基于神經網絡的連接器外殼注射工藝研究
2021-05-06 03:03:24劉淑梅潘泓誼
模具工業 2021年4期
趙 毅,劉淑梅,潘泓誼
(上海工程技術大學 材料工程學院,上海 201620)
0 引 言
電連接器在汽車航天等領域應用廣泛,而塑料制品由于質量輕、成本低等優勢,常用于制造電連接器外殼。連接器外殼除了要求良好的阻燃、絕緣性能外,還需具有優良的尺寸穩定性,以降低翹曲影響,確保在連接配合時不出現誤差[1]。為了探究翹曲影響因素,李海梅等[2]綜合工藝參數、模具結構及人為因素等方面分析了翹曲的機制和影響;高月華等[3]針對工藝研究了不同部件的翹曲影響因素,發現除了保壓壓力外,其余工藝參數的權重各不相同,說明工藝參數與翹曲的關系錯綜復雜,尤其對于結構復雜塑件,在現有CAE基礎上,僅靠傳統的優化回歸方法無法準確預測參數的影響趨勢。人工神經網絡的應用給翹曲影響研究帶來了新的思路和方法,神經網絡屬于智能處理系統,常用于解決復雜的多變量非線性問題[4]。王衛東、修輝平等[5,6]研究成型塑件注射工藝時,在正交試驗的樣本基礎上創建BP神經網絡模型,并證明其具有良好的預測能力。鄧其貴等[7]利用DPA-BP神經網絡模型分析了工藝參數對4種注射缺陷的影響規律,驗證了神經網絡模型的可靠性。
現對連接器外殼的注射工藝進行研究,結合正交試驗和BP神經網絡模型,分析其工藝參數和翹曲的非線性關系,為后續連接器外殼的參數設計提供思路。
1 塑件結構及正交試驗
1.1 塑件結構分析
連接器外殼結構如圖1所示,材料為PA6,含30%玻璃纖維,牌號為Ultramid B3GK24,密度為1.34 g/cm3,其熔體流動性好,MFR(熔體質量流動速率)測量值為81.5 g/min,具有優良的尺寸穩定性。
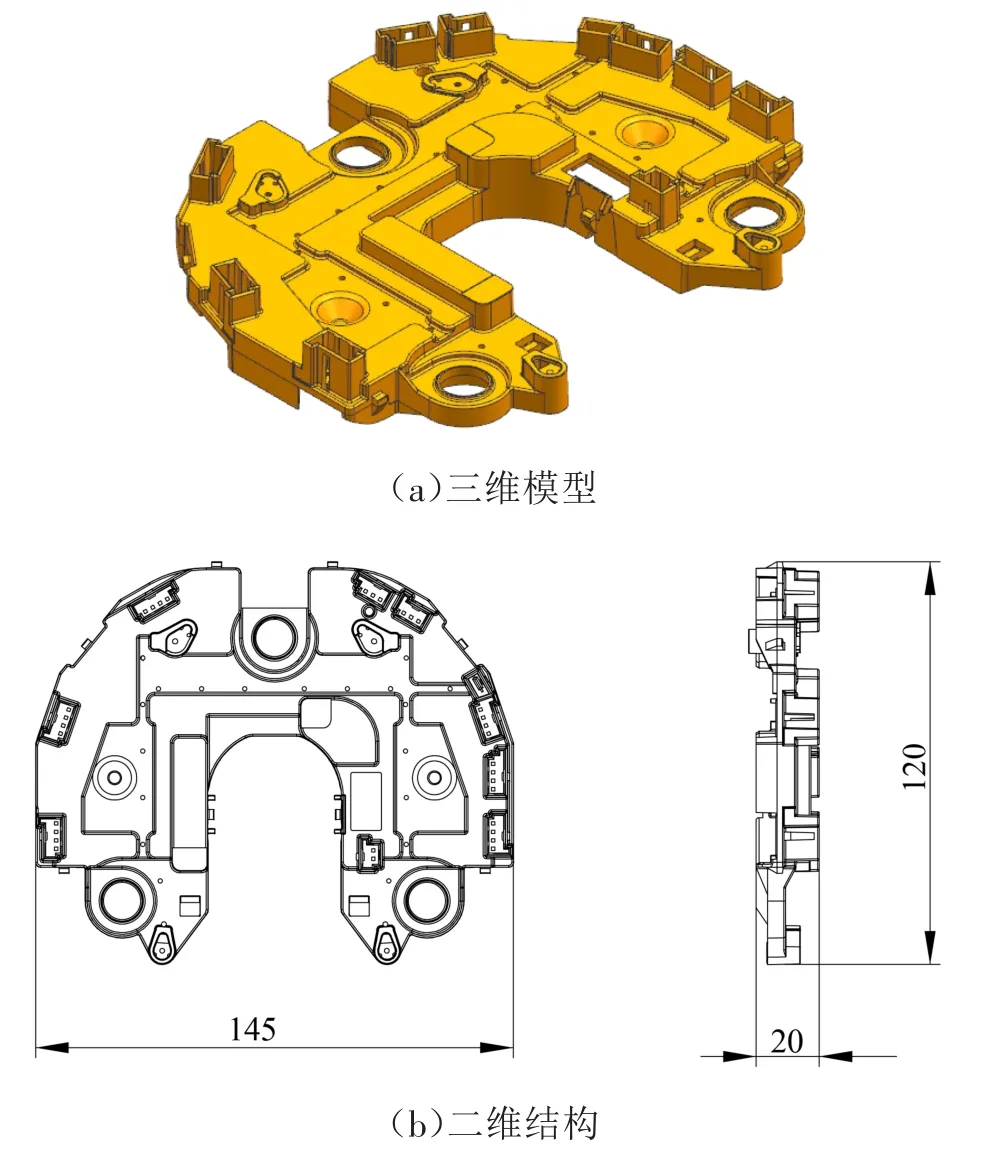
圖1 連接器外殼結構
由圖1可知,連接器外殼尺寸為145 mm×120 mm×20 mm,存在大量拐角、凸臺和圓孔,屬于復雜結構塑件。在其注射成型過程中,內部熔料流動過程難以預測,纖維取向差異較大,容易導致填充不足、翹曲及收縮率高等缺陷。
針對連接器外殼的注射工藝,首先根據Mold?Flow軟件分析澆口最佳注射位置,設計了單澆口注射方案,澆口尺寸為φ1.5 mm。模具采用1模2腔結構,根據系統默認工藝參數進行仿真分析,并設置流道和澆口,圖2所示為單澆口方案的結構設計與填充分析結果。

