無打滑連續輥軋機同步性能自動化改進
2021-04-07 08:12:16薛建平石益鋒江龍華嚴興朝
中國鑄造裝備與技術 2021年2期
薛建平,石益鋒,江龍華,嚴興朝,徐 興
(1.紹興市天龍錫材有限公司,浙江紹興 312001;2.浙江越宮機械有限公司,浙江紹興 312071;3.銅陵龍峰新材料有限公司,安徽銅陵 244000)
1 前言
軋制具有比拉絲模拉拔更節能、污染物排放更少的優勢,因此近年逐步在?3.0mm 以上的有色金屬線材加工中得到應用,為糾正有色金屬加工屬高能耗誤區[1]發揮一定作用。為提高生產效率,軋制速度往往350m/min 以上,對軋輥等機件提出了更高要求,以滿足精度和使用壽命要求。隨著技術發展,軋輥等機件性能等滿足了使用要求,但存在一些問題。單電機驅動適合一種成分合金,變頻控制各道次獨立電機驅動,可適應多種成分合金軋制。不同成分有色金屬寬展特性不同,因此各道次之間的軋制速度也各不相同,獨立電機驅動的軋機可調整速度匹配。為建立穩定的軋制條件,各道次之間需保持適度的漲緊力,但漲緊力會導致軋輥與線坯的打滑,打滑率一般控制在0.5%~1.0%。對于銅、鋁等具有優良塑形的材料,打滑率影響不大,但對熔點低、塑形較差的鋅基等有色合金,則容易造成線坯斷裂、軋輥表面粘附致碎屑增多、線坯表面易受損,同時打滑率存在會使附加載荷增加,能耗和機件磨損也會有所增加。本文針對一臺變頻電機驅動的8 架次連續軋輥存在的線材易斷、軋輥與線材打滑率等問題,試驗采用8 臺獨立伺服電機分別控制8 架次軋機,并結合各道次之間線坯漲力機構,實現各道次之間速度匹配智能控制,消除打滑率引起的線材異常斷裂、附加載荷等,使一套連續輥軋機適合多種成分有色合金材料加工。
2 解決方案
新購的8 機架連續輥軋機(一個機架軋制一道次),各機架軋機獨立伺服電機驅動,進線?7.5mm,出線?3.0mm,電機總功率39.5kW,軋制速度350m/min,適當增大各道次軋機的間距,進行以下改進。
2.1 電控系統改進
2.1.1 獨立伺服電機控制
各道次軋輥獨立使用伺服電機驅動,伺服電機與控制系統采用西門子V90 單軸伺服驅動,V90 支持即插即用式調試,伺服性能充分優化,與SIMATIC PLC 快速集成,可靠性高。與全新的SIMOTICS S-1FL6 伺服電機配套使用,形成最佳伺服系統。V90 支持內部設定值位置控制、外部脈沖位置控制、速度控制和扭矩控制,整合脈沖輸入、模擬量輸入/輸出、數字量輸入/輸出及編碼器脈沖輸出接口。通過實時自動優化和自動諧振抑制功能,可自動優化為一個兼顧高動態性能和平滑運行的系統。本文設計V90 驅動系統與西門子的S7-1215PLC 進行組合,PLC 與V90 伺服電機進行速度的控制精度可以達到±0.1r/min,可滿足不同成分材料的穩定軋制。
2.1.2 點動與聯動控制
考慮生產效率,在線坯頭部穿過連續輥軋機過程,設備處于點動狀態,各機架軋輥之間打滑率控制在1.5%左右,使線坯快速漲緊,進入正常軋制后,根據合金成分寬展特性預先確定道次間速度匹配參數,并與漲力機構位控傳感器聯動(設置于2 臺軋機之間),該機構根據位控傳感器松緊程度產生0~10V 的模擬量信號,該模擬量信號反饋到PLC 模擬量輸入通道。PID 控制器由比例單元(P)、積分單元(I)和微分單元(D)組成。其輸入e(t)與輸出u(t)的關系為:

傳遞函數為:

