臺車式拋噴丸清理機智能電控系統
2021-04-07 08:12:14李長泰滕晶晶孫林林
中國鑄造裝備與技術 2021年2期
李長泰,滕晶晶,高 磊,孫林林
(1.青島雙星裝備制造有限公司,山東青島 266400;2.青島伊克斯達智能裝備有限公司,山東青島 266400;3.雙星漯河中原機械有限公司,河南漯河 462300)
1 前言
隨著經濟全球化的加深,我國的科技水平和經濟水平也得到了更好、更快的發展,與此同時鑄造行業也面臨了相當激烈的生產競爭,如何在相同勞動力下更好更快的生產出更多滿足工藝需求的鑄件成為了關鍵。清理機就是為了滿足用戶特定工藝要求而設計的專用設備,該設備能快速、有效、安全的清理鑄件,而其中的臺車式拋噴丸清理機適合于鍛鐵件、鑄鋼件、鍛件及板焊件的拋噴丸清理,以去掉工件表面上的粘砂、鐵銹、氧化皮、污物等,使工件表面滿足生產工藝要求,提高工件抗疲勞性能,增加工件噴漆時的漆膜附著力,并最終達到提高工件表面及內在質量的目的。臺車式拋噴丸清理機同時帶有噴丸機構對工件進行有目標補充清理,達到滿足生產工藝要求的目的。
2 臺車式拋噴丸清理機簡介
臺車式拋噴丸清理機主要由臺車輸送系統、拋丸清理系統、除塵系統、噴丸系統和電控系統組成。臺車輸送系統主要是臺車的變頻調速和臺車的正反轉,臺車輸送采用變頻調速,使臺車達到合理速度,平穩進出,而臺車正反轉是為了讓鑄件表面清理的更全面,更徹底;拋丸清理系統主要有拋丸器、清理室、提升機、分離器、螺旋輸送器、供丸系統等組成;除塵系統由風機、脈沖袋式除塵器、排塵管路、脈沖控制儀等組成,清理室側面及上方都有除塵口,能將清理過程產生的灰塵及顆粒吸走;噴丸系統是通過噴丸罐的幾個電磁閥控制氣壓及閥門,讓鋼丸通過噴槍噴射到鑄件表面進行補充清理;電控系統嚴格按照工藝流程自動控制清理的整個過程。臺車式拋噴丸清理機如圖1 所示。
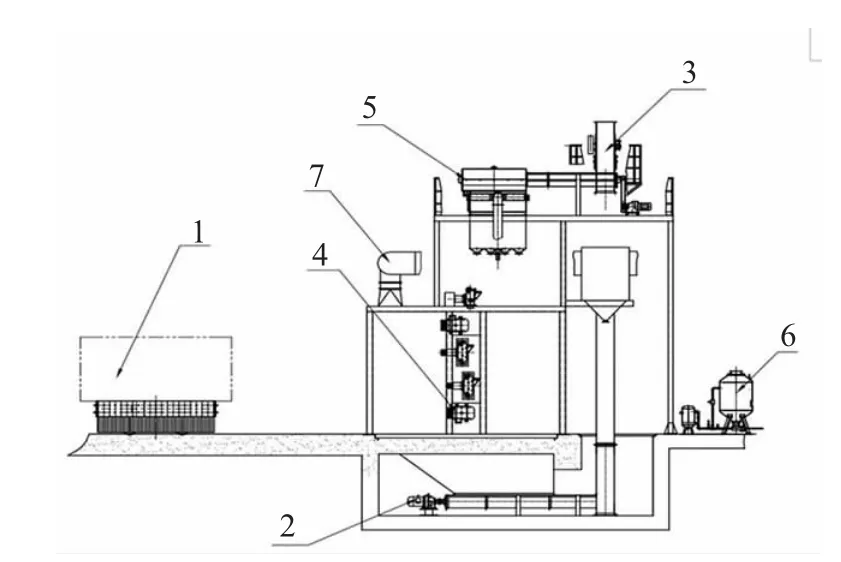
圖1 臺車式拋噴丸清理機結構
