直埋熱水保溫管道接頭補口工藝改進與應用
2021-03-02 06:22:24許文娜董正委魏繼春
煤氣與熱力 2021年1期
關鍵詞:工藝
邱 航,李 鵬,許文娜,董正委,魏繼春,潘 峰
(1.青島泰能科技實業發展有限公司,山東 青島 266000;2.青島能源設計研究院有限公司,山東 青島 266000)
1 概述
目前,我國大多數的城鎮熱網采取預制直埋保溫管直埋敷設,預制直埋保溫管由PE外護管、聚氨酯保溫層、工作鋼管組成,具有環保、強度高、質量小的優點。但是,在實際工程中,由于直埋熱水保溫管道接頭補口出現破裂,地下水滲入保溫層導致聚氨酯受熱后碳化失效的情況時有發生。本文分析直埋熱水管道接頭的常規補口工藝存在的問題,提出改進工藝,對實際應用效果進行分析。
2 常規工藝及存在的問題
① 常規工藝
常規補口結構見圖1。常規補口工藝主要包括:電熱熔套(剖開式,材質為PE,與PE外護管搭接位置及電熱熔套剖開搭接位置均設置了嵌入式電加熱絲)熱熔焊接、熱收縮帶烘烤密封、現場發泡。
電熱熔套熱熔焊接:先清理電熱熔套與PE外護管搭接位置,采用電熱熔套對補口進行包覆,然后用夾具將電熱熔套與PE外護管的搭接位置壓緊,電熱熔套剖開搭接位置采用橫置木條壓緊。通電,對電熱熔套與PE外護管搭接位置及電熱熔套剖開搭接位置實施電熱熔焊接。要求電熱熔套必須與PE外護管為同一生產廠家,以達到良好的熔合效果。根據PE外護管厚度、施工環境溫度,設定合適的加熱電流,保證適合的加熱溫度,防止加熱溫度過低(熔合不足)或過高(PE碳化)。
熱收縮帶烘烤密封:采用熱收縮帶對電熱熔套筒與PE外護管的搭接位置進行進一步的密封處理,可使用液化石油氣火焰噴槍對熱收縮帶進行烘烤加熱。
現場發泡:電熱熔套熱熔焊接、熱收縮帶烘烤密封結束后,利用現場發泡機對補口位置進行現場發泡。現場發泡機注料完成后,先封堵聚氨酯注料口,待排氣孔有聚氨酯溢出時將排氣孔進行封堵。
② 存在的問題
熱收縮帶與PE外護管及電熱熔套的粘接效果,與粘接表面是否存在水漬、油污以及烘烤溫度、時間關系密切。加之采用單一的粘接方式以及搭接寬度比較小,隨著工作鋼管的熱伸長,粘接位置容易開裂,易導致地下水從熱熔焊接質量薄弱位置進入聚氨酯保溫層。聚氨酯注料口、排氣孔也是地下水進入聚氨酯保溫層的薄弱位置。
3 改進工藝
3.1 改進后的補口結構
改進后的補口結構(見圖2)主要包括兩層:第1層仍為電熱熔套+現場發泡。第2層為熱收縮套組件(熱收縮套+橡塑海綿,熱收縮套為未非剖開型),熱收縮套組件外層采用熱收縮套,軸向長度應保證超出電熱熔套兩側各200 mm,熱收縮套組件內層采用孔隙率較大的橡塑海綿,軸向長度應保證超出電熱熔套兩側各30 mm。在熱收縮套兩端與PE外護管烘烤粘接后,還采用PET打包帶和不銹鋼絲在粘接位置進行雙重加固密封。
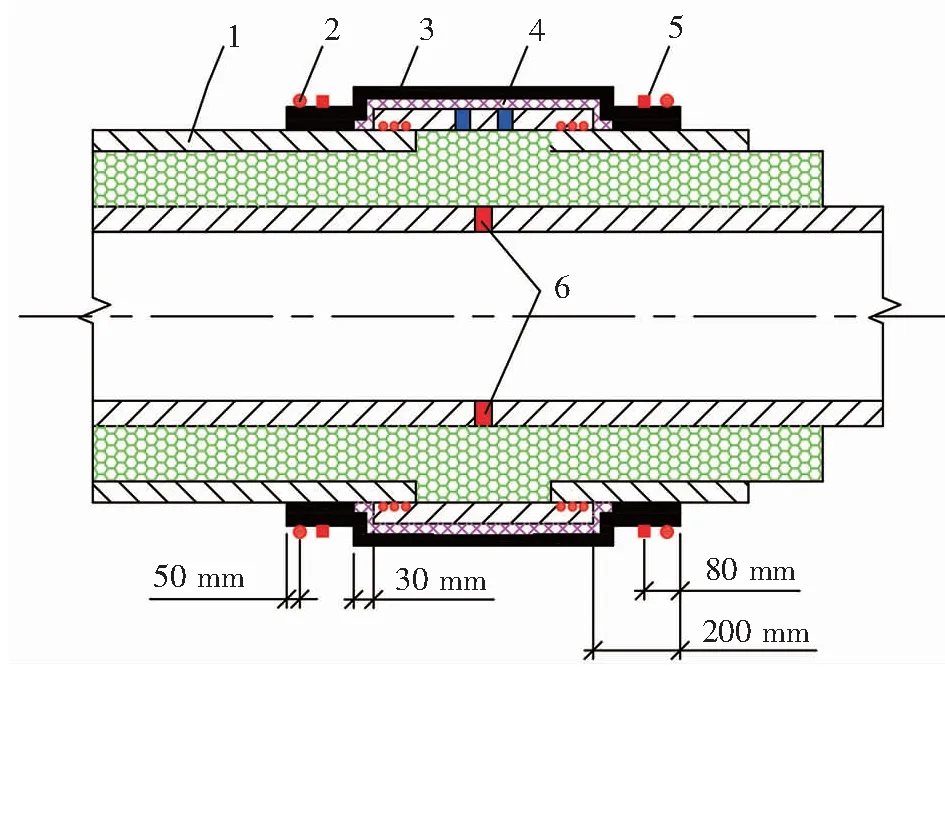
圖2 改進后的補口結構1.PE外護管 2.不銹鋼絲 3.熱收縮套 4.橡塑海綿 5.PET打包帶 6.工作鋼管焊縫