式中,u(t)是輸出;kp是比例系數;e(t)是輸入;TI 是積分時間常數;TD 是微分時間常數;d(t)是采樣輸入;dt 是采樣時間,積分的上下限分別是0和t,調整PID 參數提高各電機之間漲力穩定[2]。
圖1 軟件設計中需完成西門子的硬件組態后,V90 伺服與西門子PLC 采用網口通訊,用100兆速率的西門子PROFINET 進行通訊數據交換,極大的提高了伺服電機的快速響應能力。
在完成PLC 與V90 伺服驅動的硬件組態后,按圖2 的程序調用MC-POWER 的功能塊對軸4進行程序編寫,同時在下面左側畫面工藝對象中對7 個伺服傳動軸進行運動控制參數配置。
觸摸屏設計中通過改變傳動比、機械參數就可以方便精確的調整電機的速度,圖3 中設置點動系數與自動系數,方便點動控制狀態與自動控制狀態下精確的微調電機的同步速度。
圖4 是系統漲力設定畫面,設計顯示7 臺電機的漲力設定與漲張力控制倍率,可以方便調整各軋制線坯之間的張力變化[3]。
2.2 漲力機構應用
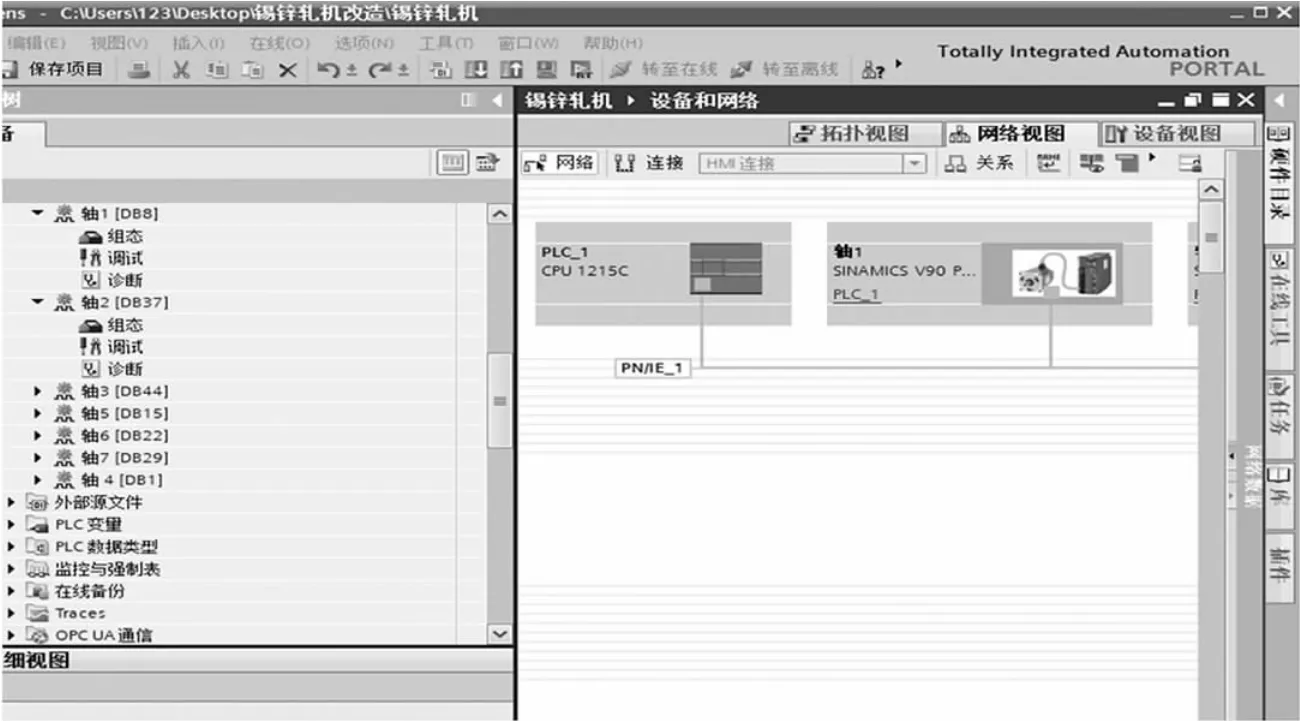
圖1 CPU1215C 與軸1 的網絡通訊組態畫面
為實現連續軋制零打滑率的目的,本文采用圖5 漲力機構。工作原理如下:當線坯頭部穿過連續輥軋機時,位控滑輪退回至起始位置,設備處于點動狀態,當線坯完全穿過連續輥軋機,并進入正常聯動軋制時,位控滑輪前移壓緊線坯,即時控制線坯的漲緊程度;位控滑輪靠近極限漲緊或松弛位置時,位控傳感器發出模擬量信號,適當增或減進線側的軋機的軋制速度,進線側各道次的軋制速度同步增減,確保線坯始終處于適度的漲緊狀態,但又不至于過度拉緊產生打滑。
各道次速度匹配預先根據合金寬展特征設置,在此基礎上才可采用漲力機構,漲力機構的調整幅度,在軋制速度350m/min 時參數變化幅度不應超過±1.5%,控制系統持續超過5min 即發出報警,提示該種合金成分預先設置速度匹配不合理,或軋輥孔型尺寸有磨損變化。試驗表明,位控滑輪松弛調整距離一般不超過30mm,具體根據線坯的直徑粗細及控制系統的靈敏度選擇。

