超高壓磨料射流兩用型切割執行機構結構設計
2021-04-06 06:09:42劉占鏖王興旺孫慧銘王超
化工管理 2021年9期
劉占鏖,王興旺,孫慧銘,王超
(中海油能源發展股份有限公司 工程技術分公司,天津 300452)
0 引言
磨料射流切割是指在水射流中加入金剛砂或石榴石等較硬固體顆粒,通過高壓泵加壓、噴嘴加速后沖擊被切割物體,利用磨料顆粒對材料的沖蝕實現切割的技術[1]。一般磨料水射流切割系統主要包括高壓泵、磨料混合系統和切割執行系統。切割執行系統主要實現切割軌跡的控制,如直線型切割、弧線型切割以及不規則的路徑切割等。
Hiroshi Yamaguchi通過試驗研究了水深超過100m的高壓磨料射流內切割系統,解決了管柱堵塞和切割效果遠程反饋的問題[2]。C. Brandt等提出高壓磨料射流技術可用于海洋石油的水下設施清理、切除、打撈等作業,介紹了高壓磨料射流切割系統組成并進行了切割試驗[3]。John W. Brandon等重點介紹內切割技術用于平臺棄置的現狀并指出對于大型結構物需使用外切割技術[4]。李羅鵬等設計了水下套管內切割工具和適用于切割隔水管的外切割工具,并進行了實驗。陳建兵等設計了兩種驅動形式的切割裝置,形成了配套的磨料射流切割多層套管工藝。馬認琦等對比分析了國內外磨料射流井下切割設備及其性能參數,介紹了250 MPa超高壓磨料射流井下內切割核心技術和設備[5]。姜奇壯等針對石油修井作業中的小直徑管柱切割設計了磨料射流內切割工具[6]。
以上研究大部分屬于磨料射流內切割技術,針對平臺水下樁腿、井口、分離器、儲罐等大尺寸結構物的磨料射流外切割工具研究還屬空白。采用三維軟件自主設計超高壓磨料射流兩用型切割執行機構,在原來套管內切割的基礎之上研制外切割執行機構,不僅可以實現直線行走,而且可以實現圓弧切割,可廣泛應用于儲油罐的切割、鋼筋混凝土結構切割,甚至用于炮彈等高危物品的安全切割。對于高壓磨料射流切割技術在石油工業的推廣應用具有重要意義。
1 結構組成及工作原理
超高壓磨料射流兩用型切割執行機構三維結構設計如圖1所示,主要由運動系統、軌道系統、夾持系統和輔助調節系統四部分組成。工作時,將執行機構軌道粘貼于被切割物件的表面,根據所需吸附力的大小改變強磁貼片的個數,從而實現吸附力的可控性。然后安裝爬行系統的主框架、調節鏈輪、高度調節單元,控制鏈輪與軌道面的接觸面大小,調節調整塊與承托板,可實現高壓噴嘴與被切割物件角度調節。調節完畢后,向動力單元施加液壓,馬達的輸出軸帶動鏈輪轉動,鏈輪與軌道面接觸,輸出轉矩,動力單元固定于主框架上,由動力單元輸出轉矩作用于整個爬行機構上,從而使爬行機構在軌道機構上爬行,進而實現超高壓磨料射流切割。通過使用剛性和柔性軌道面,可以實現軌道爬行器直線和弧線行走,從而實現直線切割和弧線切割。

圖1 兩用型切割執行機構
2 運動系統設計
2.1 動力系統設計選型
在動力系統設計選型方面,較常用的有電動機和液壓馬達兩種類型。電機使用靈活,受限條件比較少,容易實現高速,但是輸出扭矩比較小。液壓馬達的使用需要一套與之配套的系統,但是其具有調速靈活的特點,可以輸出較大扭矩。相同功率下電動機和液壓馬達性能對比如表1所示。

