車用鋁合金發動機活塞表面強化涂層磨損性能研究
2021-04-29 00:44:03韓冰源杜偉徐文文高祥涵楚佳杰吳成
江蘇理工學院學報 2021年6期
韓冰源 杜偉 徐文文 高祥涵 楚佳杰 吳成
摘要:為了研究車用發動機鋁合金活塞表面強化處理效果,以ZL109材料為基體,采用等離子噴涂技術制備鎳基合金涂層,并對涂層宏微觀形貌、顯微硬度、結合強度和孔隙率等基本特性進行了系統表征。在此基礎上,模擬活塞工作載荷和頻率,開展了實驗室條件下常溫干摩擦試驗,考核涂層摩擦學性能。結果表明:鋁合金材質車用發動機活塞采用等離子噴涂制備的鎳基合金涂層試驗中,涂層內部結構致密,力學性能優異,顯微硬度為838.10 HV0.1,結合強度為12.27 MPa,截面孔隙率為3.82 %;常溫干摩擦條件下,涂層磨損失重小于鋁合金磨損失重,僅為3.2 mg。因此,采用等離子噴涂制備鎳基合金涂層可顯著提升鋁合金活塞的抗磨損性能。
關鍵詞:發動機活塞;鋁合金;等離子噴涂;鎳基涂層;磨損性能
中圖分類號:TG174.442文獻標識碼:A文章編號:2095-7394(2021)06-0001-08
活塞作為汽車發動機的重要組件之一,被稱為發動機的“心臟”[1]。它一般服役于極端溫度、貧油、高比負荷等苛刻工作環境,隨著人們對發動機的爆發壓力和功率密度要求不斷提高,其機械負荷也不斷提升,表面磨損能量損耗通常高達總損耗的50%[2-4]。車用發動機鋁合金活塞具有材質輕、高強度的特點,然而,其高溫強度和耐磨性較差,因而容易出現由黏著磨損引發的內壁拉缸以及由磨粒磨損引發的密封面破壞,從而使得發動機的整體質量惡化,使用壽命及工作效率受到影響[5-7]。因此,為進一步提高活塞的耐磨性能和綜合服役性能,延長其使用壽命,亟需對車用發動機活塞表面進行強化處理的研究。
