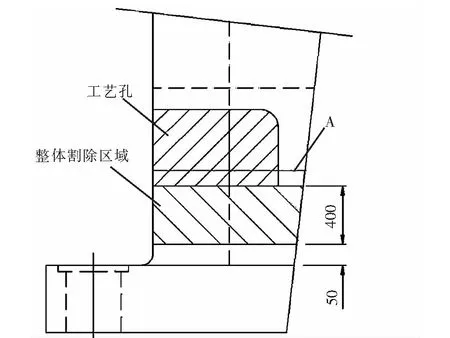
圖1 掛舵臂切割示意圖
2)將切割后的掛舵臂運至車間,加工舵銷軸承本體孔,新制舵銷軸承,舵銷本體孔及軸承加工如圖2所示,軸承材質為非金屬,軸承與軸承本體過盈1.1~1.2 mm,舵系上舵承為調心滾子軸承,下舵承間隙2.0 mm,舵銷安裝后運轉間隙約為2.5 mm,舵銷軸承采用干冰包裹的方法冷凍安裝,包裹時間不少于25 min,測量冷凍后的軸承外徑應小于本體孔1 mm后,迅速安裝到本體孔內,并壓實舵銷軸承,待軸承恢復至環境溫度后,方可進行下一步的施工。

圖2 舵銷本體孔及軸承加工
3)船體上掛舵臂按給定的尺寸割去后,安裝舵銷到舵葉,舵桿到船體上,安裝舵桿與舵葉時,需在舵桿錐體處均勻涂抹環氧樹脂,舵葉與舵桿為對稱雙鍵的錐體配合,根據CB/T3427-2013《船舶舵系零部件修理和安裝技術要求》(以下簡稱《要求》)中的5.1.4舵桿、舵葉錐體連接裝配的軸向位移公式:
(1)
式中,S1為舵桿、舵葉錐體連接裝配的軸向位移,mm;d1為舵桿錐體大端軸頸直徑(不計護套壁厚), mm;k1為配合的錐度。
以舵桿錐體與舵葉錐孔緊密貼合作為S1的起始點。計算舵桿、舵葉安裝時最小位移S1:

根據《要求》中6.1舵銷錐體連接裝配軸向位移公式:
