散熱器面板拉深模設計
2021-05-06 03:03:20柳鵬旭祝民利
模具工業 2021年4期
關鍵詞:變形
柳鵬旭,祝民利
(新疆工程學院,新疆 烏魯木齊 830023)
1 散熱器結構分析
大型節能家用散熱器結構如圖1所示,散熱器面板和背板裝配后要在側邊進行滾焊縫合,散熱器內部有加熱管和導熱油,具有高效、散熱量大、節省能源的優點。散熱器面板結構如圖2所示,材質為Q235A,厚度為1 mm,大批量生產。面板拉深后要求無起皺、開裂、扭曲變形,外表面光滑平整,保證878 mm的配合尺寸和60 mm深度。
2 散熱器面板沖壓工藝
根據散熱器面板結構、尺寸精度及企業沖壓設備,工藝方案如下:剪切下料→拉深成形→切除多余凸緣邊,共3道工序,如圖3所示。
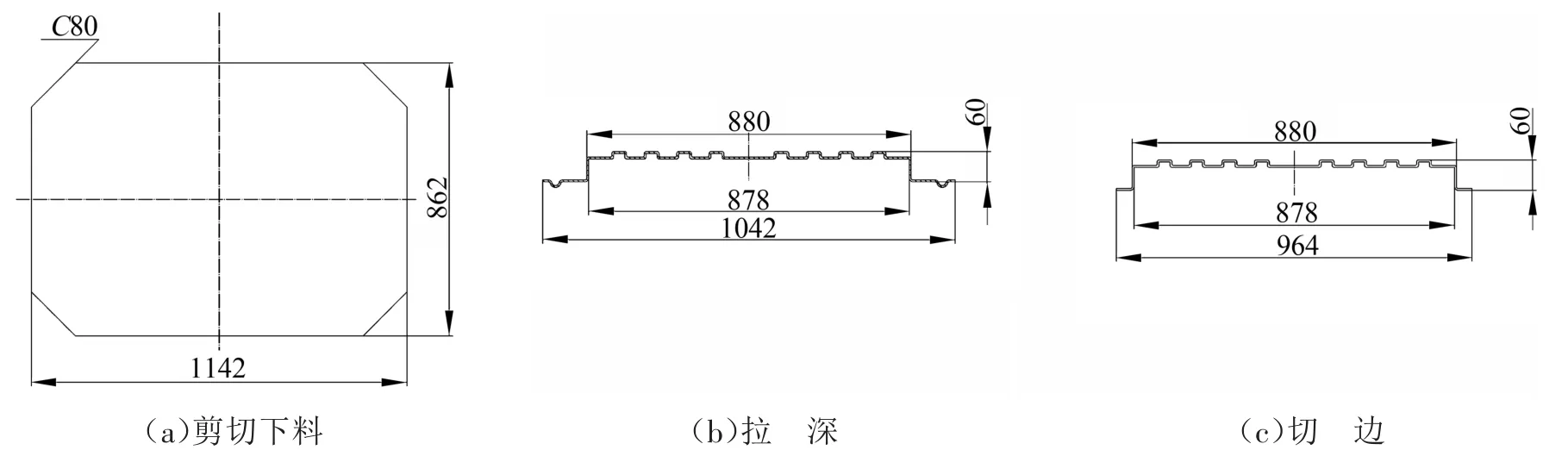
圖3 工藝方案
3 模具結構設計
3.1 模具結構特點
由于企業只有帶氣墊的大型沖床,模具設計為倒裝結構,如圖4所示,壓料板13上設置了拉深筋。為了方便模具裝配,采用裝配式導柱導套,保證了模架和凸、凹模的裝配間隙與精度。為使上料方便,模具采用三導柱結構,壓料板13上設計了4個擋料銷14定位成形的制件。

