寬規(guī)格花紋板板形控制技術(shù)及應(yīng)用
2021-04-27 08:35:10張志堅(jiān)戴德勝張向廳張瑞賀
河南冶金 2021年1期
關(guān)鍵詞:優(yōu)化
張志堅(jiān) 戴德勝 王 超 張向廳 張瑞賀
(日照鋼鐵控股集團(tuán)有限公司)
0 前言
花紋板因其美觀大方、防滑效果好、去水和去油污方便、紋高耐磨,廣泛應(yīng)用于汽車(chē)、機(jī)械設(shè)備、建筑等行業(yè)。因軋鋼設(shè)備裝備水平及品種結(jié)構(gòu)問(wèn)題,市場(chǎng)上花紋板的主流寬度為1 000~1 500 mm,在一些車(chē)輛、鋼結(jié)構(gòu)、風(fēng)電設(shè)施上,為了減少拼接時(shí)產(chǎn)生的焊縫,需要1 800~2 000 mm寬度的花紋板。某2150產(chǎn)線(xiàn)在生產(chǎn)1 800~2 000 mm花紋板時(shí),板形檢測(cè)顯示中間浪形嚴(yán)重,通過(guò)分析優(yōu)化凸度、軋制編排、精軋負(fù)荷分配、彎輥力、輥型等,解決了寬規(guī)格花紋板的板形問(wèn)題,取得了較好的應(yīng)用效果。
1 某2150帶鋼生產(chǎn)線(xiàn)的生產(chǎn)工藝路線(xiàn)
熱軋2150線(xiàn)的主要設(shè)備包括3座步進(jìn)梁式加熱爐,四輥可逆粗軋機(jī)(R1、R2)和R2后的熱卷箱,精軋機(jī)組(由7臺(tái)長(zhǎng)行程AGC液壓壓下、帶竄輥和正彎輥板形控制系統(tǒng)的四輥不可逆軋機(jī)組成),3臺(tái)地下卷取機(jī)[1],生產(chǎn)工藝路線(xiàn)如圖1所示。
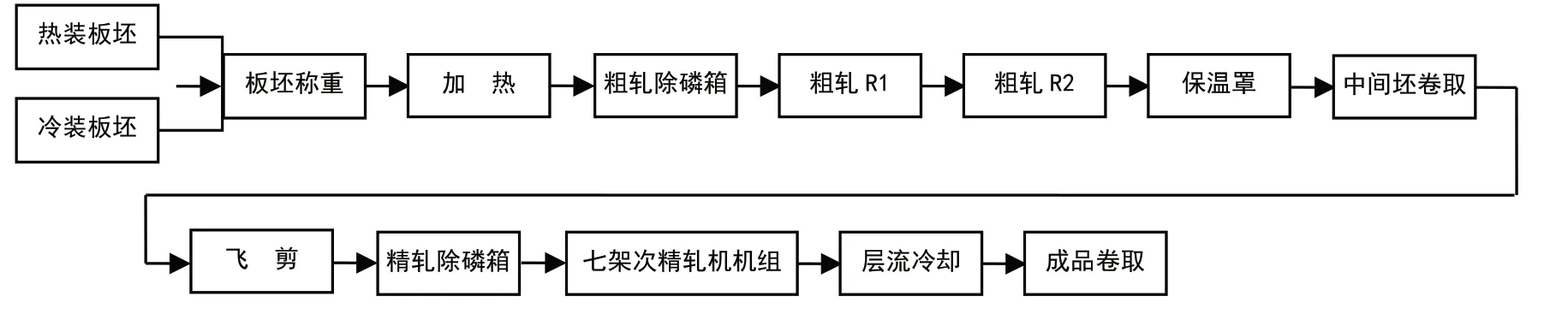
圖1 熱軋2150帶鋼線(xiàn)生產(chǎn)工藝路線(xiàn)
2 板形控制技術(shù)
板帶是由平輥生產(chǎn)出的,由于較大的寬厚度比,在生產(chǎn)過(guò)程中需要大的軋制力,隨著軋制裝備和工藝技術(shù)的進(jìn)步,客戶(hù)對(duì)板帶的厚度精度、板形及表面質(zhì)量提出越來(lái)越高的要求,尤其是板形,如果板帶斷面形狀不好,則會(huì)嚴(yán)重影響客戶(hù)的使用性能。
板形包括橫向、縱向兩個(gè)尺寸方向,縱向俗稱(chēng)浪形,隨著AGC的廣泛應(yīng)用,縱向板形已經(jīng)得到很好的控制;橫向主要是寬度方向尺寸控制,主要影響因素有凸度、楔形等,目前板形控制的關(guān)鍵技術(shù)主要是橫向厚度控制精度[2]。
凸度是指板橫斷面中心處厚度與邊部代表點(diǎn)平均厚度的差值(如圖2所示),這里取距板帶邊部40 mm處。為使帶鋼在軋制過(guò)程中的板形穩(wěn)定,要保證帶鋼沿寬度方向各點(diǎn)有均勻的延伸率,也就是說(shuō)軋制前后斷面各點(diǎn)的尺寸比例一定,即:
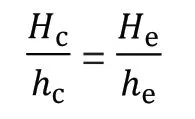
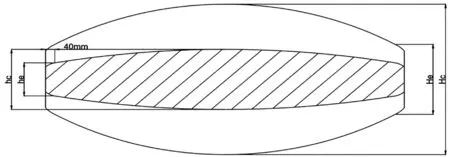