圖2 程序中軸4 調用MC-POWER 的功能塊
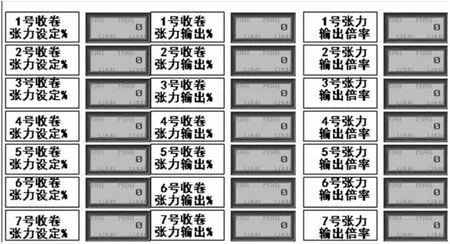
圖3 參數設定畫面
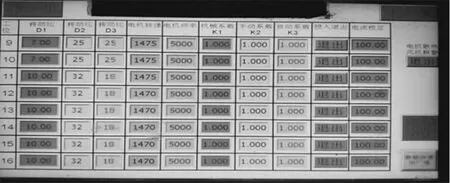
圖4 系統張力設定畫面

圖5 漲緊機構示意圖
3 實驗驗證
3.1 速度匹配控制系統
該設備控制系統改進完成后投入運行一年,初期發現軟件設計時用的軟件版本過低,系統有時會反映變慢,反饋速度跟不上,軟件升級后,完成對各種不同成分合金寬展特征數據的提取,及各道次之間速度的匹配參數。初期軟件設計有部分缺陷,連續軋制過程還是偶爾異常斷裂,后程序經過不斷的完善,伺服驅動器的運動控制各種參數進行了多次的自學習,對伺服電機的電子齒輪比進行了重新校正,并反復的調整重要的伺服參數,連續輥軋機可穩定使用。
3.2 漲力機構使用
漲緊機構投入使用后,一直較為正常。通過位置傳感器對各道次進線側的速度進行微調,微調的范圍基本不超過設定匹配速度數據±1%,消除了各道次之間的打滑現象和坯異常拉斷。
3.3 線坯表面和碎屑產生情況
消除打滑后,軋輥表面粘料現象也消失,線坯表面的質量有明顯的提高,圖6a 是有打滑軋制的線坯表面照片,圖6b 是無打滑軋制的線坯表面照片,軋制過程產生的碎屑明顯降低。

圖6 線坯表面
3.4 節能效果
常規連續輥軋機為建立正常的連續軋制,各道次之間需維持適度漲緊力成為反漲力,反漲力有助于降低合金的寬展特征[4],但也增加附加負載,致能耗增加。本文無打滑連續輥軋機,以350m/min速度連續軋制抗拉強度280MPa 的有色金屬線材,與原先的一臺變頻電機驅動相比,節能20%左右。
3.5 軋輥及其他機件使用壽命
無打滑連續輥軋機消除了附加負載,軋輥的孔型磨損現象明顯降低,軋輥的使用壽命增加了30%左右,同時其他機件的損耗也同步降低。
4 結論
(1)獨立伺服電機驅動控制的多道次輥軋機控制速度精度高,可滿足?7.5mm 以下、抗拉強度低于300MPa 的有色金屬連續軋制速度匹配控制。
(2)增設的漲緊機構,進一步解決了各道次的同步軋制問題,消除連續輥軋前后道次之間的打滑率,節能效果顯著,改善了線坯表面質量,減少了碎屑產生,機件的使用壽命延長,是以后有色金屬連續輥軋機自動化設計的主流方向。
5 探討
5.1 斷面減縮率適應性設計
傳統的連續輥軋機各道次之間存在的打滑率形成漲緊力,有利于提高線坯的斷面減縮率。本文的漲力機構消除了打滑現象,反漲力消除或可控,因此各道次軋輥的斷面減縮率設計需要考慮該因素。也可以為探討和研究漲緊力氣缸提供適當且穩定的反漲力,以彌補無打滑消失的反漲力,但以不產生打滑為準。
熔點低于450℃的有色合金線材,變形熱容易造成材料軟化,進而使寬展特征發生變化,帶來軋制不穩定現象,因此一道次軋橢及后一道次軋圓結合的斷面減縮率宜不超過25%,具體視不同合金成分確定。
5.2 軋輥孔型設計及導衛的配置
需軋制多種合金材料的連續輥軋機,宜采用寬展因素[5]最大的一種合金材料來設計軋輥孔型,以橢-圓孔型工藝參數為佳,孔型形狀建議采用唇形結構[6]。各機架間距有所加大,進入圓孔型軋輥的橢形線坯宜用導衛導入。
5.3 各機架的間距
各機架間距,可依據線坯的粗細確定合理的距離,間距越大,易于控制同步精度,但會增加設備的占地面積,具體可根據現場實際情況確定。
5.4 設備適用范圍
試驗表明進線坯直徑不宜大于?7.5mm,否則不易控制同步精度。線徑小于?3.0mm,則會影響產能,需根據金屬材料的品種和產能綜合考慮。
