超大型催化裝置再生器開側窗設置吊裝軌道更換分布板施工技術
2021-03-15 07:03:32楊雪艷
化工設計通訊 2021年2期
關鍵詞:焊縫
封 龍,楊雪艷
(陜西化建工程有限責任公司,陜西咸陽 712100)
1 工藝原理
1.1 再生器大分布板拆除、安裝分片重量
編號1~5,數量各1片,重量分別為:15.1t,12.5t,12.5t,9.5t,9.5t。
1.2 施工方法
以再生器器壁標高33.6m為側窗上口標高,165°為側窗中心線,向下開寬2.5m、高3.5m的側窗作為技改內件進出通道。為了吊裝再生器大分布板、小空氣環、待生催化劑入口分配器、施工過程中需要拆除的部分內件(原有5根一級料腿、6根二級料腿及相應的拉桿、翼閥、防倒錐,施工結束后原樣恢復)及大分布板下部操作平臺材料,在內部器壁標高33.6m處(軌道梁梁頂標高)設置吊裝軌道。再生器大分布板分5片拆除、5片安裝。分片部件從再生器施工側窗處進出,在再生器器壁內部設置吊裝軌道(1根主梁,主梁伸出側窗外2m;4根次梁),主梁上設置2臺10t單軌手拉跑車葫蘆,4根次梁上各設置1臺10t單軌手拉跑車葫蘆。隔板1施工使用主梁上的2臺葫蘆,新隔板使用外部吊車吊裝至側窗外部,外伸主梁上靠內側的1臺葫蘆接住向內拉,外側吊車向內送,送到靠外側的葫蘆的吊裝點上,外部吊車摘鉤,兩臺葫蘆同時配合向內部移動,移動到容器中央,緩慢垂直下落到安裝位置。隔板2~5的吊裝先按隔板1的吊裝方法將部件吊裝到容器中央,然后倒給靠同一側的2根次梁上的葫蘆,再吊裝至相應的安裝位置。吊裝過程一定要平穩。舊隔板的拆除吊裝方法與新件的吊裝方法相反。
1.3 再生器隔板吊裝橫梁校核
1.3.1 說明
① 校核依據隔板吊裝橫梁及相關尺寸。
② 經查閱文獻得知,10t單軌手拉跑車葫蘆匹配的工字鋼軌道為I28a~I63c。
③ 橫梁選用熱軋工字GB/T706—2016材質Q235A,經查GB/T700—2006σs=235MPa,其中許用[σ]=235/1.4=167.85MPa。
④ 構件支點筋板連接采用角焊縫,焊縫高度hs=20mm。
⑤ 橫梁最好整根采購,若分段連接,建議采用栓+焊形式,即主梁對接焊再加筋板栓。
⑥ 4根支梁通過筋板與主梁焊接固定,因主梁上安裝的2臺葫蘆需全程移動,故主、支梁安裝高差必須保證葫蘆順利通過,經查閱10t單軌手拉跑車葫蘆使用說明書得知,高差>190mm。
⑦ 為了保證葫蘆安全運行,支、主梁兩端需設置車擋,且葫蘆滑軸線宜沿梁妥善布置。
⑧ 在主、支梁支點力學性能核算中,因其彎曲應力較小,故忽略不計,只記取剪應力。
⑨ 葫蘆對梁的受力按集中載荷記取,梁的自重按均布載荷處理。
1.3.2 支梁校核
1.3.2.1 材料性能指標
主梁選用Q235熱軋I36b 經查GB/T706-2016每米重量65.689kg,抗彎W=919cm3,高度h=360mm
1.3.2.2 支梁受力分析
根據給定工況,選取吊裝隔板2時的最大受力工況進行分析。此時,當葫蘆運行到梁中央時,其受力最大,單根支梁受力如圖1所示。
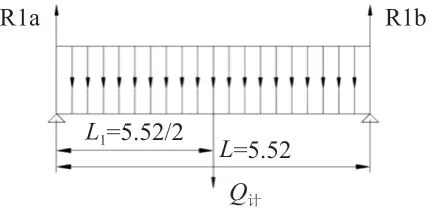
圖1 單根支梁受力示意圖
圖中,吊裝計算載荷Q計=K1K2(Q1+Q2)
其中,Q1:隔板重量Q1=12.5/2t;K1:動載系數;K2:不平衡系數;Q2:機鎖具重量,Q2=2t(按自重2t考慮)。

q:支梁自身重量,均布載荷,q=65.689kg/m
橫梁自重G=q×L=65.689×5.52=0.36t。

1.3.2.3 校核
支梁中點O處彎矩
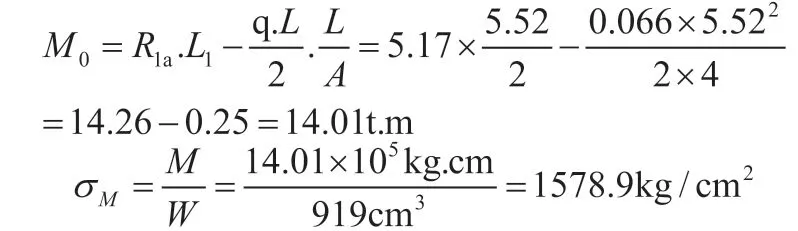
Q235許用彎曲許用應力[σ]=235/1.4=167.8MPa=1678kg/cm2>σMI36b可以滿足。
1.3.2.4 節點焊縫系數校核
因支梁與塔壁焊接較牢,以支梁與主梁連接節點進行簡單校核。因支梁筋板受彎很小,在此只進行剪應力校核,此時以2道主立縫考慮,焊縫有效長度lw=310mm×0.8=248mm(0.8為引弧板焊縫長度折減系數),焊縫高h=20mm。
1.3.3 主梁校核
1.3.3.1 材料性能指標
主梁選用Q235熱軋I63c 經查GB/T706—2016 每米重量141.4kg,抗彎W=3 300cm3,高度h=630mm。
1.3.3.2 主梁受力分析
根據給定工況,選取吊裝隔板分片1時的最大受力工況進行分析,此時,在葫蘆吊重移動過程中,當重物移動到梁中央時,梁中央受力最大。
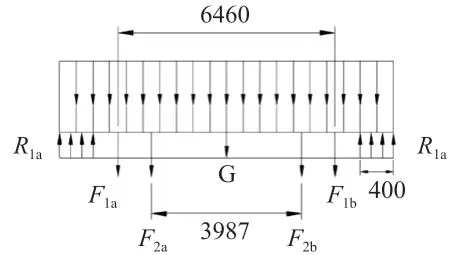
圖2 主梁受力分析示意圖
圖2中:R1a、R1b主梁為支座反力,F1a、F1b:吊重計算載荷,F2a、F2b為次梁支梁反力。

