基于RecurDyn的數(shù)控不落輪車床踏面車刀沖擊載荷的仿真研究
2021-03-18 03:25:06孫德鵬
機(jī)電信息 2021年8期
摘 要:踏面車刀是數(shù)控不落輪車床車削加工輪對(duì)踏面的工具,由于地鐵車輛的輪對(duì)表面在高速運(yùn)行過程中會(huì)出現(xiàn)擦傷、裂紋、剝離等情況,所以在修復(fù)踏面時(shí)車刀切入過程的崩刃現(xiàn)象非常突出。鑒于此,基于多體動(dòng)力學(xué)仿真平臺(tái)RecurDyn,在車刀刀刃處取觀測(cè)點(diǎn),模擬車刀的實(shí)際切削狀態(tài),以獲得觀測(cè)點(diǎn)的應(yīng)變與應(yīng)力曲線,分析不同切削速度、進(jìn)給量下觀測(cè)點(diǎn)所受最大應(yīng)變和應(yīng)力的影響。
關(guān)鍵詞:RecurDyn;合金車刀;沖擊載荷;動(dòng)力學(xué)仿真
0 引言
在電客車高速運(yùn)行過程中,制動(dòng)力過強(qiáng),輪對(duì)被閘瓦抱死,輪對(duì)在鋼軌上滑行會(huì)產(chǎn)生踏面剝離和擦傷等缺陷。輪對(duì)鏇修時(shí),缺陷的存在會(huì)產(chǎn)生沖擊、振動(dòng),導(dǎo)致硬質(zhì)合金刀片崩刃現(xiàn)象的發(fā)生。
本文采用多體動(dòng)力學(xué)仿真平臺(tái)RecurDyn,在刀刃處取觀測(cè)點(diǎn),分析不同切削速度和進(jìn)給量時(shí)觀測(cè)點(diǎn)所受最大應(yīng)變和應(yīng)力的影響,仿真結(jié)果為在輪對(duì)踏面缺陷處切削時(shí)選擇合理的切削速度和進(jìn)給量提供了理論參考。
1 模型的建立
1.1? ? 接觸力算法
在Hertz接觸問題中,由于接觸區(qū)附近變形受周圍介質(zhì)約束,因而各點(diǎn)處于三向應(yīng)力狀態(tài),隨離接觸面距離的增加而迅速衰減。此外,接觸應(yīng)力與外加壓力呈非線性關(guān)系,并與材料的彈性模量和泊松比有關(guān)。
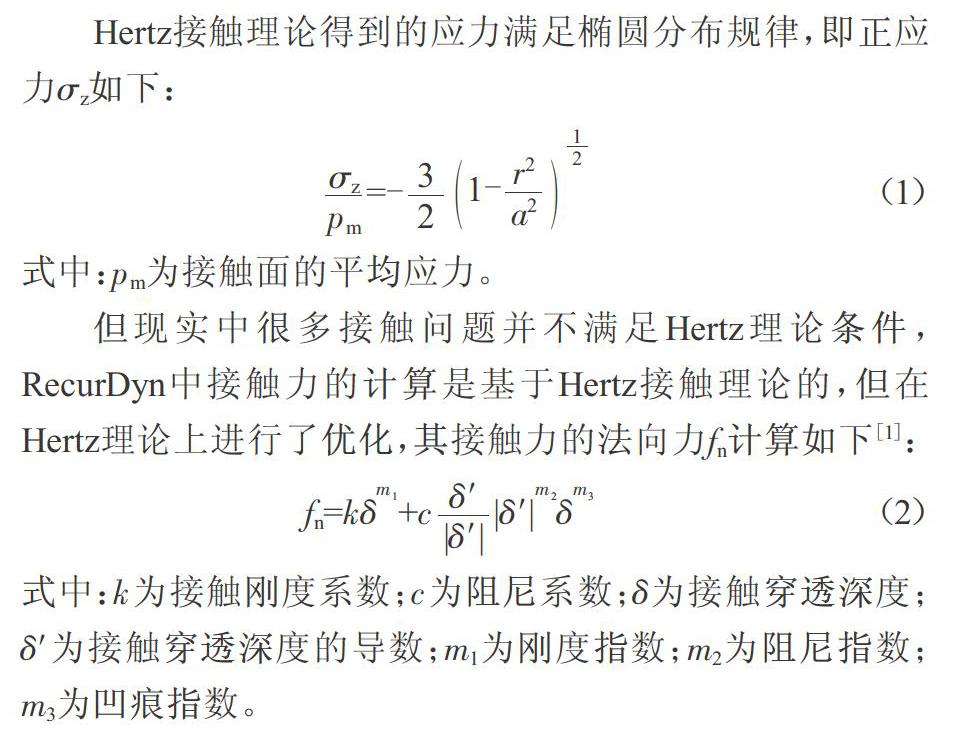
Hertz接觸理論得到的應(yīng)力滿足橢圓分布規(guī)律,即正應(yīng)力σz如下:
式中:pm為接觸面的平均應(yīng)力。
但現(xiàn)實(shí)中很多接觸問題并不滿足Hertz理論條件,RecurDyn中接觸力的計(jì)算是基于Hertz接觸理論的,但在Hertz理論上進(jìn)行了優(yōu)化,其接觸力的法向力fn計(jì)算如下[1]:
式中:k為接觸剛度系數(shù);c為阻尼系數(shù);δ為接觸穿透深度;δ′為接觸穿透深度的導(dǎo)數(shù);m1為剛度指數(shù);m2為阻尼指數(shù);m3為凹痕指數(shù)。
這些參數(shù)取決于所選用材料的類型、尺寸等因素。
1.2? ? 仿真模型的建立
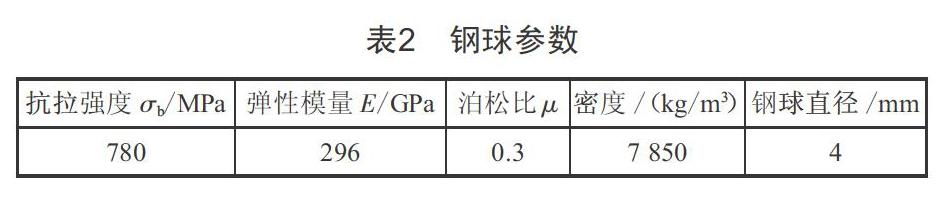