圖2 單澆口注射方案
由圖2(b)可以看出,待成型塑件部分凸臺填充時間晚,導致前沿熔料逐漸凝固,無法填充完整。針對此問題,結合軟件的澆口填充分析,重新制定了雙澆口和三澆口注射方案,同樣采用1模2腔工藝對2種方案進行注射仿真。根據分析結果,雙澆口方案的成型塑件最大變形為0.779 6 mm,三澆口方案的成型塑件最大變形為0.751 7 mm,如圖3所示。因此,采用三澆口注射方案不僅可以保證熔料填充完整,且成型塑件的翹曲變形量較小,現基于三澆口方案繼續進行工藝參數的分析。

圖3 雙澆口和三澆口方案
1.2 正交試驗設計
首先建立連接器外殼的有限元模型,并在MoldFlow軟件中進行模擬分析,由于三維模型中存在大量細小倒角和文字標記,導致網格劃分困難,運用CAD Doctor軟件對模型進行簡化和修復,刪除細小的倒角和文字,但不會影響分析的準確性[8]。網格匹配率由75%提升到93%,選用雙層面網格,網格數量為80 971,材料為數據庫中Ultramid B3GK24。
在連接器外殼注射工藝研究中,選取注射溫度A、模具溫度B、注射時間C、保壓時間D以及保壓壓力E作為參數分析對象,結合成型窗口分析和默認參數模擬結果,得到各參數的合理取值范圍,并依此建立因素水平表,如表1所示。

表1 因素水平
根據表1選取L16(45)設計表建立正交試驗方案,分析各參數的影響權重,并為之后的網絡模型設計提供參考樣本,試驗方案和翹曲結果如表2所示,共16組數據樣本。

表2 試驗方案和翹曲結果
極差分析如表3所示,對于外殼的翹曲,注射參數的影響順序為E>A>B>D>C,即保壓壓力的影響權重最大,且最優組合為注射溫度300℃、模具溫度80℃、注射時間1.0 s、保壓時間6 s、保壓壓力55 MPa。