在清理過程中,由變頻器帶動的臺車將鑄件運送到清理室指定位置,關閉大門后,臺車自轉,其上面的鑄件受到不同方向拋丸器拋射出鋼丸的打擊,快速有效的使鑄件表面的鐵銹和污物脫落,鑄件表面滿足生產工藝需要。在拋丸過程中,掉落下來的灰塵鋼丸的混合物經清理室的漏斗,通過螺旋輸送器和提升機提升至分離器上,最后分離出有效的鋼丸落入料斗中,為下一次清理提供有效鋼丸。清理過程產生的灰塵通過除塵口,進入到除塵系統中,經處理合格后排放到大氣中。清理完成的工件通過臺車運輸出來,此次清理過程結束。
3 臺車式拋噴丸清理機智能電控系統的設計規劃
臺車式拋噴丸清理機控制系統主要有PLC控制器、變頻器、觸摸屏、執行裝置以及各種低壓電氣元件組成,其系統結構如圖2。
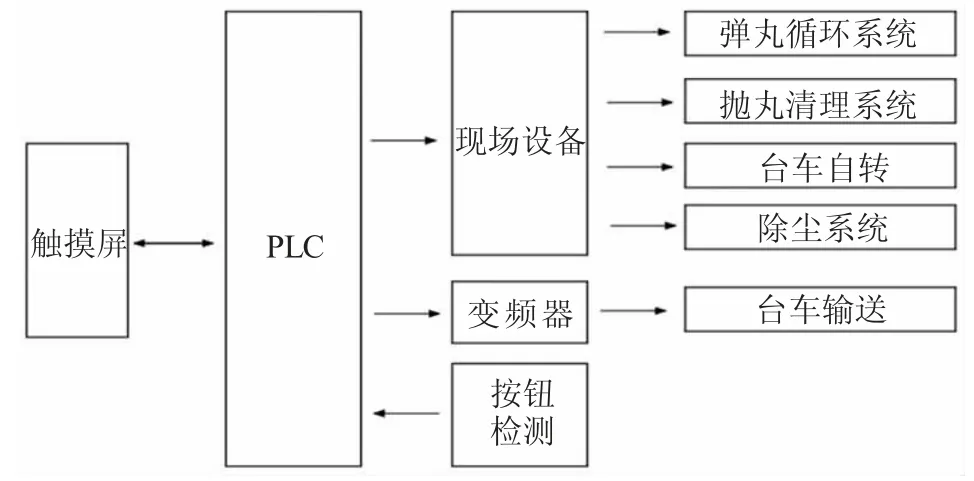
圖2 控制系統硬件圖框
電控系統選用西門子S7-1200 系列PLC[1]作為程序控制中心,經估算需要40 個輸入點,36 個輸出點,為了便于擴展,留有一定裕度的輸入、輸出點,選用西門子CPU 1215C 以及兩個16 輸入/輸出模塊;選用西門子精智型TP900 觸摸屏[2],與PLC 進行Profinet 通訊,實現了設備的實時監控、參數修改及人機對話功能;為確保現場臺車載物能平穩安全進入清理室,采用西門子V20 變頻器調速,PLC 通過USS 協議通訊控制其運行速度,保證臺車的平穩性,本次設計了臺車的正轉和反轉功能,使鑄件能更全面的清理;其他現場設備都通過低壓元器件來驅動。
3.1 控制系統的主線路設計
電機主線路主要有除塵風機、分離器、提升機、螺旋輸送器、臺車行走、臺車正/反轉、拋丸器等電路。除塵風機主要是負責拋丸清理中的通風、除塵;分離器、提升機和螺旋輸送器組成了彈丸循環系統,主要是把彈丸通過此系統循環到分離器下方的漏斗中,方便下一次清理使用;臺車行走主要是運輸鑄件到達指定區域;臺車正/反轉是為了鑄件清理的更全面、徹底;拋丸器用來對鑄件進行拋打除銹。由于設備電機較多,這里就展示除塵風機和拋丸器主線路,如圖3 所示。
3.2 控制系統的控制線路設計
控制線路主要是各個電機的控制線路、室體照明燈、供丸閘、脈沖控制儀、PLC 電源、控制室體左右大門開關的閥門、設備運行指示、PLC 線路中各個設備的開關量、設備過載、設備運行的一些檢測限位以及驅動設備運轉的中間繼電器等,這里就以除塵風機和拋丸器做簡單介紹,如圖4 所示。