當前,已有研究成果顯示:高曉波等人[8]對鋁合金活塞材質添加TiB2顆粒,使得工件高溫強度提升,活塞的磨損量降低70 %;趙小峰等人[9]對鋁合金活塞環環槽表面采用共沉積技術制備Ni-SiC耐磨涂層,涂層分布均勻覆蓋,硬度高達700~800 HV,耐磨性提高了2~3倍;吳成武等人[10]對失效退役的往復式活塞桿采用超音速火焰噴涂技術進行修復,使其耐用性優于新品;逯世廷[11]研究發現,活塞的往復運動使活塞-缸套磨損加劇、間隙加大,從而影響活塞的振動特性,進而影響到發動機的工作可靠性;張俊峰等人[12]對缸套/活塞摩擦副進行激光束織構處理后,利用含MoS2和Al2O3顆粒的鎳基鍍液進行鍍層,由于所含顆粒發揮的自潤滑功能降低了摩擦作用力,該鍍層使得工件磨損率顯著降低。然而,參考上述研究思路及方法,對鋁合金材質活塞表面采用等離子噴涂技術制備鎳基涂層,并分析其組織、力學性能和磨損性能的研究相對較少。
本文以最常見的發動機活塞材料ZL109為基體,采用等離子噴涂技術制備鎳基合金涂層;分析涂層的宏微觀形貌、顯微硬度、孔隙率和結合強度等特性,并依據發動機活塞工作載荷及頻率,進行模擬實驗室條件下的常溫干摩擦試驗,從而研究涂層摩擦學性能;開展車用發動機活塞表面強化處理涂層磨損性能的研究,以期后續為車用發動機活塞的減摩抗磨、高服役性能研究提供技術支持和參考。
1材料及方法
1.1基體材料
基體材料選用ZL109,其具有優良的流動性、氣密性和抗熱裂性,較好的高溫強度和低溫膨脹系數,適合于金屬型鑄造,是最常見的發動機活塞材料[13]。噴涂前對鋁合金表面進行清潔、噴砂等預處理工作,獲得清潔粗糙的表面后再進行噴涂。基體試樣:30 mm×30 mm×5 mm立方體試樣;Φ25.4mm×5 mm圓柱試樣。
1.2噴涂材料
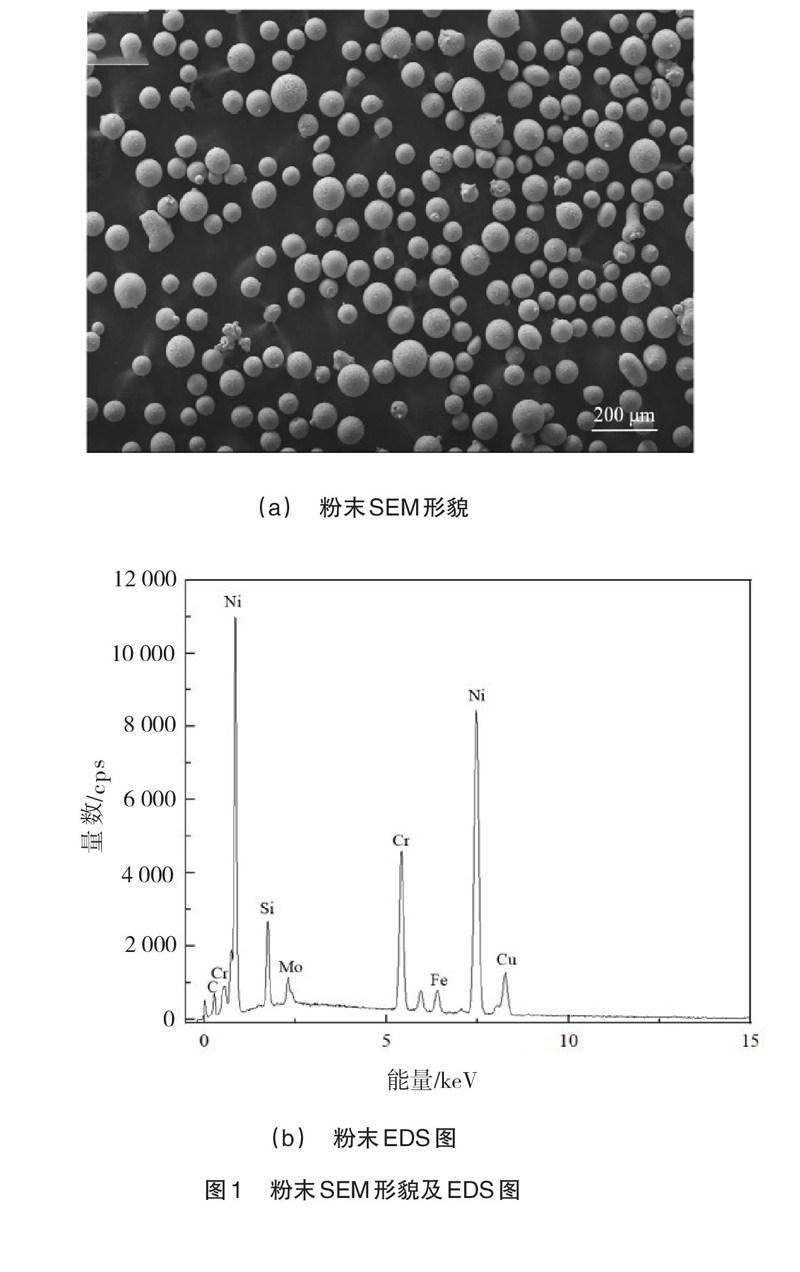
噴涂粉末選用北京鑫鑄聯新材料科技有限公司的Ni合金粉末,牌號為Ni60CuMo。粉末粒徑為46~105μm,如圖1所示為粉末形貌及EDS掃描分析。由圖1(a)可見,噴涂粉末多數呈現球形,少數形狀不規則,使得粉末具備較優的流動性。由圖1(b)EDS圖譜可見,噴涂粉末主要以Ni、Cr元素為主。
1.3涂層制備
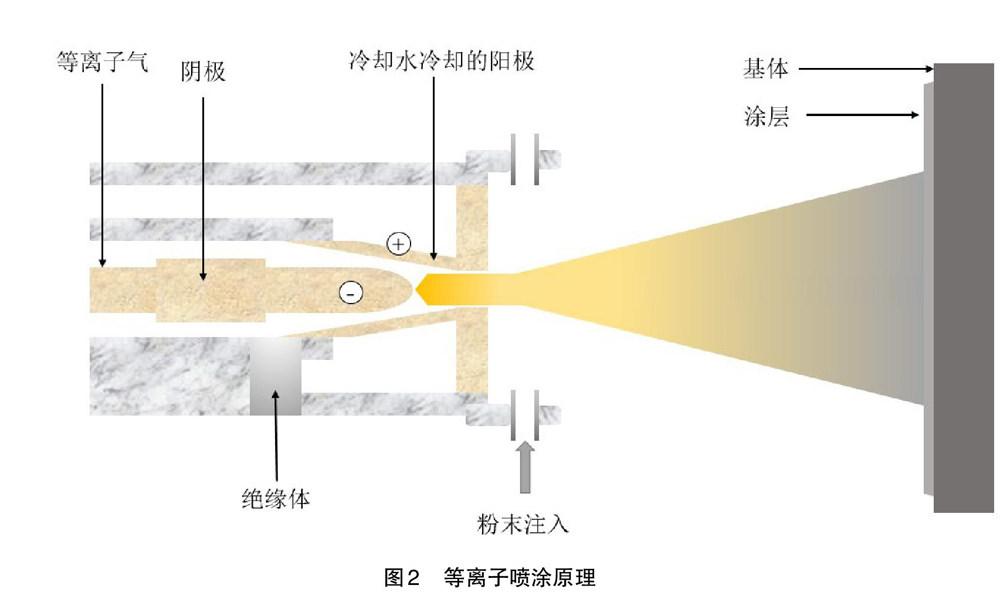