(2)
式中,S2為舵銷錐體連接裝配的軸向位移,mm;d2為舵銷錐體大端直徑(不計護套壁厚),mm;k2為舵銷錐度。
以舵銷與舵銷錐孔緊密貼合作為軸向位移S2的起始點。舵銷安裝時,計算最小位移S2:

4)舵葉舵桿及舵葉舵銷的安裝位移量滿足給定的數值后,旋緊舵桿、舵銷螺母。在螺母與舵葉的支撐平面間,應滿足0.05 mm的塞尺局部插入深度不大于10 mm,插入段周長不得超過螺母周長的10%。滿足要求后,安裝螺母止動墊片。
5)調整舵葉,滿足舵桿下舵承與舵桿在前、后、左、右4個方向的間隙差值不大于0.10 mm,選用合適的墊塊將舵桿4個方向對稱塞住;將修理組裝后的掛臂舵安裝到舵葉上,調整掛舵臂下平面到舵葉的距離為30 mm后,用3塊調整墊塊(30×100×300)墊平;調整舵銷與舵銷軸承的裝配間隙,滿足前、后、左、右4個方向的間隙差值不大于0.10 mm后,選用合適的墊塊將舵銷前、后、左、右對稱塞住,舵系安裝定位示意圖如圖3所示。
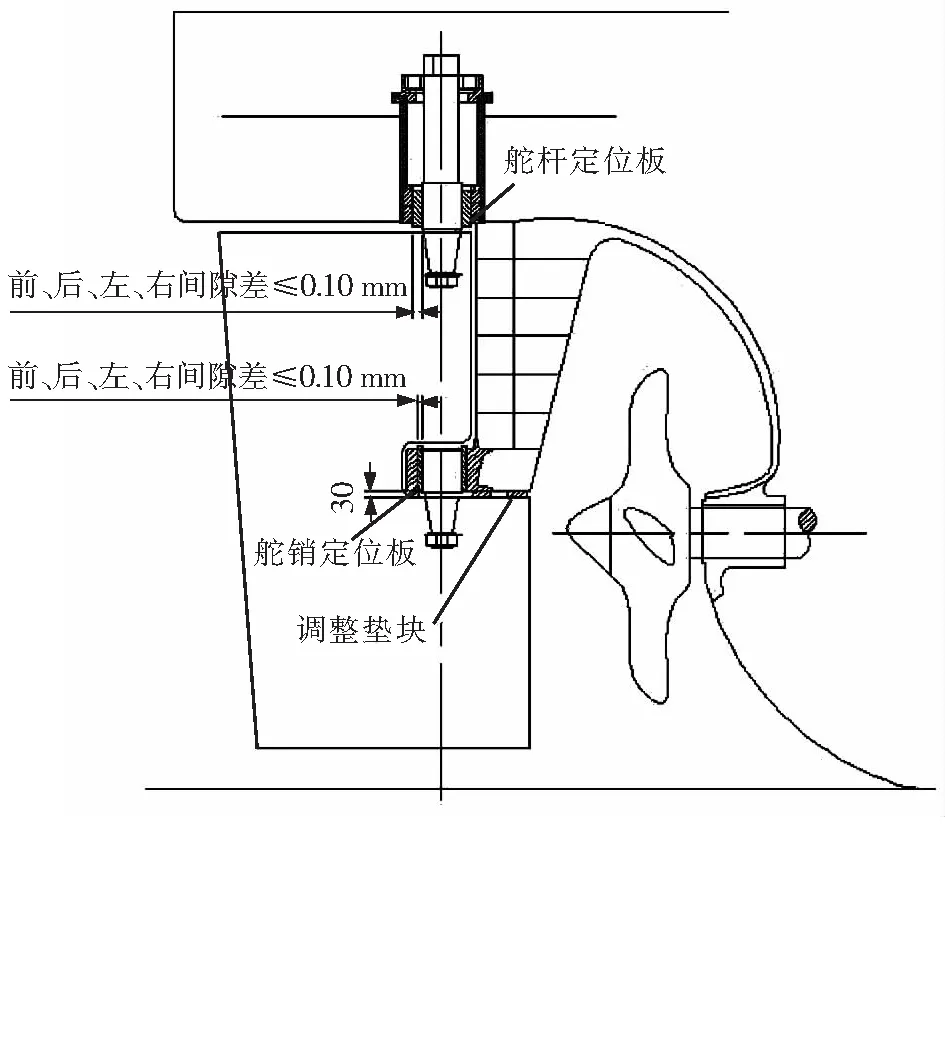
圖3 舵系安裝定位示意圖
6)舵桿舵銷安裝后,固定掛舵臂下端,用背梁將其固定在掛舵臂上部外板處。