PLC 接收到除塵風機開的信號經過處理讓中間繼電器KA1Y 得電→KA1Y 輔助觸點吸合→交流接觸器KM1Y 線圈得電→KM1Y 輔助觸點吸合→KM1 線圈得電→主線路中KM1 和KM1Y 主觸點閉合→經PLC 控制,15s 以后,KA1Y 失電斷開,KA1Δ 得電→KA1Δ 輔助觸點吸合→KM1Δ 線圈得電→KM1 線圈得電不變,主線路中KM1 和KM1Δ 主觸點閉合→除塵風機Y/Δ 啟動完成。
PLC 接收到1 號拋丸器開信號經處理,中間繼電器KA12 得電→KA12 輔助觸點吸合→交流接觸器KM12 線圈得電→1 號拋丸器主線路中KM12 主觸點閉合→設備運轉。
如果設備運行時,電機出現過載、短路和漏電情況,電機保護開關會跳閘,PLC 檢測到故障,聲光報警燈工作,等待現場人員處理。
3.3 控制系統的人機界面設計
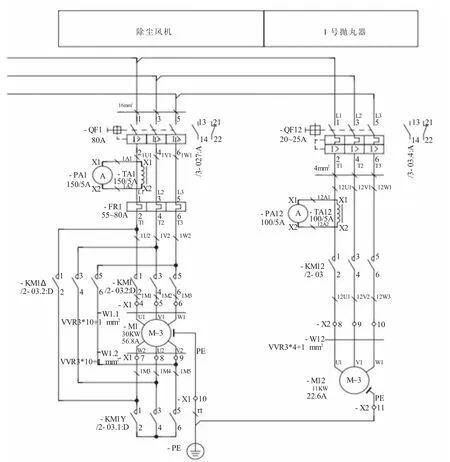
圖3 除塵風機及拋丸器原理圖
本系統選用了西門子TP900 的觸摸屏,通過網口與PLC 相連,人機界面主要包括:系統畫面、主畫面、手動操作、操作說明、報警查詢及報警復位等畫面組成。其中主畫面能夠實時顯示設備的運行情況,并可以調節臺車的頻率來實現臺車的平穩運行,還設有清理時間設定和清理實時時間監控,能更好的掌握清理過程和時間,主畫面如圖5 所示。
操作畫面能根據畫面上的按鈕來實現設備的運轉和停止,方便檢修時操作,節省空間成本,如圖6 所示。
4 臺車式拋噴丸清理機程序控制
程序控制主要包括系統總控制、按鈕盒控制、噴丸罐控制和故障報警控制。系統總控制主要是在電控柜上面操作和控制,觸摸屏上能實現大部分的設備運轉,還有部分按鈕和旋鈕來控制系統的手動/自動、拋丸/噴丸、電源開關和自動系統的開始與停止;按鈕盒控制是操作一些清理過程中比較頻繁使用的設備,如清理室左右大門的開關及開關檢測、臺車的行走和自轉;噴丸罐控制主要是通過遙控器發出信號,控制閥門通斷氣壓,來實現鑄件的噴丸過程;故障報警控制是通過聲光報警燈來提示設備運行過程中出現的問題,通過觸摸屏報警畫面來精準查找。
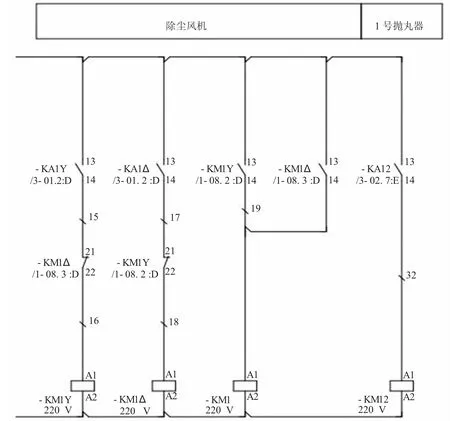