圖2 軋制前后橫斷面形狀
越寬的帶鋼,板形控制越不穩(wěn)定,越容易出現(xiàn)板形問(wèn)題。1 800/2 000 mm板形控制的要點(diǎn)是前機(jī)架控制好軋后板形,從而確保下一道次軋制可以獲得良好的凸度和平直度。在某2150線(xiàn)F1~F4出口板形是控制成品板形的重要條件,F(xiàn)5~F7微調(diào)整凸度調(diào)整量,以保證成品穩(wěn)定的凸度值[4]。
3 板形優(yōu)化措施
3.1 中間坯保溫措施
粗軋后輥道上中間坯的邊緣處溫度的降低高于中間位置的,板坯的中心溫度高于表面溫度,板坯溫度不均勻在軋制過(guò)程中會(huì)產(chǎn)生熱應(yīng)力,導(dǎo)致層流冷卻后邊部與中間位置應(yīng)力不同,從而使寬規(guī)格花紋板產(chǎn)生雙邊浪。對(duì)寬規(guī)格花紋板,在中間坯輥道投用保溫罩,可以減緩中間坯邊部、表面和心部的溫降以及板坯頭尾的溫差,從而減少寬規(guī)格花紋板因溫度差異導(dǎo)致的邊部浪形問(wèn)題[5]。
3.2 優(yōu)化軋制工作輥輥型
軋機(jī)工作輥輥型是控制板形的重要因素,對(duì)工作輥周期內(nèi)的板形起重要作用,輥型的選擇影響著軋制狀態(tài)和帶鋼板形的穩(wěn)定性。某2150軋線(xiàn)軋制花紋板時(shí),原F1~F6采用CVC輥型,F(xiàn)7采用平輥輥型。F1~F6輥型在生產(chǎn)實(shí)踐中能滿(mǎn)足板形和凸度的要求,F(xiàn)7的平輥受彎輥力控制及鋼帶溫度、水溫等因素的影響,平直度和凸度控制不穩(wěn)定,容易出現(xiàn)批量雙邊浪、1/4邊浪、中間浪等質(zhì)量問(wèn)題。在生產(chǎn)實(shí)踐中發(fā)現(xiàn),F(xiàn)7采用-40 μm的輥型(如圖3所示),通過(guò)前后軋機(jī)軋制力負(fù)荷的分配,生產(chǎn)1 800 mm、2 000 mm寬度花紋板卷板時(shí),有效消除了雙邊浪及1/4邊浪[6]。
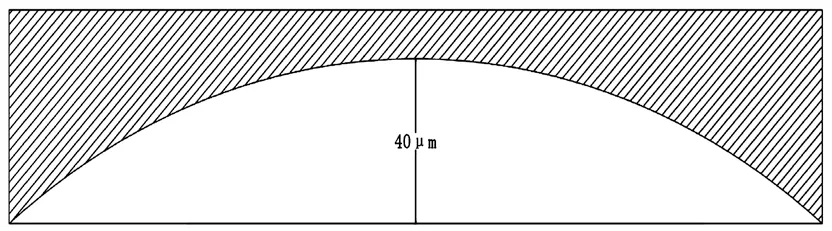
圖3 F7軋輥輥型
3.3 精軋機(jī)負(fù)荷及彎輥力分配優(yōu)化
精軋機(jī)軋制力分配是控制板形的一個(gè)關(guān)鍵性因素,軋制力通過(guò)工作輥、支撐輥的彈性撓度控制軋輥間隙。精軋機(jī)壓下力作用于支撐輥軸承座,通過(guò)支撐輥?zhàn)罱K作用于工作輥,在壓下力的作用下工作輥會(huì)產(chǎn)生彈性變形,產(chǎn)生的撓度會(huì)加大凸度值,從而影響成品板形[7]。在相同壓下力下,工作輥直徑越小,彈性變形越大,根據(jù)F1~F7工作輥直徑的大小,F(xiàn)1~F4采用大輥徑工作輥,F(xiàn)5~F7使用小輥徑工作輥, F1~F4階段帶鋼厚度較大,金屬更容易橫向流動(dòng),帶鋼凸度值較容易調(diào)整,可以通過(guò)增加F1~F4的軋制力,相應(yīng)減少F5~F7的凸度調(diào)整量來(lái)優(yōu)化板形,確保帶鋼的平直度[8]。精軋機(jī)組F1~F7均有液壓彎輥設(shè)備,采用在工作輥軸承箱裝配液壓缸的正彎輥法,可以有效減小工作輥撓度,降低雙邊浪的產(chǎn)生,軋制規(guī)格9.8 mm×2 000 mm精軋機(jī)主要參數(shù)詳見(jiàn)表1。