F2a、F2b隔板1、2不可能同時作業,故在此只取支梁重量引起反力。

(葫蘆重量按1t考慮)。
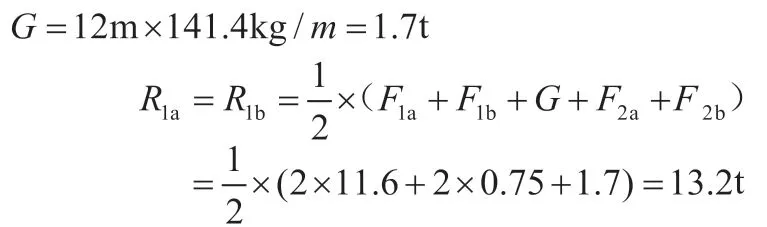
1.3.3.3 主梁中心點彎矩校核
根據計算出的彎矩,主梁選用I56a即可滿足要求,其中W1=2 340cm3

1.3.3.4 節點焊縫系數校核
按照主梁與器壁焊接結構,考慮筋板自重受彎很小,在此只進行剪應力校核,此時以3道焊縫考慮(6道角焊縫),焊縫有效長度lw=400mm×0.8=320mm(0.8為引弧板焊縫長度折減系數),焊縫高h=20mm。R1a=13.2t,此處剪切應力=13.2*1000/6*0.7*2*32=49.10kg/cm2(0.7為焊縫高度折減系數)。焊縫許用應力[στ]=120MPa。所以節點焊縫可以滿足。
通過上述計算校核,I56a與I36b配套使用就可以滿足要求,考慮到安全角度,吊梁最終選用I56c與I36c配套使用,配套使用時須注意次梁與主梁筋板連接處需割豁口,保證小車能夠自由通過。
2 施工工藝流程及操作要點
2.1 側窗加固
為了防止開側窗后筒體變形,開側窗前在切割焊縫周邊及側窗本體上焊接加固型鋼及鋼板。焊接焊縫要求滿焊,焊腳高度不下于鋼板及焊接H型鋼翼緣板厚度。側窗恢復后拆除側窗加固,拆除過程中防止器壁母材損傷。加固拆除結束后,焊接加固的器壁位置連同側窗焊縫同時進行焊后熱處理,消除焊接應力。
2.2 側窗施工
以再生器器壁標高3.6m為側窗上口標高,165°為側窗中心線,向下開寬2.5m、高3.5m的側窗作為技改內件進出通道。為了保證焊縫切割質量,采用自動切割機切割,割嘴向側窗側傾斜一定角度,方便后續焊口修磨。為了防止后續焊接裂紋,側窗4個角采用弧形切割焊縫。側窗恢復時焊縫進行焊前預熱、焊后熱處理。
2.3 軌道梁施工
在內部器壁標高33.6m處(軌道梁梁頂標高)設置吊裝軌道(1根主梁,主梁伸出側窗外2m;4根次梁)。主梁與器壁連接節點、主梁與次梁連接節點、次梁與器壁連接節點的所有焊縫焊接結束后做滲透檢測,防止焊接裂紋。主梁兩端、次梁靠近器壁端設置車擋。主梁上設置2臺10t單軌手拉跑車葫蘆,4根次梁上各設置1臺10t單軌手拉跑車葫蘆。軌道葫蘆安裝完畢后,進行重物試吊,檢測軌道葫蘆是否能正常工作。內件吊裝結束后,拆除軌道梁,拆除過程中防止器壁母材損傷。軌道梁拆除結束后,器壁焊接位置進行局部熱處理,消除焊接應力。
2.4 分布板分片吊裝
再生器大分布板分5片拆除、5片安裝。分片部件從再生器施工側窗處進出。隔板1吊裝使用主梁上的2臺葫蘆,新隔板使用外部吊車吊裝至側窗外部,外伸主梁上靠內側的1臺葫蘆接住向內拉,外側吊車向內送,送到靠外側的葫蘆的吊裝點上,外部吊車摘鉤,兩臺葫蘆同時配合向內部移動,移動到容器中央,緩慢垂直下落到安裝位置。隔板2~5的吊裝先按隔板1的吊裝方法將部件吊裝到容器中央,然后倒給靠同一側的2根次梁上的葫蘆,再吊裝至相應的安裝位置。舊隔板的拆除吊裝方法與新件的吊裝方法相反。吊裝過程一定要平穩。
3 質量控制
1)嚴格按照質量保證體系進行,制作工程必須嚴格按照工藝卡進行執行,杜絕各種違反施工工藝的行為。
2)明確各工序的質量要求,層層把關,質量要求落實到個人。
3)焊接人員、質檢人員、起重必須落實到位,持證上崗。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