表3 極差分析
2 人工神經網絡的構建
2.1 BP神經網絡
人工神經網絡是近年來發展的優化處理技術,主要參考生物腦信息加工方式,創立眾多神經單元相互聯接,組成一套可以自我反饋的智能信息處理系統,適合推理因素交互復雜的非線性問題,發展至今,已有大量的改進模型和優化算法相繼提出。其中,應用最普遍的是BP神經網絡,具有經典的“Back Propagation”思路,即首先正向遞進,數據信息從輸入層開始,經中間層處理傳遞到輸出層,如果出現誤差較大,則進行反向信息傳遞,過程中修改各層之間的聯結權值,經此反復以達到減少誤差的目的[9]。
在連接器外殼注射成型中,工藝參數和翹曲的關系具有明顯的非線性,結合BP神經網絡的非線性處理機制,可以更貼切地反應各參數和翹曲的關系趨勢。在正交試驗樣本基礎上,建立3層拓撲神經網絡結構,可以較好地解釋大部分非線性問題,層數選用過多則可能導致擬合過度。以選取的5個注射參數作為輸入層神經元,翹曲量作為輸出層,網絡結構和信息傳遞方式如圖4所示。
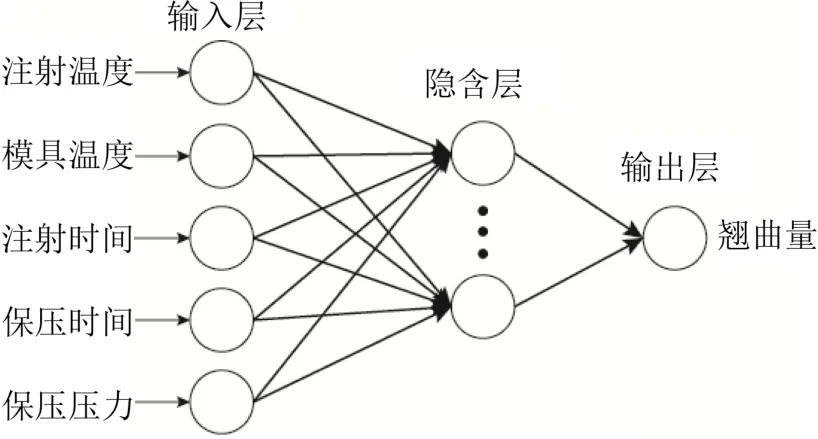
圖4 神經網絡結構
2.2 神經網絡訓練
依靠Matlab軟件編碼構建網絡模型,并對建立的模型進行訓練,訓練函數的選擇差異也會影響模型的訓練速度。模型構建中使用newff函數實現反向傳播,根據kolmogorov定理選擇10個隱含層的處理元,設計dividerand抽取70%數據組作為訓練數據,學習速率為0.02,最大訓練次數為10 000,期望最小偏差為10-5,用trainlm函數進行訓練,sim用于計算仿真[10]。為使模型更加穩定地迭代,采用map?minmax函數對數據進行歸一化和反歸一化處理,經過多次迭代計算后,訓練誤差逐步收斂于目標誤差。
3 神經網絡模型測試驗證
建立的神經網絡模型經過訓練后,仍需要測試其準確性,對模型的預測能力和精度進行評判。隨機選取未經過訓練的5個工藝方案組合作為樣本,利用MoldFlow軟件重新進行模擬,并對比網絡模型的預測結果,翹曲量的網絡預測值和軟件模擬值的誤差如表4所示。

表4 翹曲量的網絡預測值和模擬值對比
由表4可以看出,在5組樣本的驗證測試中,神經網絡的輸出結果和仿真模擬結果誤差在2.5%~3.6%,結果基本相符。樣本測試結果對比如圖5所示,可以更直觀地觀測網絡訓練值和實際模擬值之間的誤差。綜合表4和圖5可知,模型具有較高的預測精度。

圖5 樣本測試結果對比
傳統的試模方法耗時費力,利用CAE有限元分析可以節省較多時間,但連接器外殼注射模擬中每次改變注射參數都要重新進行仿真分析,且需要4~5 h,模擬DOE的試驗設計方案則需要5~6天。為進一步節省時間,加快產品研發,利用訓練好的神經網絡模型直接輸入相應工藝參數,可得出對應的預測翹曲量。由于該網絡模型的精確度較高,無需重復對每組參數進行仿真分析,降低了時間成本。
由上述正交試驗結果可知,注射時間C和保壓時間D對連接器外殼翹曲的影響較小,因此,可以保持其最優水平不變,即注射時間1.0 s、保壓時間6 s。針對影響較大的注射溫度A、模具溫度B和保壓壓力D進行二次尋優,以正交最優水平為基準進行參數微調,然后利用建立的網絡模型對調整后的參數組合進行翹曲量預測,微調后的參數組合和翹曲預測結果如表5所示。

表5 微調參數組合和翹曲預測結果
由表5可以看出,翹曲變形最小的是第5組參數,即注射溫度305℃、模具溫度85℃、注射時間1.0 s、保壓時間6 s、保壓壓力60 MPa,此時翹曲預測值為0.664 mm。利用MoldFlow軟件對該組參數進行模擬驗證,仿真的變形結果為0.657 mm,與預測值接近,且外殼的Z方向變形(平面度偏差)為0.48 mm。采用該參數組合指導樣品生產,所用設備為200T-LZ立式注塑機,材料采用BASF生產的PA6,牌號為Ultramid B3GK24。試生產的樣品如圖6所示,對樣品進行三維尺寸測量,其平面度偏差為0.46 mm,與仿真值接近,且圖紙要求的平面度最大偏差不超過0.6 mm,生產的樣品符合質量要求。

圖6 連接器外殼
4 結束語
針對連接器外殼結構復雜、注射工藝難以預測的問題,建立了3層拓撲的神經網絡模型,用于分析預測工藝參數對于翹曲的影響趨勢。建立正交試驗,由極差分析得出保壓壓力對翹曲影響最大,在正交試驗的樣本基礎上設立BP神經網絡模型,結合Matlab軟件對模型進行訓練,通過5組樣本測試,發現神經網絡優化模型的預測誤差在2.5%~3.6%,證明所建立的網絡模型具有良好的預測能力。利用訓練后的模型繼續對工藝參數進行二次尋優,可以直接獲得各參數對應的翹曲變形量,節省了軟件分析時間,得出的最優工藝參數組合為注射溫度305℃、模具溫度85℃、注射時間1.0 s、保壓時間6 s、保壓壓力60 MPa,利用該參數指導生產,獲得了質量合格的樣品。因此,該模型可以用于指導連接器外殼的工藝參數設置,為后續生產提供應用價值。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