為了獲得與實(shí)際情況盡可能相符的分析結(jié)果,輪對(duì)踏面缺陷模擬采用實(shí)心鋼球,主要原因有兩個(gè):一是曲面跟平面接觸,應(yīng)力變化情況較為復(fù)條,各接觸點(diǎn)的工作角度不一致,與實(shí)際情況更加貼近;二是曲面、平面從接觸到撞擊的過程是一個(gè)由點(diǎn)到面的發(fā)展過程,這樣的沖擊力也與實(shí)際情況更加貼近。
RecurDyn中的節(jié)點(diǎn)柔性體(FFlex)以柔性體節(jié)點(diǎn)的相對(duì)變形來描述其變形量,適用于接觸及大變形等非線性力學(xué)問題方面,而本文中的踏面刀片,工作時(shí)主要與輪對(duì)踏面接觸,且只有進(jìn)給方向的位移,因此對(duì)刀片和模擬踏面缺陷的鋼球劃分網(wǎng)格均采用RecurDyn自帶的網(wǎng)格劃分工具。
接著在踏面刀片和大地之間添加平移副,在鋼球上定義初始速度,在鋼球和踏面刀片之間添加接觸,以刀刃邊緣節(jié)點(diǎn)為觀測(cè)點(diǎn),并給此觀測(cè)點(diǎn)添加云圖數(shù)據(jù)軌跡。
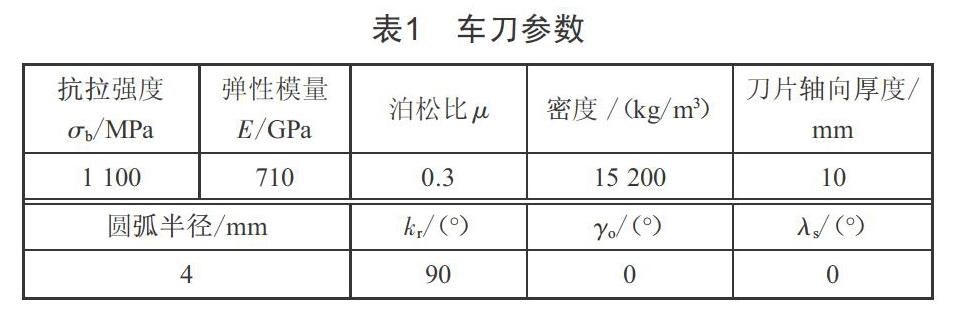
車刀背刀量取值2 mm,車刀和鋼球的建模及仿真參數(shù)如表1和表2所示[2-3]。
最終,沖擊系統(tǒng)的仿真模型如圖1所示。
2 沖擊斷裂仿真分析
切削參數(shù)和仿真結(jié)果如表3所示。
當(dāng)切削速度從40~120 m/min,進(jìn)給量從0.1~0.6 mm/r變化時(shí),最大應(yīng)變?chǔ)舲從0.024 9 mm增加到0.047 2 mm,增幅為89.6%;最大應(yīng)力σz從6 559.33 N/mm2增加到9 337.42 N/mm2,增幅為42.4%。
當(dāng)切削速度為40 m/min,進(jìn)給量從0.1~0.6 mm/r變化時(shí),最大應(yīng)變?chǔ)舲從0.025 7 mm下降到0.024 9 mm,降幅為3.11%;最大應(yīng)力σz從6 884.17 N/mm2下降到6 559.33 N/mm2,降幅為4.72%。
當(dāng)切削速度為80 m/min,進(jìn)給量從0.1~0.6 mm/r變化時(shí),最大應(yīng)變?chǔ)舲從0.038 1 mm下降到0.037 5 mm,降幅為1.57%;最大應(yīng)力σz從7 737.68 N/mm2下降到7 404.25 N/mm2,降幅為4.31%。
當(dāng)切削速度為120 m/min,進(jìn)給量從0.1~0.6 mm/r變化時(shí),最大應(yīng)變?chǔ)舲從0.047 2 mm下降到0.046 1 mm,降幅為2.33%;最大應(yīng)力σz從9 337.42 N/mm2下降到8 768.63 N/mm2,降幅為6.09%。
由表3可以得出,切削速度越大,刀片發(fā)生沖擊斷裂的可能性越高,在一定的范圍內(nèi)增大進(jìn)給量,踏面缺陷對(duì)刀片的沖擊影響并不明顯;當(dāng)進(jìn)給量達(dá)到一定值時(shí),踏面缺陷對(duì)刀片的沖擊所產(chǎn)生的最大應(yīng)變和應(yīng)力有下降的趨勢(shì),說明此時(shí)刀片和踏面缺陷的正面撞擊變?yōu)榱诵比敕较颍徊糠帜芰繐p失,即最大應(yīng)變和應(yīng)力下降,這與實(shí)際切削情況相吻合。