選用北京礦冶研究院的美科等離子噴涂設備進行涂層制備,如圖2所示為等離子噴涂原理。通過輸送工作氣體(氬氣、氫氣、氮氣),陰極與噴槍前端陽極產生火花放電,形成等離子氣體;送粉氣輸送噴涂粉末,在等離子焰流的加熱、加速效應下,粉末達到熔融狀態并以熔滴形式噴射在基體表面,經冷卻堆疊凝固后形成涂層[14]。
試驗所選用噴涂參數如表1所示。
1.4性能測試與表征
采用電子掃描電鏡(SEM)和附帶的能譜儀(EDS)對涂層表面形貌及其化學成分進行觀察和分析;采用電子萬能試驗機對涂層進行結合強度測試;采用數顯顯微硬度儀隨機選取5個點對涂層顯微硬度進行測試,加載載荷100 g,加載時長15 s,壓痕間的距離不小于3倍的壓痕對角線長度;采用Image J圖像分析軟件對放大倍數為800 的涂層截面照片進行分析,計算孔隙率值;利用摩擦磨損試驗機進行圓環式室溫干摩擦試驗,對磨球為直徑5 mm的GCr15鋼球,法向載荷為40N,摩擦轉速為200 r/min,磨損時間為30 min。
2結果與分析
2.1涂層形貌分析
2.1.1涂層宏觀形貌觀察
鋁合金表面采用等離子噴涂,如圖3所示為鎳基涂層噴涂前后對比宏觀圖。由圖3(a)可見,鋁合金基體外觀有銀白色金屬光澤,潔凈光亮。而圖3(b)顯示,噴涂層表面呈現均勻的暗灰色,表面相對基體較為粗糙,有明顯的顆粒凸起感,宏觀中未發現涂層內裂紋、翹起、剝落等缺陷現象,說明噴涂效果良好[15]。
2.1.2涂層微觀形貌分析
如圖4所示,為鋁合金表面采用等離子噴涂的鎳基涂層表面和截面。由圖4(a)可見,鎳基噴涂顆粒在工件表面融化程度和熔滴鋪展情況良好,但依然可見表面存在部分未熔顆粒、熔滴間間隙及凹凸不平的現象,造成這一現象的原因可能由于等離子噴涂焰流溫度極高(最高可達10 000 ℃),送粉速率數值較高使得部分鎳基噴涂顆粒通過焰流時刻未達到完全熔融狀態,或是顆粒芯部未被加熱,在急速堆疊冷卻后形成表面存在部分未熔顆粒的結構。由圖4(b)噴涂截面可觀察到涂層內部熔化較好且致密,結合界面及涂層最外側處出現少量的孔隙、裂紋。分析出現微缺陷的原因主要在于:顆粒冷卻速率高于熔滴鋪展速率,發生冷卻收縮導致孔隙出現;噴涂過程中熔滴堆疊時未完全重疊,邊界處出現裂紋或孔隙;熔滴撞擊時內部存在的氣體未能及時溢出從而造成孔隙出現[16]。