表1 電動機和液壓馬達性能對比
在此次執行機構的設計方面,考慮到安全系數及調速,選擇液壓馬達作為動力單元比較適合。考慮到現有磨料射流內切割執行機構液壓馬達通用性及小型化,選擇液壓馬達作為此執行機構動力單元。其轉速范圍可達30~1000 r/min;最大輸出功率為2.4 kW;最大扭矩為35 Nm;幾何排量為19.9 cm3。
2.2 傳動系統設計選型
根據設計要求,動力單元經過減速器減速,傳動力矩到鏈輪,由鏈輪與軌道配合,實現執行機構的行走。查《非標準機械設計手冊》,根據通用性原則選取較常用滾子鏈08B,配合鏈輪傳動。鏈輪的優先選用齒數為17、19、21、23、25、38、57、76、95和114。
選取鏈輪齒數為z=38。
根據公式可計算出齒根圓直徑df為:

式中:dr為滾子外徑;取齒頂圓直徑dr=160 mm。
3 軌道系統設計
由于選用類似于鏈輪鏈條式傳動機構,軌道面上加工與鏈輪節距相等的傳動槽,實現與鏈輪的嚙合。傳動槽為偏心設計,若執行機構固定在豎直方向可保證其平衡性。軌道材質選鈦合金TC4可實現水平安置和彎曲安置,可滿足直線行走和弧線行走,實現執行機構切割的兩用性。
4 夾持系統設計
夾持系統主要考慮到被切割物體均為金屬結構物,采用強磁吸附實現切割執行機構與被切割物體的固定。同時依據微元原理,根據所需夾持力大小安裝數量不同的軌道支撐腿及強磁塊,實現夾持力的可控性;
4.1 減速器支撐座與軌道夾持
減速器支撐座夾持軌道,在支撐座上設計夾持槽,槽內加裝滾輪,滾輪與軌道貼合,使摩擦接觸變為滾動接觸,方便執行機構行走,降低摩擦力。
4.2 軌道與被切割物夾持
軌道與被切割物夾持采用強磁貼條,強磁貼條吸附在被切割物上,如圖2所示。

圖2 強磁貼條吸附于被切割物表面
5 輔助調節系統
5.1 鏈輪高度調節
當需要實現圓弧行走時,動力系統鏈輪與軌道嚙合不上,可調節高度調節螺栓,螺栓壓緊彈簧,實現鏈輪高度調節,如圖3所示。

圖3 鏈輪高度調節
5.2 高壓管線角度調節
當需要磨料射流與被切割物成角度切割時,可調節角度調節塊,實現磨料射流與被切割物0到45度角度調節,如圖4所示。
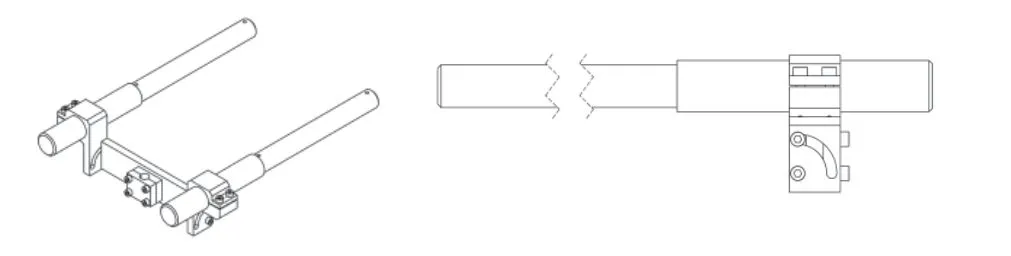
圖4 高壓管線角度調節
6 結語
試制樣機并進行管柱切割試驗,切割對象為直徑231 cm、壁厚6.6 cm的管柱,測試過程中高壓泵壓力設為200 MPa,流量26.8 L/min。試驗結果顯示,超高壓磨料射流兩用型切割執行機構穩定爬行15 min,切割管柱長度870 mm,磁鐵吸附牢靠。經測量,管柱壁厚完全切透,切割效果滿足設計要求。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17