3 結(jié)論
數(shù)控不落輪車床切削輪對(duì)踏面時(shí),車刀崩刃現(xiàn)象突出。本文借助虛擬仿真平臺(tái)RecurDyn,對(duì)車刀刀片所受到的沖擊載荷進(jìn)行了仿真,以降低生產(chǎn)成本為目的,具有較強(qiáng)的理論和實(shí)際指導(dǎo)意義。
本文通過研究,得出以下結(jié)論:
(1)通過仿真發(fā)現(xiàn),切削速度對(duì)刀片的碰撞載荷影響最大,當(dāng)切削速度不斷增大時(shí),刀片所受的應(yīng)變和應(yīng)力急劇增大。
(2)在相同切削速度的情況下,進(jìn)給量對(duì)刀片的碰撞載荷影響較小,當(dāng)進(jìn)給量不斷增大時(shí),刀片所受的應(yīng)變和應(yīng)力變化不大,且有減小的趨勢(shì),即刀片和踏面缺陷的正面撞擊變?yōu)榱诵比敕较蚨芰繐p失,使得刀片所受的應(yīng)變和應(yīng)力減小。
(3)在最小的切削速度、大進(jìn)給量的情況下,刀片所受的沖擊載荷較小,刀片所受應(yīng)變和應(yīng)力也較小,且踏面缺陷對(duì)刀片的沖擊次數(shù)減少,這將大大減小刀片發(fā)生斷裂失效的概率。
(4)在實(shí)際加工過程中,當(dāng)?shù)镀M(jìn)入踏面缺陷區(qū)域,應(yīng)將切削速度(輪對(duì)轉(zhuǎn)速)調(diào)整到最小值。如果輪對(duì)表面質(zhì)量很差,黑皮層很厚,一刀粗車不能切掉踏面多個(gè)缺陷,且背刀量過大容易出現(xiàn)退刀和悶車現(xiàn)象,另外輪對(duì)軸向竄動(dòng)和徑向跳動(dòng)較大,這時(shí)需將加工工藝分為兩刀粗車和一刀精車。第一刀粗車盡量將背刀量設(shè)為大值,且低于悶車和退刀風(fēng)險(xiǎn)值,以最慢切削速度和盡可能小的進(jìn)給量車削,隨時(shí)觀察刀片的破損情況。第二刀粗車以最慢的切削速度進(jìn)行切削,適當(dāng)加大車刀進(jìn)給量,這時(shí)刀片將會(huì)加快離開缺陷區(qū)域,沖擊載荷減小,沖擊次數(shù)減少,刀片斷裂失效的概率將會(huì)減小。當(dāng)粗車完畢,機(jī)床測(cè)量后開始精車時(shí),將切削速度設(shè)置為40 m/min左右,進(jìn)給速度設(shè)置為50~60 m/min,加工后輪對(duì)的表面光潔度將會(huì)達(dá)到最優(yōu)。
[參考文獻(xiàn)]
[1] 劉義.RecurDyn多體動(dòng)力學(xué)仿真基礎(chǔ)應(yīng)用與提高[M].北京:電子工業(yè)出版社,2013.
[2] 尹成湖,周湛學(xué).機(jī)械加工工藝簡明速查手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2016.
[3] Hegenscheidt-MFD GmbH&Co.KG.U2000-400 Underfloor Wheelset Lathe User's Manual[Z].
收稿日期:2021-01-18
作者簡介:孫德鵬(1978—),男,陜西銅川人,碩士研究生,工程師,研究方向:機(jī)械CAD/CAE/CAM。