表1 精軋機(jī)組主要參數(shù)控制
為保證花紋紋高,F(xiàn)7壓下率>15%,根據(jù)實(shí)際生產(chǎn)中帶鋼凸度情況,適時(shí)通過(guò)壓下率設(shè)定對(duì)F7負(fù)荷調(diào)整,以保證寬規(guī)格花紋板整體板形。
3.4 軋制編排對(duì)凸度的影響
軋制計(jì)劃編排對(duì)生產(chǎn)效率及板形控制有重要作用,不同的軋制計(jì)劃編排對(duì)軋輥的磨損程度不同,進(jìn)而影響凸度的控制。生產(chǎn)計(jì)劃編排原則:燙輥材-過(guò)渡材-主軋材-收尾材,軋制計(jì)劃編排原則詳如圖4所示。寬度設(shè)定原則由窄到寬再到窄進(jìn)行組織,在熱凸度建立前,寬度跨度≤500 mm。單位軋制計(jì)劃內(nèi)公里數(shù)≤40 km,單位總塊數(shù)≤80塊。1 800/2 000 mm寬度花紋板過(guò)渡材不少于15塊,以建立穩(wěn)定的軋輥熱凸度,均勻化軋機(jī)工作輥軋輥磨損,優(yōu)化帶鋼邊部形狀的控制,消除邊部因軋輥凹陷導(dǎo)致的鋼板邊部高點(diǎn)。
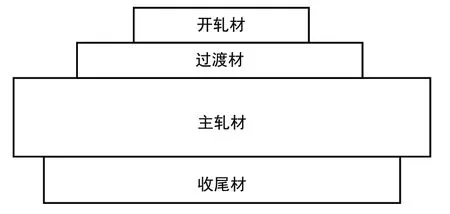
圖4 軋制計(jì)劃編排原則
3.5 寬規(guī)格花紋板板形優(yōu)化效果
通過(guò)寬規(guī)格花紋板板形控制生產(chǎn)工藝改進(jìn),生產(chǎn)實(shí)踐中寬規(guī)格花紋板板形明顯改善,多功能板形儀檢測(cè)板形平直度均<10I,優(yōu)化后寬規(guī)格花紋板的板形如圖5所示。
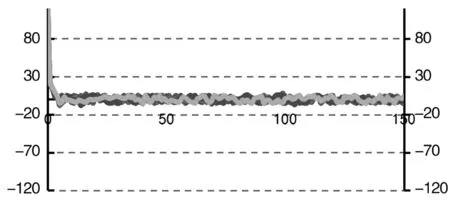
圖5 優(yōu)化后寬規(guī)格花紋板板形
寬規(guī)格花紋板經(jīng)過(guò)開(kāi)平后實(shí)測(cè)板形,1 800/2 000 mm寬度花紋板已基本消除雙邊浪、1/4邊浪,存在輕微中間浪,浪高均在5 mm以下,開(kāi)平后板形情況如圖6所示。
4 結(jié)束語(yǔ)
2150生產(chǎn)線(xiàn)通過(guò)中間坯保溫、優(yōu)化精軋末機(jī)架輥型、調(diào)整精軋負(fù)荷及彎輥力分配及軋制計(jì)劃編排優(yōu)化等措施,寬規(guī)格花紋板板形質(zhì)量顯著提升,厚度6.0~16.0 mm寬度2 000 mm花紋板整體平直度均<10I,開(kāi)平后存在輕微中間浪且浪高均在5 mm以下。
寬規(guī)格花紋板板形的質(zhì)量的提升,市場(chǎng)訂單量持續(xù)增加,既滿(mǎn)足了市場(chǎng)需求,也為公司帶來(lái)了可觀的經(jīng)濟(jì)效益。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