3.2 施工工藝
① 安裝
始終保持管溝內的低水位,防止積水浸泡直埋熱水保溫管道及熱收縮套組件。在工作鋼管組對焊接前,將熱收縮套套在已經安裝到位的直埋熱水保溫管道上,保留原包裝并包覆一定的保護材料,禁止踩踏,以及放置任何工器具、材料等。保護措施完善后,進行相鄰預制直埋保溫管的吊裝、對口工作。在工作鋼管組對焊接時,應避免焊渣飛濺至熱收縮套的保護材料上,引發火災,造成熱收縮套損毀。
工作鋼管組對焊接后,先進行電熱熔套施工(與常規補口工藝一致)。與常規補口工藝不同的是,在電熱熔套施工結束后先進行現場發泡,然后再進行熱收縮套組件的安裝。在進行熱收縮套組件的安裝時,先用橡塑海綿包覆電熱熔套,并采用橡塑專用膠帶粘接定型,然后將熱收縮套安裝到位。接下來,將熱收縮套向上提起,自下向上烘烤熱收縮套與PE外護管搭接位置,并保證收縮均勻。待烘烤完成后,檢查整個受熱面是否存在氣泡,對有氣泡的地方還應進一步烘烤,確保氣體排出。對于工作鋼管公稱直徑大于等于400 mm的熱收縮套,應采用雙組火焰同時對兩道搭接位置進行加熱。
② 檢驗
熱收縮套收縮成型并冷卻至常溫后,外觀不應有較大的翹邊、褶皺。粘接部分的中間位置允許出現褶皺,但皺起部分高度應小于4 mm,整個粘接部分的褶皺數量不得超過6處。粘接部分外邊緣不得出現褶皺。粘接部分的中間不得有碳化現象,邊緣允許少量碳化,PE外護管不應有碳化現象。
③ 加固密封
檢驗合格后進行加固密封。先在距熱收縮套兩端各80 mm處各纏繞1圈PET打包帶,使用打包機拉緊并將接頭熔接。然后在距熱收縮套兩端各50 mm處各纏繞2圈304不銹鋼絲,環向不得交叉,使用拉緊裝置拉緊,用鎖緊器將鋼絲固定,拉緊的鋼絲應輕微嵌入熱收縮套表面并不應在橫向產生移動。
④ 管溝回填
管溝回填應執行相關規范要求,并且回填材料不應含有石塊及其他硬質雜物,以免損傷熱收縮套。
3.3 改進工藝的優勢
熱收縮套組件將常規工藝中分段式熱縮收帶密封改進為熱收縮套密封,消除了熱收縮帶與PE外護管粘接處易受工作鋼管熱伸長影響,導致的開裂。將常規補口工藝中暴露在土壤環境中的聚氨酯注料口、排氣孔包裹在熱收縮套內,杜絕了滲水。
熱收縮套與PE外護管粘接處用于加固密封的PET打包帶、不銹鋼絲,耐酸堿性強,可經受地下水的侵蝕。PET打包帶在較寬的溫度范圍內具有優良的物理機械性能,長期使用溫度可達120 ℃,抗蠕變性、耐疲勞性、耐摩擦性、尺寸穩定性均比較突出。不銹鋼絲采用環繞兩圈后鎖緊的方式,這樣能夠使熱收縮套密封面在環向上每一點都能夠受到相同的徑向壓力,從而保證了密封效果。
4 實際應用效果
在2011年建成的某熱電廠熱網中,有1 km管道敷設在河道內,完全淹沒在河水中。改進補口工藝對直埋保溫管道接頭起到了良好的防護作用,工程已順利通過了驗收。從供暖期監測數據及現場觀察情況來看,截至目前,直埋熱水保溫管道接頭補口未發生泄漏,運行狀況良好。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