圖4 除塵風機及1 號拋丸器控制線路

圖5 主畫面
設備運行的步驟設計包含:準備工作,清理過程,停止工作。準備工作和清理過程如圖7 所示。

圖6 操作畫面
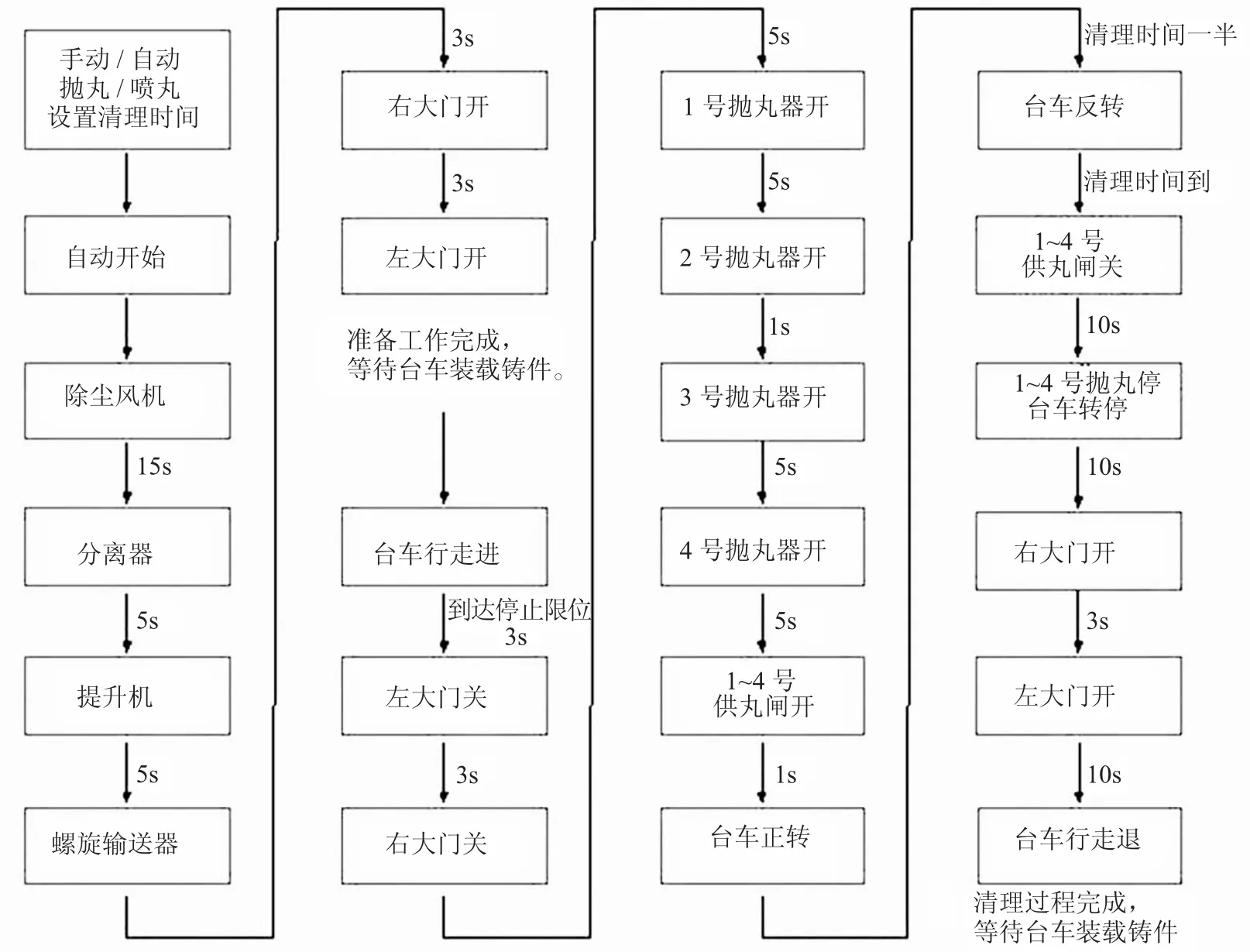
圖7 準備工作和清理過程
設備運轉之前,先手動選擇噴丸模式、自動模式,在觸摸屏上設置好清理時間,按下自動開始,除塵風機自動啟動,15s 以后分離器自動啟動,5s以后提升機自動啟動,5s 以后螺旋輸送自動啟動,3s 以后右大門打開,3s 以后左大門自動打開,準備工作完成。
當需要清理的鑄件放到臺車上時,在按鈕盒上按下臺車進按鈕,臺車平穩前進,到達清理室碰到停止限位臺車停止,延時3s 左大門自動關,延時3s 右大門自動關,延時5s 1 號拋丸器自動開啟,延時5s 2 號拋丸器自動開啟,延時5s 3 號拋丸器自動開啟,延時5s 4 號拋丸器自動開啟,延時5s 1~4 號供丸閘自動打開,臺車正轉運行,開始清理設備。當清理時間到達設定時間一半時,臺車開始反轉運行,當清理時間達到設定值時,1~4號供丸閘關閉,延時10s 1~4 號拋丸器停止,延時10s 右大門打開,延時3s 左大門自動打開,延時10s 臺車自動退出清理室,到達準備區停止,清理過程完成,等待下次清理過程開始。
當需要設備停止工作時,等到本次清理過程結束,在電控柜上按下自動停止按鈕,螺旋輸送器自動關閉,延時20s 提升機自動關閉,延時10s 分離器停止工作,整個設備停止工作,關閉PLC 電源、控制電源、總電源,停止步驟完成。
5 結束語
本文主要介紹了基于西門子S7-1200 PLC、TP900 觸摸屏、V20 變頻器的臺車式拋噴丸清理機的智能電控系統,該控制系統具有可視化監控顯示畫面,故障提示、設備保護和檢測功能,實現了鑄件清理過程的自動化控制。該系統邏輯處理過程復雜,收集參數較多,操作方式多樣化,提高了設備的自動化程度、生產效率以及清理效果,節省了人工成本,清理的鑄件符合其生產工藝要求。該設備在國內使用情況良好,適合大量推廣應用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