2.2力學性能分析
2.2.1鎳基涂層顯微硬度測試
采用數顯顯微硬度儀,對按照表1工藝參數制備的涂層和基體隨機選取5個點進行硬度測試,加載載荷為100 g,加載時長為15 s,壓痕間的距離不小于3倍的壓痕對角線長度,測試中避免因加工硬化而對其硬度值產生誤差影響。如表2 所示,為所得涂層及基體的顯微硬度測試結果。由表2可知:經過5次硬度測試,基體的平均硬度為122.23 HV0.1,而采用等離子噴涂技術制備的鎳基涂層平均硬度高達838.10 HV0.1,約為基體硬度的7倍。
2.2.2鎳基涂層結合強度測試
如表3所示,采用電子萬能試驗機利用對偶膠粘法對涂層進行3次結合強度測試,并求其平均結合強度值。如圖5所示,為結合強度測試后涂層試樣宏觀斷口形貌。由圖5可見:拉伸斷裂部分發生在涂層與基體結合界面處,部分發生在涂層內部,屬于層間斷裂。由于涂層基體結合以機械嚙合為主,以及因沉積放熱而形成微冶金結合;因此,涂層的結合力小于所用膠粘劑的結合力。經過測試,鋁合金表面采用等離子噴涂制備的鎳基涂層其平均結合強度為12.27 MPa。
2.2.3鎮基涂層孔隙率測試
如表4所示,選取5張放大倍數為800的涂層截面照片,計算涂層截面孔隙率值和平均孔隙率。經過5次測試計算,鋁合金表面采用等離子噴涂制備的鎳基涂層截面,其平均孔隙率為3.82 %,說明涂層截面結構致密,內部存在的微缺陷較少。
2.3耐磨性能分析
如表5所示,為基體和涂層磨損失重統計。由表5可知:在常溫干摩擦條件下進行了3次平行實驗的圓環式磨損,基體的平均磨損失重為5 mg,鎳基涂層平均磨損失重為3.2 mg。結果表明:由于銀基涂層具有更好的耐磨性,因此,鋁合金表面通過等離子噴涂制備鎳基涂層,能夠提高工件的耐磨性能,符合零部件再制造要求。