圖4 模具結構
壓邊力由沖床工作臺下方的氣缸墊提供,通過頂桿10均勻傳遞給壓料板13壓緊待成形的制件,壓邊力在成形過程中保持恒定且大小可調。成形制件由于存在向外擴張的彈性變形,容易卡在凹模2中,為了方便取出成形的制件,通過推桿5與壓力機限位塊推出制件。卸料板12上安裝卸料螺釘3和彈簧防止其在重力的作用下掉出凹模,限位塊4限制成形制件的壓入深度。
凸模、凹模和壓料板材料為球墨鑄鐵,加工完成后對局部工作部位進行淬火,拉深筋采用9CrSi材質淬火處理,導柱和導套采用T8工具鋼淬火處理。
3.2 模具設計要點
3.2.1 制件成形分析
制件屬于薄板盒形淺拉深件,為防止拉深失穩需要進行壓邊,凸、凹模間隙控制在(1~1.1)t(t為板料厚度),通過計算拉深系數沒有超過一次拉深系數(0.53~0.63),可以一次成形。
由于制件較薄、尺寸較大,成形后容易變形,尺寸和形位公差達不到要求。為了保證面板和背板裝配后能滾焊縫合、導熱油不滲漏,制件尺寸必須達標,避免產生起皺、開裂、扭曲等缺陷,否則制件就會報廢。
大型盒形件拉深時,四周料流阻力不均勻,在4個直邊處阻力小,進料速度快;4個圓角處阻力大,進料速度慢,由于變形不均勻會產生缺陷。為了控制變形均勻性,需要在壓料板直邊處設置拉深筋,以增大料流阻力使與圓角處流速相同,消除缺陷。
3.2.2 壓料板與拉深筋設計
壓料板設計:壓料板上設置拉深筋,使制件四周料流阻力基本一致,可有效避免制件產生缺陷,使成形后的制件尺寸穩定、壁厚均勻,但拉深筋的布置和尺寸要通過實際試壓修正。
壓料板4個圓角半徑的確定:圓角過小則拉深變形劇烈,阻力大,制件不易成形;圓角過大則使壓制的制件圓角增大,導致制件內部零件無法安裝。根據制件材料、料厚與深度計算最小圓角的半徑為R50 mm,為便于成形且不影響內部零件裝配,最后決定取圓角半徑為R80 mm。
凹模圓角確定:凹模圓角大小決定拉深時料流阻力大小,凹模圓角過小,料流阻力大,制件容易開裂,凹模圓角過大,不符合散熱器的裝配要求。通過計算,凹模圓角為R10 mm,為方便成形又不影響裝配,最終凹模圓角取R14 mm,且凹模圓角要沿料流方向拋光以減小流料阻力。
拉深筋結構及工作原理:拉深筋結構如圖5所示,工作狀態如圖6所示,為了控制料流阻力,拉深筋頂面采用圓弧形,拉深筋的形狀和高度及位置應通過模具實際試壓不斷的修正和調整,同時不斷調整壓邊力至制件均勻變形。
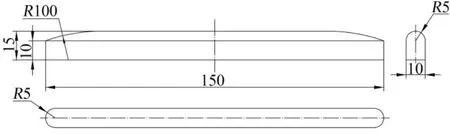
圖5 拉深筋結構
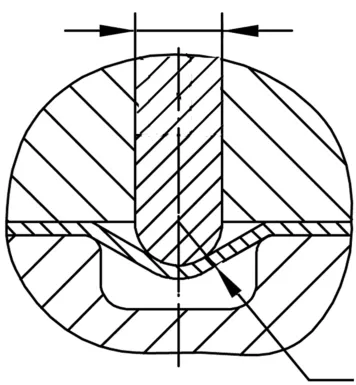
圖6 拉深筋工作狀態
拉深筋布置:拉深筋位置與形狀是模具設計關鍵,拉深筋設置是否合理決定制件成形的成敗。為保證成形制件四周料流阻力均衡,需分段布置拉深筋,凹模圓角處料流阻力較大,所以不能在凹模圓角處布置拉深筋,只能在其附近的直邊處分段設置拉深筋。通過改變拉深筋高度和圓角半徑可有效控制料流阻力。在拉深筋上設置過渡圓弧降低料流阻力,如圖5中R100 mm,通過實際驗證不斷調整優化拉深筋的形狀及位置,最后得到最佳方案,分段拉深筋的布置如圖7所示。

圖7 拉深筋布置
4 制件缺陷及解決措施
(1)制件在4個凹模圓角處開裂。這是由于凹模圓角處的壓邊力過大,使料流阻力大于材料強度極限而開裂,原毛坯尺寸如圖8所示。改進措施:①對毛坯的4個角倒C80 mm,如圖9所示,減少4個角處的有效壓邊面積從而降低壓邊力;②調整氣墊的壓力以減小壓邊力,但同時應考慮直邊處的壓邊力是否合適;③增大拉深筋與凹模圓角處的距離,同時對4個凹模圓角進一步拋光,降低凹模圓角處的料流阻力以減小開裂的傾向。

圖8 原毛坯尺寸
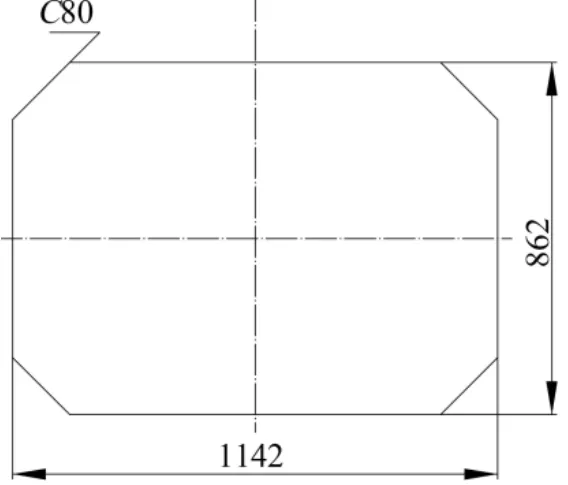
圖9 改進后的毛坯尺寸
(2)制件在直邊頂部起皺,并出現扭曲變形。這是由于成形過程中料流阻力分布不均引起,直邊處阻力小進料多,圓角處阻力大進料少,成形后制件內部應力分布在進料多的部位產生堆積起皺,當內應力達到一定程度時還會導致制件扭曲變形。改進措施:重新調整拉深筋的位置與形狀,使直邊處與凹模圓角處料流阻力相同,即改變圖7中120、130 mm尺寸和拉深筋形狀,使制件變形均勻從而消除起皺、扭曲變形等缺陷。
(3)制件頂部塌陷。由于凸模和成形制件的配合間隙較小,制件表層涂了潤滑油,成形時產生密封空間,凸、凹模分離時制件與凸模形成負壓真空而引起制件頂部塌陷。改進措施:在凸模上設置6個進氣孔。
(4)制件在拉深筋處開裂。開裂原因為:①拉深筋尺寸不合理或粗糙度太大,造成料流阻力過大而開裂;②壓邊力過大造成料流阻力過大而開裂。改進措施:減小拉深筋尺寸并拋光;成形時調整氣墊的壓力。
(5)制件在4個凹模圓角處起皺。由于壓邊力過小導致的起皺,可通過調節氣墊的壓力而改善起皺情況。
5 結束語
結合制件結構和性能要求,合理布置拉深筋位置并優化其形狀,能有效調節料流阻力,保證制件四周流動阻力的均衡性,消除制件內部的開裂、起皺、扭曲變形等缺陷,通過不斷改進設計,最終獲得質量合格的散熱器面板。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