7)裝配固定后,先焊接內部構件,內部構件開雙面坡口,雙面焊接,內部構件焊接完成后封焊掛舵臂外板。具體要求如下:①切割及焊接所涉及的板材厚度為30 mm,材質CCSD;②板材焊接時,按照相關的焊接工藝進行焊接施工;③焊接施工時風速大于2 m/s時,需采取防風措施;④環境溫度低于0 ℃時,預熱溫度至少達到50 ℃,所有焊接區域均應保持干燥。
8)封焊工藝孔,由于背面空間封閉無法施焊,僅將焊接面開單面坡口,貼鐵襯墊后再進行焊接,坡口角度及焊接襯墊裝配示意圖如圖4所示。
9)掛舵臂外板的塞焊孔若有開裂的位置,將原焊肉刨掉后重新焊接。
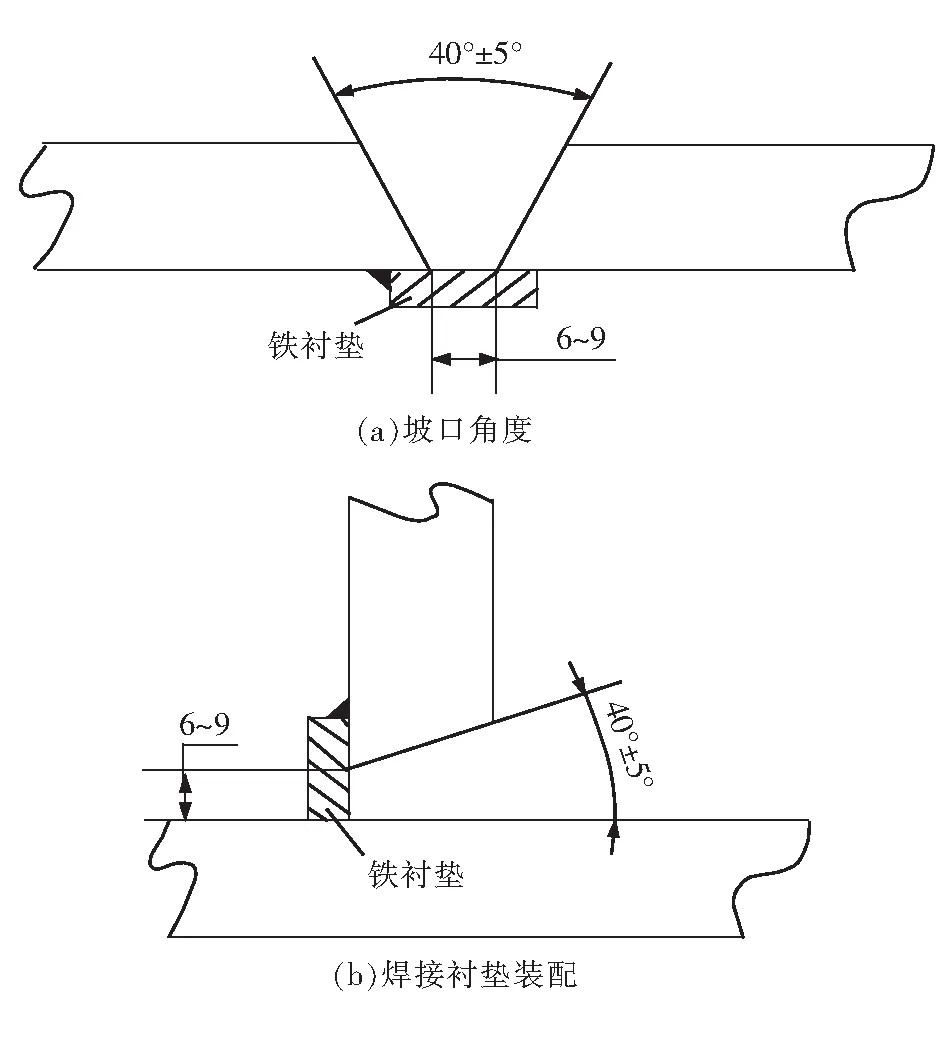
圖4 坡口角度及焊接襯墊裝配示意圖
10)焊接完成后掛舵臂焊接處光順處理,磁粉探傷無裂紋等缺陷存在。
11)拆去所有舵系安裝的輔助固定板,安裝舵柄、舵機,復測舵承各部位間隙,交船檢及船東檢查合格后,進行舵系效用試驗,滿足舵機從一舷35°轉至另一舷30°所需時間不大于28 s,連續實驗測量不少于4次,轉動時平穩無卡阻等現象。
方案經過船檢、船東的認可,使得此次換新修理有了明確的作業流程和要求,在各施工人員的共同努力及船東的、船檢的配合下,及時有效地完成了此次的舵系換新工程,也為今后的舵系修理提供了新的思路和方法。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20