如圖6所示,為鎳基涂層常溫干摩擦的摩擦系數隨時間變化曲線。由圖6可知,涂層在磨損過程中經歷3個階段:前期處于磨損跑合,摩擦系數因剛開始的點接觸磨損出現急劇上升,后逐漸下降并達到短期穩定狀態;隨后,涂層進入磨損階段,摩擦系數由于磨損顆粒的影響有較明顯的波動,表面部分未熔顆粒在此過程中發生剝離脫落的現象,作為新磨料對鎳基涂層產生影響,導致摩擦系數出現上升的現象,此時磨損機制為“三體”磨損;最后,表面經過磨料的打磨效應,涂層進入了磨損穩定階段,此時鎳基涂層的摩擦系數趨于穩定,無明顯的波動[17]。
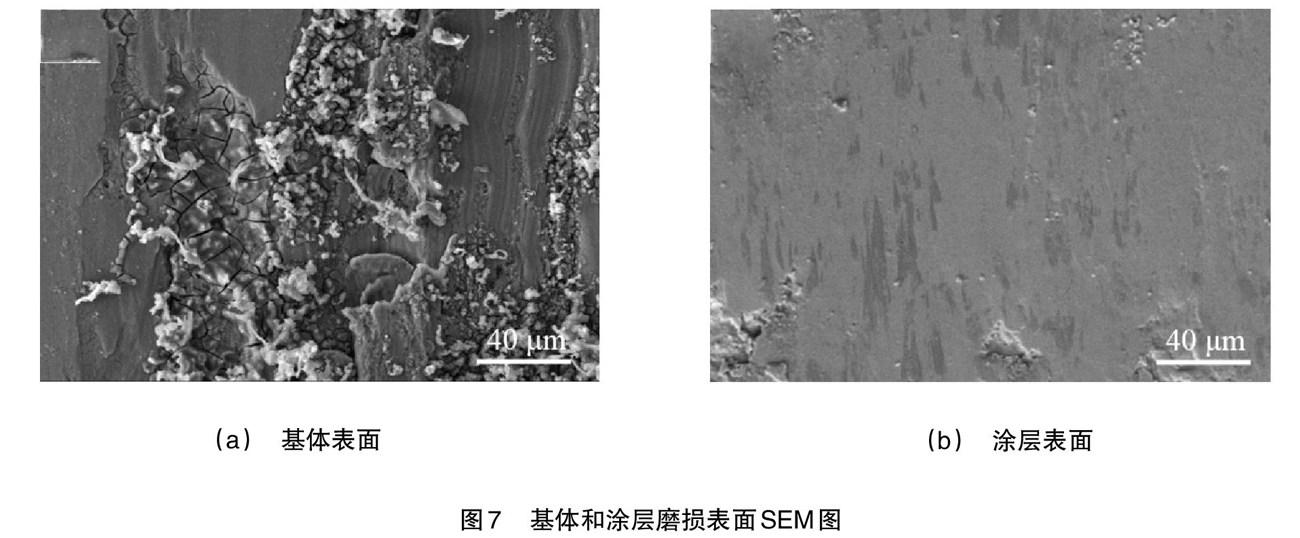
如圖7所示,為基體和涂層磨損表面SEM圖。觀察磨損微觀區域可知:基體表面磨損較為嚴重,出現大量明顯的磨削及凹坑,凹坑中分布密集交錯的微裂紋,磨損機制表現為磨粒磨損和疲勞磨損,如圖7(a);涂層表面磨損較輕,除少量剝落凹坑外表面平整,磨損機制表現為磨粒磨損[18],如圖7(b)。
3結論
本文以ZL109材料為基體,采用等離子噴涂技術制備鎳基合金涂層,通過對涂層宏微觀形貌、顯微硬度、結合強度和孔隙率等基本特性進行系統表征,研究車用發動機鋁合金活塞表面強化處理效果。得出以下結論:
(1)鋁合金作為基體,采用等離子噴涂制備鎳基涂層,宏觀表面呈現均勻的暗灰色且較為粗糙,微觀形貌下表面融化程度和熔滴鋪展情況良好,但仍可見部分未熔顆粒、熔滴間隙及表面凹凸不平的現象。
(2)鎳基涂層平均硬度高達838.10 HV0.1,約為基體硬度的7倍,平均結合強度為12.27 MPa,截面平均孔隙率為3.82 %。
(3)基體的平均磨損失重為5 mg,鎳基涂層平均磨損失重為3.2 mg,磨損表面平整,涂層的磨損機制主要表現為磨粒磨損。
因此,在車用發動機活塞表面制備鎳基涂層能顯著提高工件的耐磨性,延長工件的使用壽命。
參考文獻:
[1]白亞平,劉萌萌,李建平,等.柴油發動機活塞用鋁基材料研究進展及失效分析[J].表面技術,2018,47(6):161- 168.
[2]韓冰源,杜偉,朱勝,等.等離子噴涂典型耐磨涂層材料體系與性能現狀研究[J].表面技術,2021,50(4):159- 171.
[3]杜忠澤,芮星,王強,等.鋁合金汽車發動機缸體內壁表面改性的研究進展[J].材料導報,2018,32(S1):336- 340.
[4] ARGHAVANIAN R,BOSTANI B,PARVINI A N. Characterisation of coelectrodeposited Ni-Al composite coating[J]. Surface Engineering,2015,31(3):189-193.
[5]張翼,李杰,蔡強,等.硅鋁合金柴油機機體緊固面微動疲勞研究[J].表面技術,2018,47(1):66-67.
[6] CONG M Q,LI Z Q,LIU J S,et al. Corrosion behavior of as-Cast Mg-6Zn-4Si alloy with sr addition[J].Rare Metal Materials and Engineering,2017,46(9):2405-2410.
[7]薛冰,雷衛寧,劉驍,等.低碳鋼電弧熔覆增材層摩擦磨損及抗腐蝕性能[J].表面技術,2020,49(9):225-232.
[8]高曉波,范吉超,孟現長,等.原位生成TiB2顆粒對活塞用鋁合金微觀結構和性能的影響[J].材料與冶金學報,2020,19(4):277-281.
[9]趙小峰,劉國強,王大江,等.鋁活塞環槽表面Ni-SiC耐磨涂層的制備及性能試驗研究[J].內燃機與動力裝置,2020,37(4):54-59.
[10]吳成武,劉志偉,常家喜,等.往復活塞式壓縮機活塞桿失效形式分析與再制造技術研究[J].中國設備工程,2020(11):14-16.
[11]逯世廷.基于缸套-活塞表面磨損情況的研究[J].湖北農機化,2019(15):78.
[12]張俊峰,鄧璘.缸套/活塞摩擦副激光束織構處理鍍層的組織及摩擦學性能分析[J].材料保護,2019,52(3):47- 50.
[13]呂延軍,康建雄,張永芳,等.內燃機活塞-缸套系統減摩抗磨研究進展[J].交通運輸工程學報,2020,20(4):21-34.
[14]CHEN,SHU Y,GUO Z,et al. Investigation of competing failure mechanism and life of plasma sprayed Fe-based alloy coating under rolling- sliding contact condition[J]. Tribology International,2016,101(6):25-32.
[15]彭勇,雷衛寧,張揚,等.電弧熔敷用高熵合金粉芯絲材熔敷層的摩擦磨損行為[J].電焊機,2020,50(1):34-41.
[16]顧小龍,陳卓君,朱魏巍,等.等離子噴涂鎳基合金涂層的摩擦學研究[J].機械設計與制造,2019(10):182- 184.
[17]林麗,李國祿,王海斗,等.超音速等離子噴涂NiCr- Cr3c2涂層的組織結構與微動磨損性能[J].粉末冶金材料科學與工程,2016,21(4):603-609.
[18]李楠楠,康嘉杰,王海斗,等.噴涂功率對NiCr-Cr3c2涂層表面自由能及其摩擦性能的影響[J].機械工程學報,2015,51(23):96-102.
Study on Wear Performance of Reinforced Coating on Piston Surface of Aluminum Alloy Engine Automobile
HAN Bingyuan,DU Wei,XU Wenwen,GAO Xianghan,CHU Jiajie,WU Cheng
(School of Automotive and Traffic Engineering,Jiangsu University of Technology,Changzhou 213001,China)
Abstract:In order to study the surface strengthening treatment effect on aluminum alloy piston of automobile engine,Ni-based alloy coating is prepared by plasma spraying using ZL109 material as matrix,and the basic properties of the coating,such as macroscopic and microscopic morphology,microhardness,bonding strength and porosity are characterized systematically. On this basis,the working load and frequency of the piston are simulated,the dry friction tests under laboratory temperature were carried out to evaluate the tribological properties of the coating. The results show that the Ni-based alloy coating prepared by plasma spraying on aluminum alloy piston for automobile engine has dense internal structure and excellent mechanical properties,the microhardness is 838.10 HV0.1,the bonding strength is 12.27 MPa,and the cross-section porosity is 3.82%. Under the dry friction condition at normal temperature,the wear weight loss of coating was less than that of aluminum alloy,which was only 3.2 mg. Therefore,the Ni-based alloy coating prepared by plasma spraying can significantly improve the wear resistance of aluminum alloy piston.
Key words:engine piston;aluminum alloy;plasma spraying;Ni-based coating;wear performance